

Достоинства и недостатки материалов
Популярность в малоэтажном строительстве газобетонные блоки заслужили благодаря своим положительными качествами:
- Не горюч. При контакте с открытым огнем не выделяет дыма, токсических веществ. Стены из таких блоков не сгорают и не деформируются. Просто необходимо обновить отделку газобетонного каркаса дома, и можно продолжать его эксплуатировать без дополнительного усиления.
- Небольшой вес. Газоблоки – одни из самых легких стеновых материалов. Его объемный вес может находиться в пределах 300 – 1200 кг/см³.
- Энергосбережение. При использовании ячеистых блоков, в некоторых регионах, делать дополнительное утепление стен ненужно. Пористая структура, заполненная воздухом – отличный теплоизолирующий материал.
- Обрабатываемость. Ячеистые блоки хорошо поддаются любому типу обработки. Но, с неавтоклавными нужно быть предельно аккуратными, так как оно обладают повышенной чувствительностью к растрескиванию.
- Высокая степень теплопроводности. Чем ниже марочная плотность, тем больше такие материалы способны удерживать тепло.
Усадка – одна из главных проблем газобетона. Она дает изменение в геометрических размерах, а в кладке растрескивание штукатурки. В отдельных случаях и самих блоков. В большей степени усадке подвержены изделия, выдержанные на естественном твердении.
Необходимость армирования кладки – особенность строительства из газобетонных блоков, которое можно отнести к недостаткам, так как требует дополнительных денежных и трудовых затрат.

Метод пеногенерации
В первой половине 20-го века инженером Байером был изобрел новый метод производства пенобетона, который отличался от баротехнологии тем, что пена продукции подготавливалась отдельно. В производстве пенобетона методом пеногенерации различаются две стадии:приготовление пены при помощи пеногенератора и минерализация полученной пены с цементом и песком. В получении пенобетона с применением пеногенератора основные компоненты замешиваются в правильной дозировке, а процесс не придерживается принципа изменения водоцементного соотношения. Благодаря этому, изделия из пенобетона на выходе отличаются своей технологичностью. Главный элемент – пеногенератор, в данной технологии используется для получения мелкопористой пены из смеси воздуха, воды и пенообразователя. Последний применяется 20-30%-ой экономией. При этом, несмотря на масштабы производства, необходима полная комплектация линии современным и качественным оборудованием, что станет гарантией высокой надежности полученной продукции, а также длительного срока службы.
Вот как происходит производство пенобетона методом пеногенератора. В смеситель вводятся такие точно дозированные сыпучие компоненты, как цемент и песок, иногда в качестве заполнителя можно добавить золу-уноса. При подмене песка на последний компонент, у пеноблоков значительно уменьшается теплопроводность, что, в свою очередь повышает теплосбережение здания. Необходимо знать, что те продавцы, для которых прибыль важнее, чем качество получаемой продукции, при производстве пеноблоков используют минпорошок и золу-уноса в качестве весовой добавки. Стоимость этих компонентов намного меньше стоимости цемента.
После добавления компонентов в смеситель и их смешивание, в пеногенератор подводится сжатый воздух от компрессора. При этом персонал должен постоянно регулировать подачу рабочего пенообразователя и сжатого воздуха, от чего зависит качество пены на выходе. Этот процесс ничем не отличается от производства бетона. После приготовления техническая пена подается в специально изготовленный смеситель – пенобетоносмеситель, частота оборотов которого не более 300 об/мин. Этот этап производиться очень аккуратно без разрушения полученной пены. Затем вводиться цемент и песок. Этот процесс называется технологией «сухой минерализации». А при «мокрой минерализации» пена подается в предварительно приготовленный раствор цемента и песка. Благодаря полному контролируемому процессу активного смешивания пены с цементно-песчаным раствором, производство пеноблоков производится на более качественном уровне.
Достоинства и недостатки метода пеногенерации
Далее приведем некоторые недостатки и достоинства в пеногенераторном процессе производства пенобетона. Данный метод производства отличается достаточно высокой себестоимостью, когда в производстве используется дорогостоящее оборудование и на единицу готовой продукции уходит больше времени. Параллельно этому повышается также стоимость производимых пеноблоков. То есть более высокая цена продукции вытекает из высокой себестоимости производства.
Плюсами производства пеноблоков с помощью пеногенератора является более качественный массив пеноблока. Применение заранее приготовленной пены помогает производить изделие на выходе с правильной структурой, тем самым избегая появления крупных воздушных пор и стремясь к получению более высокой и равномерной прочности.
Нельзя не отметить высокую экологичность в производстве таких пеноблоков, где используются экологически чистые пенообразователи. Их использование в строительстве домов становиться залогом здоровья их будущих жителей.
Обобщая вышеназванные качества “пеногенераторной” технологии, можно сказать, что этот метод скорее “за” потребителя, а производители, в свою очередь стараются его не выбирать. Баротехнология им намного выгоднее и не требует больших вложений.
Особенности кладки автоклавного газобетона
При возведении построек из материала, произведенного при помощи автоклава для газобетона, необходимо знать несколько общих правил кладки и иметь представление об особенностях работы с газобетонными блоками:
- Для начала кадки всегда выбирают наиболее выступающий угол. Это будет место с минимальной толщиной слоя.
- Укладка первого ряда производится с помощью цементно-песчаного раствора.
- Затем газобетонные блоки распределяют по остальным углам. При выполнении кладки они выступают в качестве ориентиров. Между ними протягивают шнур.
- В тех случаях, когда длина стены превышает 10 метров, между угловыми блоками-ориентирами устанавливают несколько дополнительных.
- Начальный ряд выкладывают полностью. Если во время работы возникают зазоры, блоки с помощью электропилы или ножовки срезают до необходимых размеров.
- После непродолжительного перерыва (2-3 часа) первый ряд его армируют.
- При кладке остальных рядов используется в основном клей. Его наносят мастерком и выравнивают гребенкой. Швы смещают на 20%.
- Поскольку клей быстро схватывается, выравнивать газобетонные блоки рекомендуется как можно быстрее. Корректировать недочеты практически невозможно.
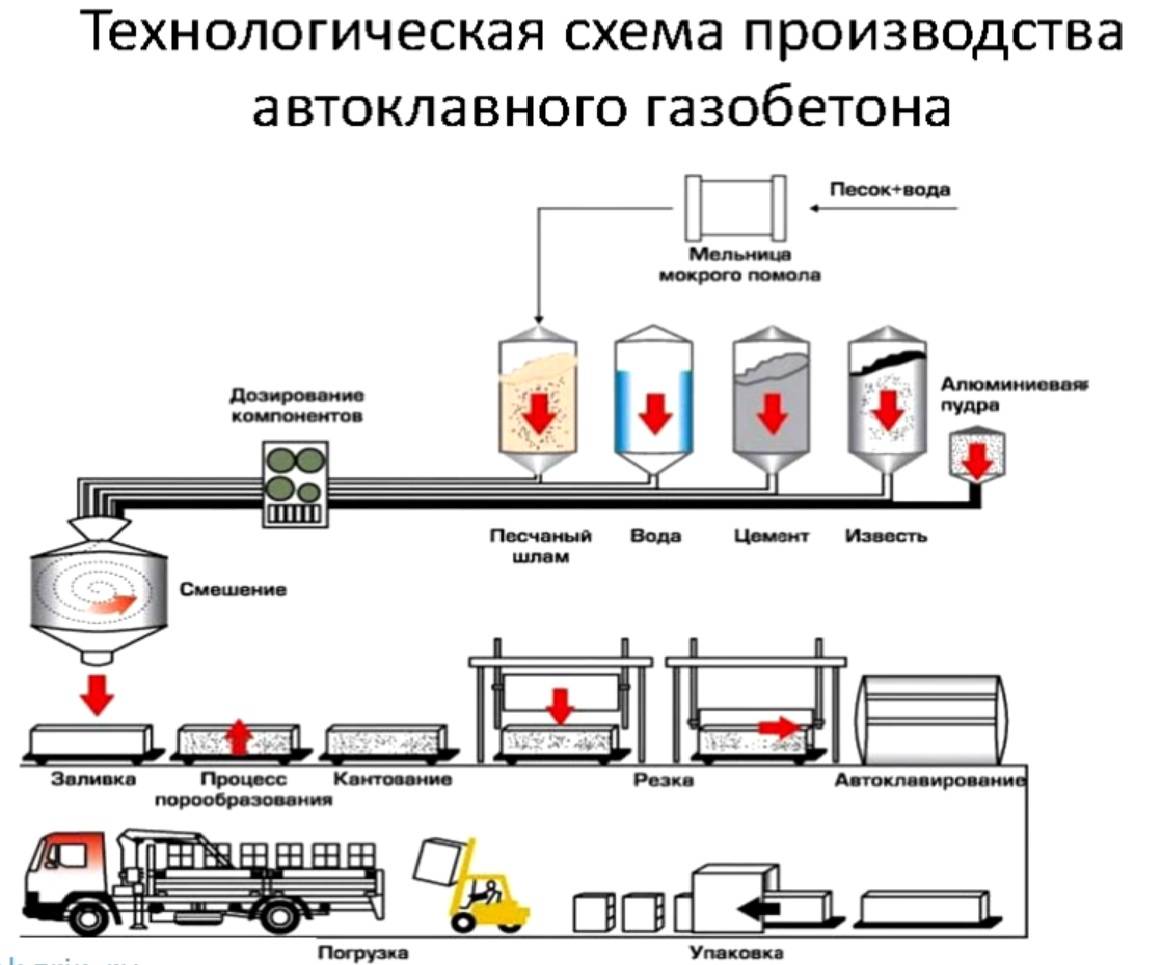
Обзор процесса изготовления
Производство газобетона автоклавного может происходить исключительно в заводских условиях. Рассмотрим поэтапно и начнем с перечня необходимого оборудования и материалов.
Необходимый набор оборудования и материалов
Оборудование для автоклавного газобетона можно приобрести нескольких видов:
Стационарная линия- наиболее бюджетный вариант. Комплектацию можно подобрать самостоятельно, однако при этом стоит учитывать тот факт, что от этого будет зависеть объем выпуска, скорость производства и конечный результат.
Стандартный набор включает в себя: форму для блоков, резательный аппарат, дозатор компонентов, газобетоносмеситель, газообразователь и, разумеется, автоклав.
Конвейерная линия. Наиболее дорогостоящая. Весь процесс происходит в максимально автоматизированном режиме, участие работников – минимально, требуется лишь наличие нескольких операторов, которые будут управлять работой машин.
Отличается оборудование высокими возможностями выпуска объемных партий продукции в сутки, скоростью производства. Изделия также получаются наиболее качественными с практически идеальной геометрией.
Линия по производству автоклавного газобетона конвейерного типа состоит из:
- Смесителя;
- Дозатора компонентов;
- Рельсового пути для автоматического передвижения;
- Ленточного транспортера;
- Смесителя;
- Блок форм;
- Камеры термообработки;
- Установки для резки блочного массива;
- Автоклава.
Теперь стоит разобраться и необходимым материалами.
Автоклавное производство газобетона предполагает наличие следующего сырья:
- Песок кварцевый;
- Вода чистая;
- Цемент марки не ниже М 400;
- Известь негашеная;
- Алюминиевая пудра или паста;
- Добавки для ускорения твердения и повышения качеств и свойств.
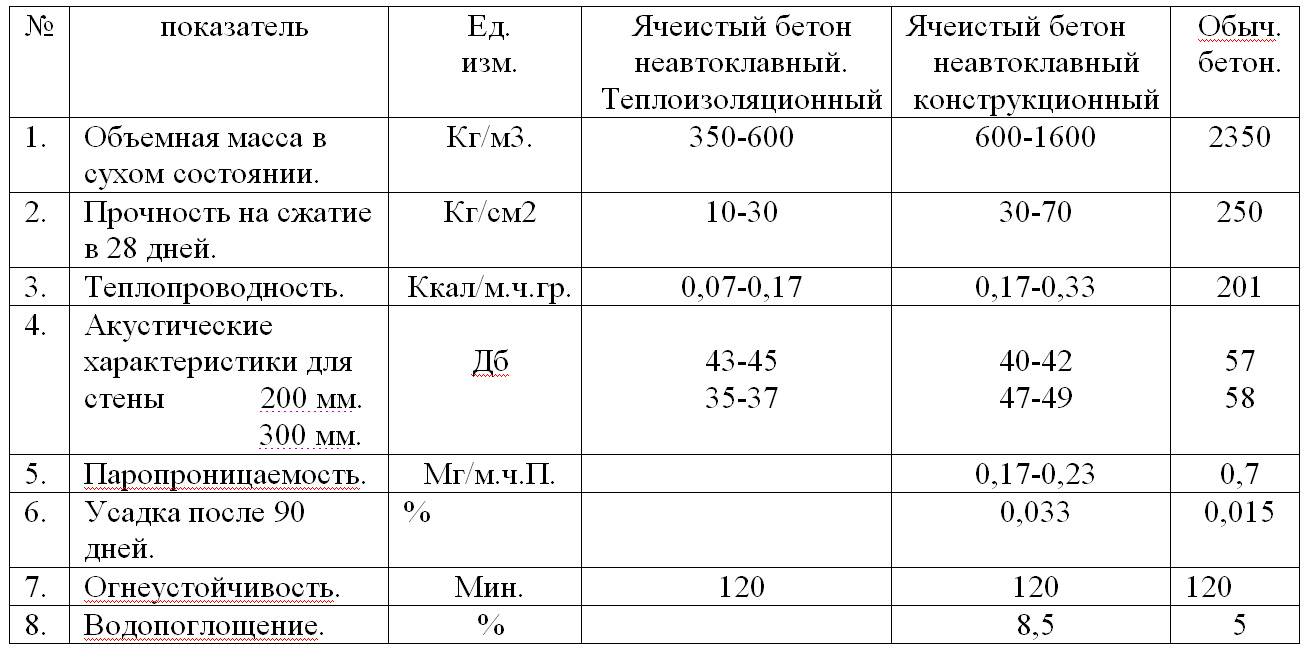
Отличие газобетона от автоклавного газобетона по техническим характеристикам
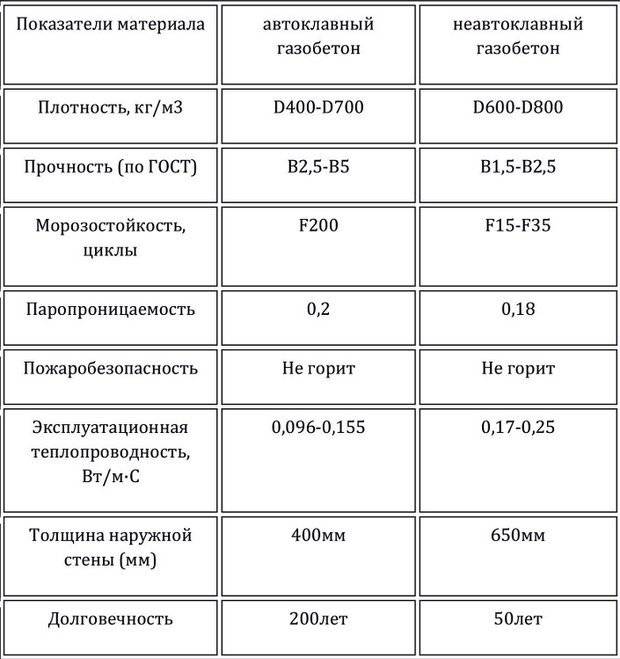
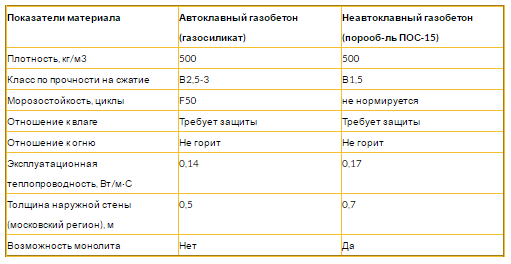
Для постройки зданий используется газобетон автоклавный и неавтоклавный. Что лучше использовать для возведения конкретного строения? Для ответа на этот вопрос следует сопоставить характеристики.
Газобетон автоклавный и неавтоклавный – что лучше по качеству
Технология оказывает определяющее значение на качество продукции:
- автоклавные материалы производятся в промышленных условиях на современном технологическом оборудовании с повышенной степенью автоматизации. Влияние человеческого фактора в производственном процессе сведено к минимуму. Контроль качества осуществляется в специальных лабораториях;
- неавтоклавный газобетон изготавливается по упрощенной технологии, не требующей специального оборудования. Используя бетоносмеситель, опалубку и подсобных рабочих, несложно кустарным образом производить блоки. При таких условиях изготовления сложно говорить о стабильности качества продукции.
Что собой представляют?
Газобетон или как его еще называют автоклавный ячеистый бетон, обладает надежностью, качественностью и долголетием. Прочность этого строительного материала проверена временем. Применение автоклавных ячеистых элементов актуально при строительстве различных зданий и сооружений. Благодаря им возводятся стеновые перегородки, несущие конструкции и другие внутренние части домов.



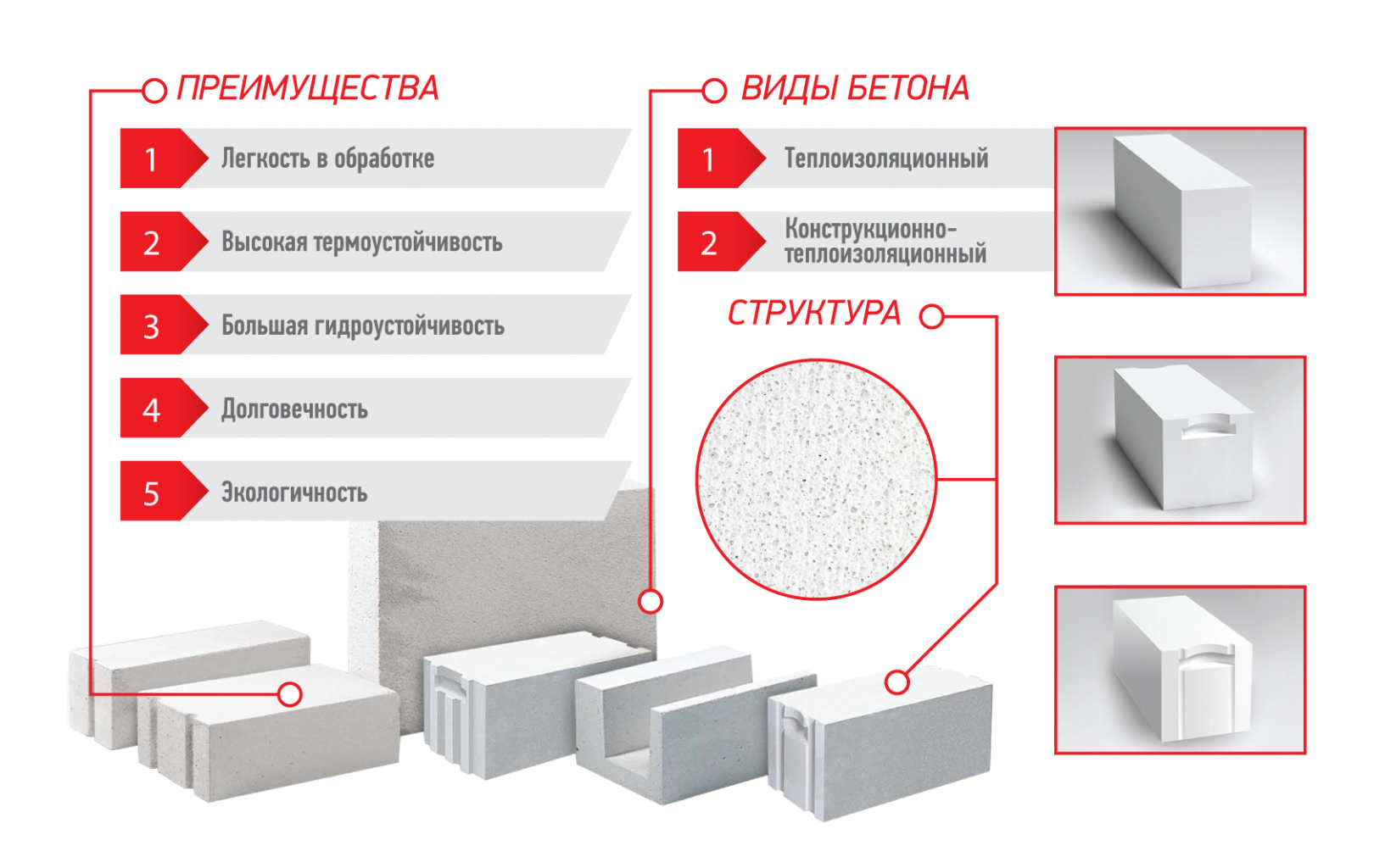

Основным преимуществом ячеистого блока является его способность сохранять тепло, а также выделяют следующие достоинства присущие автоклавному бетону:
- Пожаробезопасность. Благодаря пористой структуре материала, осуществляется барьер для распространения огня.
- Звукоизоляция. Ячеисто-пористая структура, которой обладают автоклавные изделия, улучшают звукоизоляцию материала.
- Теплоизоляция. Воздух в порах, который присущий автоклавным блокам, позволяет сохранять тепло, обеспечивать комфортное проживание в помещениях и сокращать расходы на отопительных приборах.
- Легкость обработки. Ячеистые блоки с легкостью поддаются распилу, сверлению, строганию.
- Экономичность. Благодаря этому материалу осуществляется экономия на постройку, например, стеновые конструкции из газобетона обойдутся в разы дешевле кирпичных стеновых элементов.
- Точность геометрических размеров и ровная поверхность позволяет сэкономить на отделке стен.
- Скорость монтажа при работе с ячеистым бетоном.
К недостаткам материала относят:
- Низкая прочность в ячеистой структуре приводит к растрескиванию стен.
- Влагопоглощение. Это свойство требует установки вентиляционного зазора в блоках.
- Обязательное применение крепежного анкера «бабочка».
Крепежный анкер «бабочка».За счет большого объема пор в материале, снижается его плотность. Производство ячеистого бетона бывает автоклавным и неавтоклавным. Твердение по автоклавной технологии осуществляется под давлением и при высокой температуре в печах-автоклавах. Неавтоклавное производство подразумевает естественное твердение с применением теплового воздействия атмосферного давления.
История создания
Технологию изготовление искусственного камня, обладающего характеристиками, очень похожими на характеристики дерева, в начале XX века запатентовал архитектор из Швеции А. Эрикссон. Этот материал в 1924 году получил всемирное признание, международный патент и название пенобетон. Первой из европейских стран, в которой стали производить ячеистый бетон на промышленном уровне, разумеется, стала Швеция. Это произошло в 1929 году. Материал, начиная с этого времени, и стали использовать в промышленности и строительстве, и его успешно применяют по сей день.

Ячеистый материал обеспечивает хорошую тепло и звукоизоляцию.
Геометрия блоков
В процессе строительства ровность блоков и соответствие их указанным параметрам очень важны. Независимо от того, какого объекта осуществляется строительство (баня, гараж или жилой дом) качество кладки тем выше, чем аккуратнее сделаны блоки. Ведь в случае чего разница в уровне выравнивается клеем или раствором, создаются мостики холода, понижаются теплоизоляционные свойства.

Толстые швы негативно влияют на усадку в процессе, могут появляться трещины. Чтобы избежать этого, разность в уровнях удаляется теркой по газобетону, может использоваться обычная ручная пила. Но временные и трудозатраты в таком случае просто огромные. Гораздо проще и дешевле сразу купить ровный автоклавный газобетон и возвести из него здание.
Толщина газобетонной стены: стандарты и рекомендации
Показатели теплозащиты зданий, которые обеспечивают формирование благоприятной температуры в помещении и способствуют экономичному расходу энергии, можно найти в СНиП 23-02-2003. Документ содержит правила для объектов с постоянным проживанием и отоплением.
Рекомендуемая толщина возводимых стен из газобетона должна вычисляться при проектировании дома. Определиться с этим параметром помогает учет следующих критериев:
- устойчивость стройматериала к морозу, влаге, коррозии, высокой температуре;
- траты на отопление;
- защита от излишнего увлажнения.
Если у вас нет желания обращаться за составлением теплотехнического расчета к специалистам, можно выполнить его самостоятельно, ориентируясь на средние показатели. Этого достаточно, чтобы в доме было уютно и тепло.
По рекомендациям производителей и на основе статистики установлены следующие стандарты подбора размеров (толщины) газоблока для строительства дома:
- При постройке домов сезонного проживания толщина стены с кладкой из газобетонных блоков может начинаться от 200 мм. Но специалисты рекомендуют остановиться на 300 мм.
- При устройстве цоколя и подвала следует выбирать газоблоки толщиной 400 мм, марки D500 или D600, класса В3,5-В5.
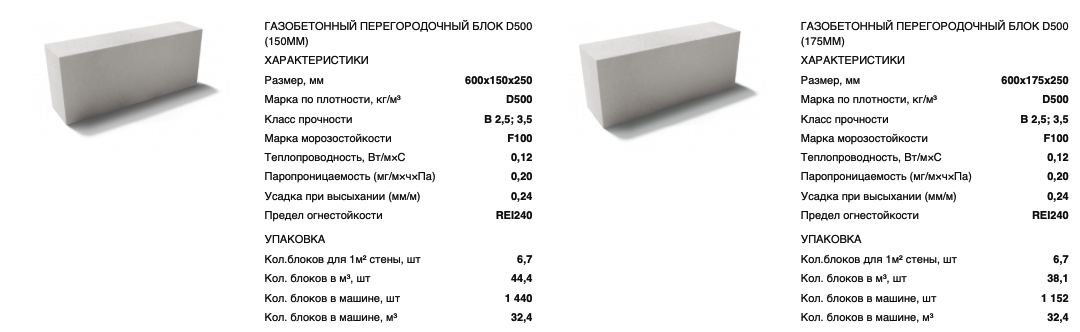
- Для межквартирных перегородок рекомендована толщина газобетона 300 мм, для межкомнатных — 100-150 мм.
- Минимальная толщина, которую может иметь несущая стена на основе прошедшего автоклавирование газобетона, — 375 мм, самонесущей — 300 мм. Для сравнения: наименьшая толщина стен из пеноблоков при равнозначной теплопроводности конструкций должна быть в 1,6 раза больше, т. е. для несущих — 600 мм, для самонесущих — 480 мм.
Расчет оптимальной толщины кладки из газобетонных блоков
конструкций должна быть в 1,6 раза больше, т. е. для несущих — 600 мм, для самонесущих — 480 мм.
В упрощенном виде толщина несущей стены, строящейся из газобетона, рассчитывается по следующей формуле:
Т = Rreg*λ
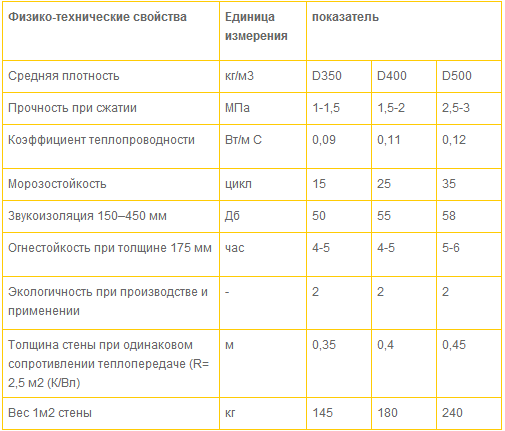
Теплопроводность
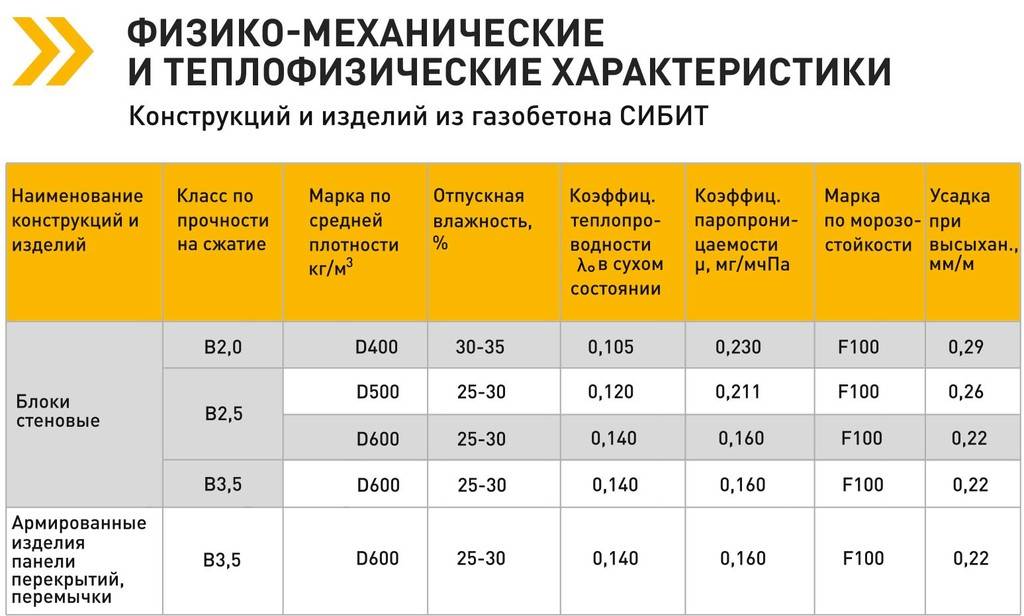
λ — коэффициент теплопроводности. У каждой марки блоков этот коэффициент свой. Необходимый показатель в конкретном случае можно выбрать в таблице ниже: в ней приведены общие значения по ГОСТ 31359-2007. Также его можно найти в протоколах испытаний завода-изготовителя стройматериалов.
| Марка по плотности | Коэф. теплопроводности в сухом состоянии, Вт/м*°С |
| D400 | 0,096 |
| D500 | 0,12 |
| D600 | 0,14 |
| D700 | 0,17 |
Сопротивление передаче тепла
Rreg — сопротивление передаче тепла, которым обладают стены из газоблока. Данный параметр можно вычислить, умножив коэффициент a (0,00035) на Dd (градусо-сутки периода отопления, ГСОП) и прибавив к полученному числу коэффициент b (1,4).
Данные коэффициенты представлены в СНиП 23-02-2003. ГСОП представляют собой разницу между тем, какая температура за окном и в помещении наблюдается в течение отопительного периода, умноженную на длительность сезона отопления. Эти значения можно посмотреть в СНИП 23-01-99 и пособии «Строительная климатология».
Но проще найти нужное значение в таблице (не для всех городов):
| Город | Необходимое сопротивление передаче тепла, м2*°С/Вт |
| Москва | 3,28 |
| Пермь | 3,64 |
| Омск | 3,82 |
| Краснодар | 2,44 |
| Санкт-Петербург | 3,23 |
| Екатеринбург | 3,65 |
| Казань | 3,45 |
| Красноярск | 4,84 |
| Челябинск | 3,64 |
| Новосибирск | 3,93 |
| Волгоград | 2,91 |
| Якутск | 5,28 |
| Сочи | 1,79 |
| Магадан | 4,33 |
| Тверь | 3,31 |
| Уфа | 3,48 |
Если использовать формулу, получится, что толщина блока для дома, расположенного в Москве, должна составлять минимум 44 см при применении газобетона D500. При использовании газоблоков D400 показатель составляет 37,5 см.
Для северных регионов расчетные значения толщины стен равны 74–77 см. При строительстве домов из газобетона в таких условиях рекомендуется сооружать многослойную конструкцию.
Толщина стены из газоблоков и звукоизоляция
За счет ячеистой структуры газоблоки прекрасно гасят звуковую энергию. Стены дома из этого материала хорошо ограждают от уличного шума. Разобраться, какой толщины должна быть стена из газобетона для комфортной тишины, помогут следующие нормы звукоизоляции:
- межквартирные стены и перегородки — от 52 дБ;
- стены между жилыми помещениями и магазинами — от 55 дБ;
- перегородки между комнатами — от 43 дБ;
- перегородки между комнатой и санузлом — от 47 дБ.
При возведении межкомнатных перегородок размером 100–150 мм рекомендуется использовать блоки D600. Покрытые гипсовой штукатуркой такие конструкции имеют индекс изоляции звука 43 дБ — в пределах нормы. Конструкции толщиной 300 мм обеспечивают изоляцию от шума в 52 дБ. Эффективно уменьшить уровень шума помогает внутренняя отделка гипсокартоном.



Отличия от неавтоклавного
Пенобетонные изделия благодаря своей ячеистой структуре обладают множеством достоинств, которые влияют на его популярность и большую востребованность. Блоки легкие, прочные, с хорошими показателями морозоустойчивости. Бывает несколько методик производства – классическая и баротехнологическая. Продукт, который, получается, бывает автоклавным и неавтоклавным пористым пенобетоном, эти виды имеют отличия между собой.
По внешним данным определить разницу очень трудно. Две технологии основаны на разных принципах изготовления. Автоклавная продукция имеет лучшее качество и применяется при возведении промышленных и жилых объектов. Неавтоклавные блоки могут быть созданы кустарным методом. Хоть стройматериал и обладает худшими свойствами, его часто применяют при постройке монолитных конструкций.
Автоклавная методика изготовления отличается от неавтоклавной. Различаются они в способах затвердевания стройматериала. Неавтоклавный тип затвердевания состава, который включает в себя песок, портландцемент и пенообразователь, осуществляется без использования печного устройства. Смесь размешивается в специальной камере, и затем разливают по формам. Парообразователь в строгом порядке не контролируют, потому что это не влияет на количество и размер ячеек. Эта особенность отражается лишь на объемах готового стройматериала. После того как раствор будет залит по формам, его будут держать еще в специальном помещении при показателях температуры 40-50 градусов С.
Пенобетон имеет простую технологию производства, его самостоятельно в строительных условиях также изготавливают. По этой причине изделия не всегда получаются качественные и имеют разные параметры. Что в свою очередь приводит к образованию мостиков холода и неровностей в кладке. Дополнительно можно отметить, что необходимая плотность также не соблюдается, соответственно качество строительных блоков ухудшается.

ООО «ХЗГ»
Этот завод является подразделением крупного объединения ООО «Дальневосточный Энергетический Союз», который обеспечивает строительство крупных объектов различных сфер, будь то энергетика или оборонная промышленность. Линия завода по выпуску пеноблоков позволяет обеспечить качественные изделия различной степени плотности и размеров в зависимости от потребностей заказчика.
Пеноблоки этой компании преимущественно лучше, чем простой кирпич так, как обладает рядом положительных свойств
Это хорошая теплоизоляция, морозоустойчивость, довольно хорошая прочность и абсолютная экологическая безопасность, что немаловажно при возведении жилых домов и любых других строений, где работают люди
- Страна производителя – Россия
- Адрес компании: г. Хабаровск, ул. Портовая, 1
- Сайт производителя — http://www.hzgb.ru
Статья написана для сайта remstroiblog.ru.
Достоинства автоклавного газобетона
- Соответствует нормам по пожарной безопасности за счет своей пористой конструкции.
- Легкий. Упрощается монтаж и снижается нагрузка на основание зданий.
- Не горит.
- Быстрая сборка, потому что выпускается в различных вариантах блоков и просто подгоняется под нужные размеры.
- Отличная звукоизоляция.
- Высокие теплоизоляционные свойства.
- Экологичность производства.
- Долгий срок службы газобетона проверен временем.
Однако имеются недостатки у данного вида стройматериала:
- Хрупкая структура из-за пористости.
- Крепления на стену из пенобетона требуется делать глубже и более тонкими крепежами.
- Низкая влагостойкость. Не рекомендуется использовать в душевых.
Автоклавный ГБ способен поглощать и выделять влагу. Это может быть не только недостатком. Это качество помогает избежать конденсата и плесени на стенах.
Пенобетонные блоки: виды, марки и основные параметры
Существует 4 разновидности пенобетона, производимого неавтоклавным способом.
Коэффициент морозостойкости F в порядке возрастания марки: 15-35, 15-50, 15-75, 15-75.
3. Материалы марок от D1000 до D1200 (конструкционные) имеют плотность от 1000 до 1200 килограммов на кубический метр. По классу прочности параметры следующие:
- D1000 — от В5 до В7,5 (прочность 50 килограммов на квадратный сантиметр),
- D1100 – от В7,5 до В10 (прочность 64 килограмма на квадратный сантиметр),
- D1200 – от В10 до В12,5 (прочность 90 килограммов на квадратный сантиметр).
Коэффициент морозостойкости F одинаков для любой из марок: его значение 15-50.
| Марки пенобетонных блоков | Теплопроводность, (ВТ*м* 0 С) | Коэффициент паропроницаемости, (Кг*м час*Па) |
|---|---|---|
| D300 | 0,08 | 0,26 |
| D400 | 0,1 | 0,23 |
| D500 | 0,12 | 0,2 |
| D600 | 0,14 | 0,17 |
| D700 | 0,18 | 0,15 |
| D800 | 0,21 | 0,14 |
| D900 | 0,24 | 0,12 |
| D1000 | 0,29 | 0,11 |
| D1100 | 0,34 | 0,1 |
| D1200 | 0,38 | 0,1 |
Что касается габаритов, то марки D600 и D800 имеют размеры 20 на 30 на 60 сантиметров. D600 выпускают также и в размере 10 на 30 на 60 сантиметров.
Важные детали
Рассмотрим, чем отличается каждый из материалов. Сферу применения определяют:
Качество. Синтезированный продукт выпускается на крупных предприятиях. Он транспортируется на строительную площадку готовыми блоками. Невозможно кустарным путем изготовить этот газовый бетон. Множество параметров контролируется при его изготовлении. Предприятия, оснащенные автоклавами, имеют высокий коэффициент автоматизации, составляющий 95%. Человеческий фактор практически не влияет на производство. Качество подтверждается сертификатами соответствия. Натуральные составы не требуют серьезных капиталовложений, отличаются небольшой ценой.
- Прочностные факторы. Ячеистые композиты отличаются плотностью, классом прочности. При равной плотности обычные изделия проигрывают по физическим характеристикам и прочности.
- Крепежные свойства. Синтезированный композит позволяет закреплять тяжёлое оборудование: системы вентиляции, кондиционеры, нагреватели. Для этого применяют анкерное крепление распорного типа.
- Стабильная плотность. Газообразование по автоклавной методике происходит во всей среде. Одновременно смесь твердеет, поры однородно распределяются по объему. Формирование блоков из полученных смесей осуществляется путем разрезания затвердевшего массива. Это является гарантией качества блоков. При производстве естественно твердеющих бетонов в раствор вводится пена с газообразователями. В ходе смешивания происходит всплывание легких компонентов, оседание тяжёлых наполнителей. Возникает неравномерность распределения полостей. Плотность разных блоков отличается. Стабильность показателей связана с однородностью, что влияет на прочность.
- Экологичность. Полностью безопасным для окружающих является синтетический газовый состав. Это влияет на микроклимат здания, благоприятный для проживания. Применяемые минеральные компоненты не гниют. Это обеспечивает невозможность образования плесени, грибков. Снижение экологичности пенобетона обусловлено применением отходов производства щебня, местного песка, химических наполнителей. Это отрицательно влияет на микроклимат помещения.
- Соблюдение размеров. Стандартами регламентированы отклонения длины, ширины, толщины блоков, полученных в автоклавах. Значение допусков не превышают 3 миллиметров. Естественно твердеющие бетонные изделия отличаются большим отклонением размеров – до 5 мм. Допуски геометрии блочков ухудшают кладку: требуется больше раствора, возрастает трудоемкость, увеличиваются расходы.
Неавтоклавный бетон после затвердения разрезается на блоки стандартных размеров
Теплоизоляционные характеристики. Способность материала сохранять тепло помещения связана с его плотностью. Область применения влияет на потребность в элементах для несущих стен и внутренних перегородок. Более высокими показателями тепловой защиты обладает продукт из автоклавов, который при меньшей толщине стен обеспечивает необходимую теплоизоляцию.
Инструменты для работы
Для оптимального использования блоков из газобетона необходимо применение следующих инструментов:
- режущая установка;
- зубчатая кельма;
- специальная клеевая смесь;
- строительные растворы (жидкие либо нормальной консистенции);
- пила;
- резиновый молоток;
- дрель-мешалка для замешивания клея;
- сверло;
- фреза;
- скребки;
- электроинструменты.
Положительным моментом является то, что для использования блоков автоклавного твердения не требуется использование специальной техники.

Сопряжение наружной и внутренней стены следует делать перевязкой блоков или металлическими анкерами.
Использование резательной установки позволяет варьировать размеры блоков до пяти сантиметров. Собственно, блокам можно придать любой размер, отталкиваясь от шага в 5 см.






Время на строительные работы можно значительно сократить, используя тонкослойные растворы (клей).
Газосиликатные блоки обладают чрезвычайно ровной поверхностью и не нуждаются в дополнительной штукатурке. При желании можно прибегнуть к использовании штукатурки, но желательно, чтобы ее слой не превышал двенадцать миллиметров при многослойной и три миллиметра в высокоэластичной штукатурке.
Газобетон можно обрабатывать практически под любым углом наклона. Благодаря особой структуре материала монтажные работы по организации отопительной системы, канализации и водоснабжения в доме совершаются значительно быстрее.
Используя скребки, можно создать каналы для будущей электропроводки, не обладая специальными навыками. Установка кабелей либо труб в стены дома производится без каких-либо затруднений.
Газобетонные блоки
Неавтоклавный бетон после затвердения разрезается на блоки стандартных размеров. Обычно используются блоки размером 625х250 мм и толщиной от 5 до 50 см. Преимуществом материала является достаточно точное сохранение размеров независимо от срока изготовления.
Схема дома из газобетонных блоков.
Учитывая влияние плотности на свойства материалов, рекомендуются определенные условия его использования. Так, блоки с плотностью до 400 кг/м³ следует применять в низких домах, строящихся в холодных зонах. При увеличении плотности до 500 кг/м³ можно к дому надстраивать мансарду или второй этаж. А вот блоки с плотностью выше 700 кг/м³ могут использоваться в домах с несколькими этажами, но в теплых местностях или с облицовкой в качестве дополнительной теплоизоляции. Естественно, что повысить прочность стен из газобетона можно увеличением их толщины. Стандартом нормируется рекомендуемая толщина газобетонных стен:
- фасадные стены с несущей способностью — 37-40 см;
- внутренние стены и перегородки — более 25 см;
- декоративные перегородки — более 10 см.




