

Особенности заточки рассматриваемого инструмента
Сложность конструкции сверла определяет то, что при заточке может возникнуть просто огромное количество нюансов. К особенностям проводимой работы можно отнести нижеприведенные моменты:
- Необходимость в заточке многие замечают при возникновении проблем на момент проведения работы по сверлению. Стоит учитывать, что проблемы могут возникать не только по причине затупления режущей кромки, но и поломки или износа всего инструмента.
- Первым признаком того, что следует провести заточку сверла является существенное увеличение продолжительности работы. Другими словами, на получение отверстия уходит намного больше времени.
- Тупое сверло намного быстрее греется. Стоит учитывать, что повышенная температура становится причиной деформации металла. Высокая температура приводит к повышению пластичности металла.
- При отсутствии требуемого опыта следует провести тренировку на изношенных сверлах. Это позволит исключить вероятность повреждения режущего инструмента. При неправильном проведении работы в дальнейшем сверло нельзя будет использовать для проведения работы.
Читать также: Шароточка для токарного станка своими руками

Разновидности сверл по дереву.
Важным моментом назовем то, что сверло по дереву изготавливается из менее прочного материала. Сверла, предназначенные для сверления металла, изготавливают из более износоустойчивого материала.
Определение угла и формы
Основная задача при заточке сверла – восстановление заводской формы. Сверла бывают плоские, спиралевидные, центровые, с одной или несколькими гранями. Одни предназначены для дерева, другие – для пластика, металла, меди и т. д. Соответственно назначению режущей части придается правильная форма.
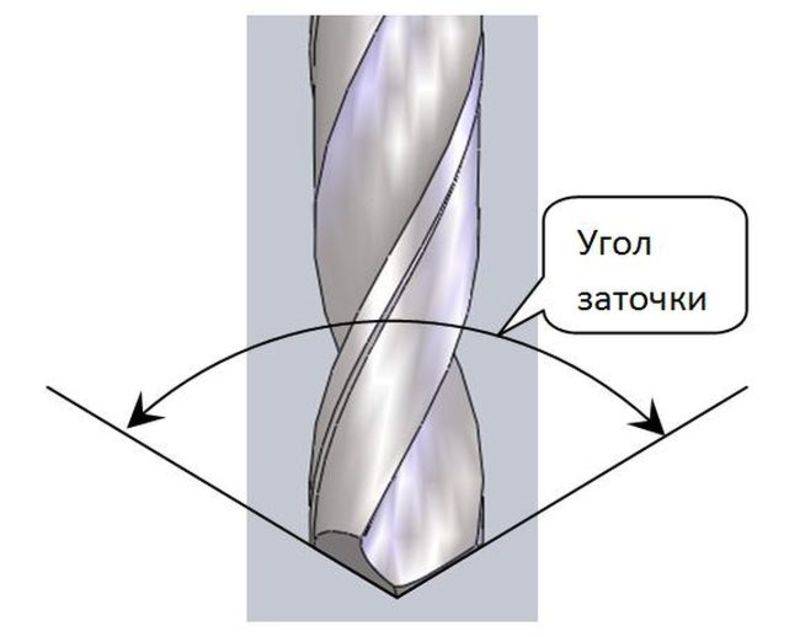
Наиболее ходовым считается спиральное сверло по металлу. Его используют для сверления древесины, металла средней и низкой твердости, пластика. При затачивании такого инструмента выдерживают угол при вершине 118 градусов (при необходимости его можно изменять на 30% в большую или меньшую сторону). Угол передней части составляет 20 градусов, угол задней части – 10 градусов.
Коническая и одноплоскостная заточка
Это два самых распространенных способа образования заднего угла при вершине.
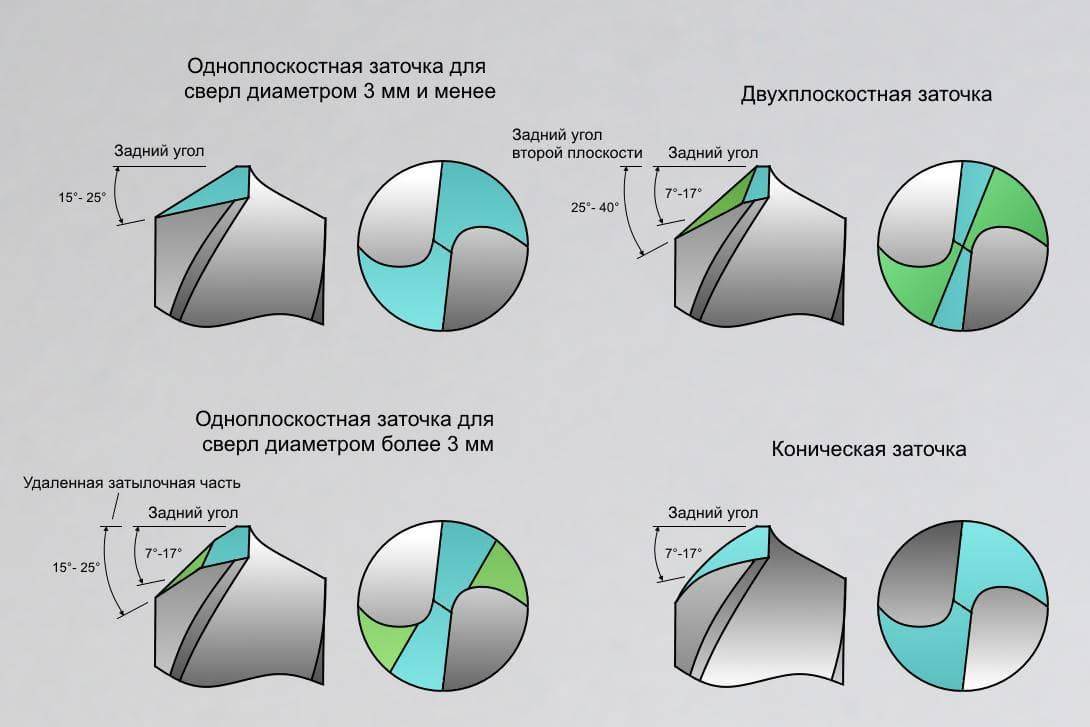
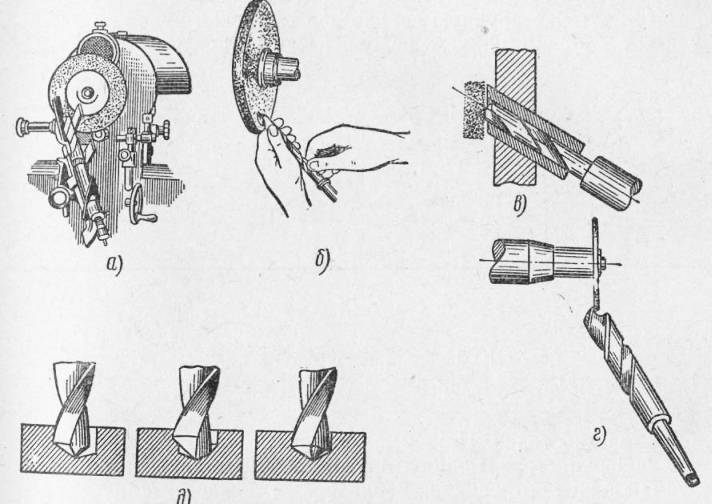
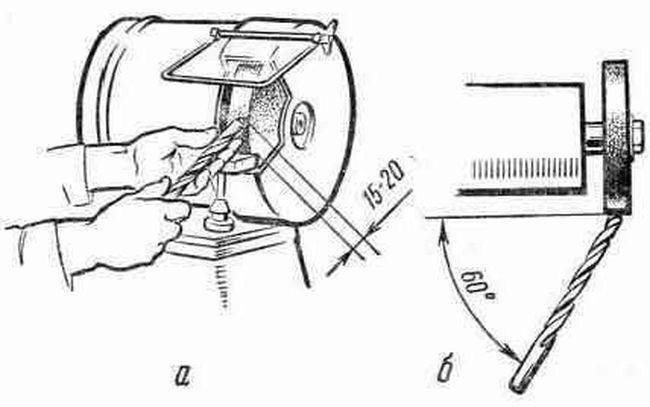
- Конический задний угол образуют у сверл крупного диаметра – от 3 мм и выше. Для этого изделие удерживают двумя руками, прижимают к точильному камню на наждаке и плавно покачивают с одинаковым нажимом. Подобным образом затачивают два зуба.
- Одноплоскостной задний угол подходит для мелких сверл 1–3 мм диаметром. Зубья стачивают в одной плоскости параллельно наждаку. При этом наклон может составлять 28–30 градусов.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
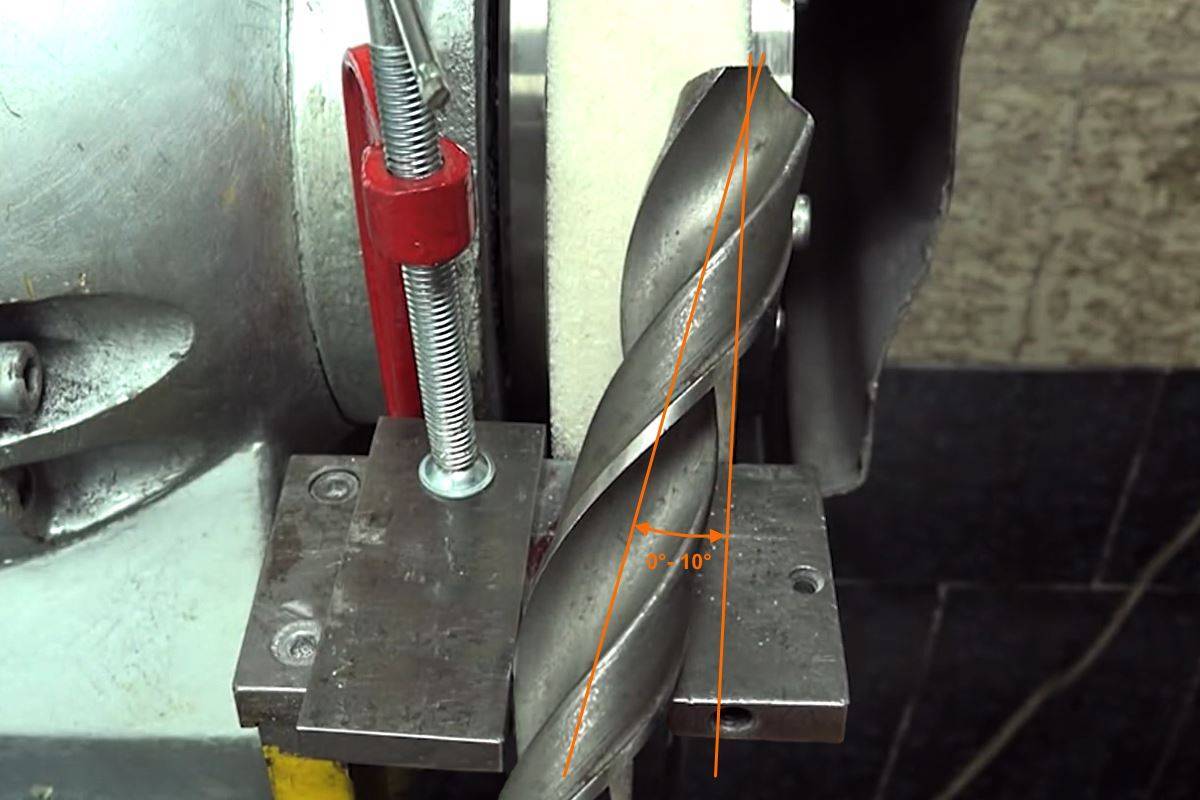
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
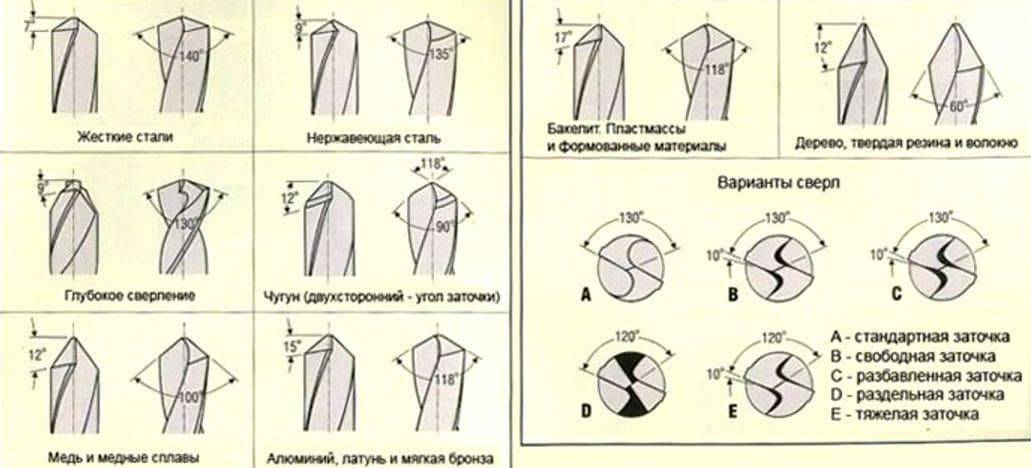
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Что необходимо для процедуры
Чтобы заточить сверло по металлу самому, необходимо в первую очередь определить, для решения каких задач оно будет применяться. В производственных условиях для заточки сверл используются, как правило, специальные приспособления, обеспечивающие максимальную точность и производительность такого процесса. При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным.
В минимальный набор для заточки сверл по металлу должны входить:
- наждачный станок;
- точильные круги различной твердости, выбираемые в зависимости от материала изготовления сверла, которое необходимо заточить;
- емкость для охлаждающей жидкости и сама жидкость, в качестве которой может использоваться обычная вода (или машинное масло);
- приспособления, позволяющие выдержать правильные углы заточки.
При заточке сверл своими руками нужно обращать внимание на следующие параметры:
- угол между плоскостью передней части сверла и основанием его режущей кромки (такой угол, измеряемый в главной режущей плоскости, называется передним);
- задний угол, который измеряется так же, как и передний, но по задней плоскости сверла;
- угол при вершине инструмента, измеряемый между двумя режущими кромками.
Для заточки сверл по металлу по всем правилам надо придерживаться следующих значений вышеуказанных параметров:
- передний угол режущей части – 20°;
- задний угол – 10°;
- угол при вершине – 118°.
Если вам необходимо заточить сверло по металлу в производственных или в домашних условиях, вы должны строго соблюдать технику безопасности. Этот процесс сопровождается образованием большого количества искр, от воздействия которых необходимо защищать органы зрения. Кроме того, поскольку такая процедура выполняется с остро заточенными инструментами из металла, осуществлять ее следует, используя перчатки для защиты рук.
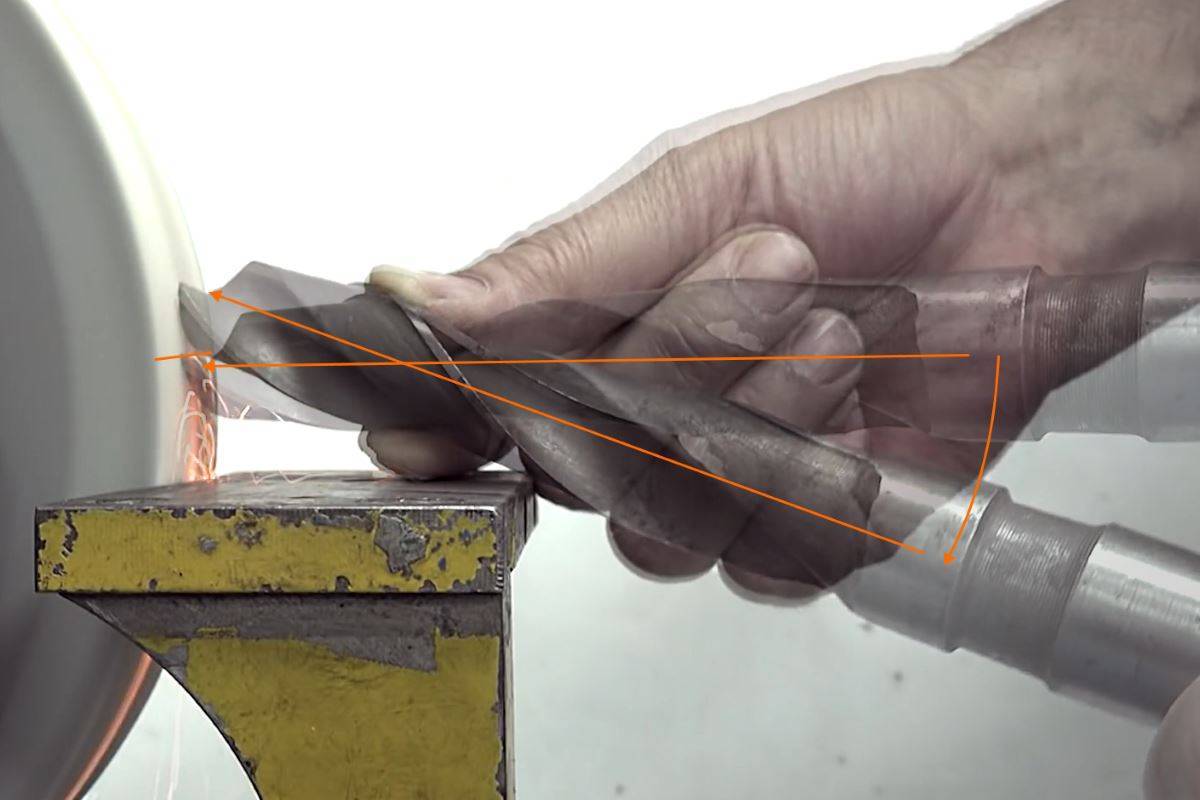
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлу. Используя такое устройство, технологическую операцию следует начинать с обработки задней поверхности инструмента. Сверло, которое надо заточить, удерживают по отношению к точильному кругу таким образом, чтобы его режущая часть располагалась параллельно к поверхности круга. Заточка, выполняемая по данной методике, оптимально подходит для сверл по металлу, диаметр которых не превышает 10 мм.
Чтобы качественно точить сверла, диаметр которых больше 16 мм (в том числе и оснащенные твердосплавными пластинами), лучше всего использовать наждачный станок со специальным приспособлением. Применение последнего позволяет не только контролировать угол заточки сверл значительного диаметра, но и выполнять такой процесс с максимальной безопасностью.
Точильные станки, оснащенные дополнительными приспособлениями, рекомендуется использовать в тех случаях, когда необходимо заточить сверла следующих категорий:
- используемые для сверления глухих отверстий, для которого характерно снижение осевого усилия резания;
- универсальные, характеризующиеся повышенной прочностью;
- применяемые для сверления глубоких отверстий и отличающиеся незначительной величиной подточки.
Основная задача, которую решают приспособления, позволяющие качественно заточить сверло по металлу на точильном станке, – это правильное ориентирование режущей части инструмента по отношению к поверхности . Именно поэтому в конструкции такого приспособления имеется специальная опорная плита. На нее устанавливаются сам станок, двигатель, приводящий во вращение точильный круг, а также поворотная колонка, на которой фиксируется обрабатываемый инструмент. Использование такой колонки позволяет затачивать сверла практически в любом пространственном положении, располагая их режущую часть по отношению к поверхности точильного круга под требуемыми углами.
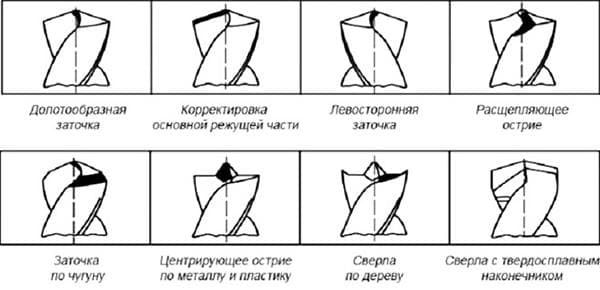
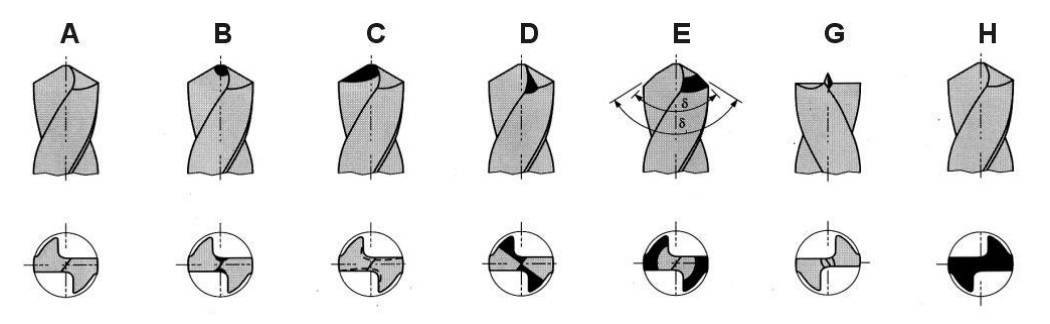
Специфика заточки сверл с различной формой режущей части
Первым признаком, свидетельствующим о том, что сверло нуждается в заточке, является характерный скрип в начале его работы. Пренебречь данным показателем нельзя, потому как это может иметь дальнейшие негативные последствия:
- кромка сверла начнет крошиться;
- двигатель будет испытывать перегрузку;
- появятся заусенцы на обрабатываемой поверхности.

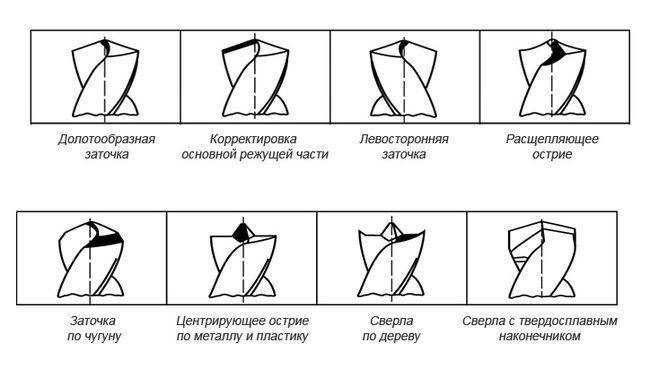
В первую очередь, способ заточки будет зависеть от формы режущей части сверла
Вопрос о том, как правильно заточить сверло, будет рассмотрен на примере спирального варианта. Способ заточки зависит от формы, которую необходимо придать режущей части. Вид заточки может быть следующим:


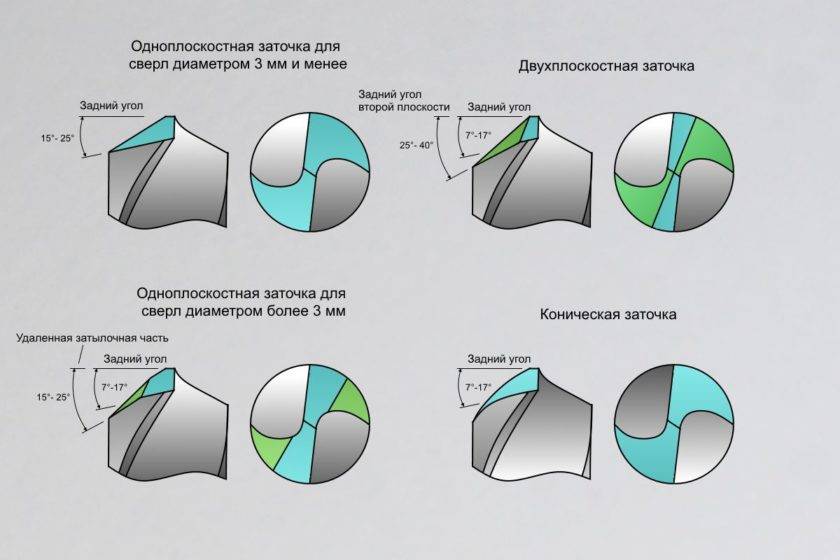



- одноплоскостным;
- двухплоскостным;
- цилиндрическим;
- коническим.
В ходе одноплоскостной заточки сверло просто приставляется параллельно к абразивному кругу, не перемещается. Таким простым способом можно затачивать сверла размером до 3 мм. Двухплоскостная заточка выполняется подобным образом.
Несколько сложнее производится коническая заточка. Сверло следует взять двумя руками: левой – ближе к конусной рабочей части, правой – за хвостовик. Прижимать инструмент нужно к торцевой части шлифовального круга режущей кромкой и задней плоскостью. Правой рукой следует покачивать сверло. Подобным способом выполняется и цилиндрическая заточка.

Заточка сверла конической формы производится с торцевой стороны шлифовального круга
Как заточить сверло правильно: возможные ошибки и их предупреждение
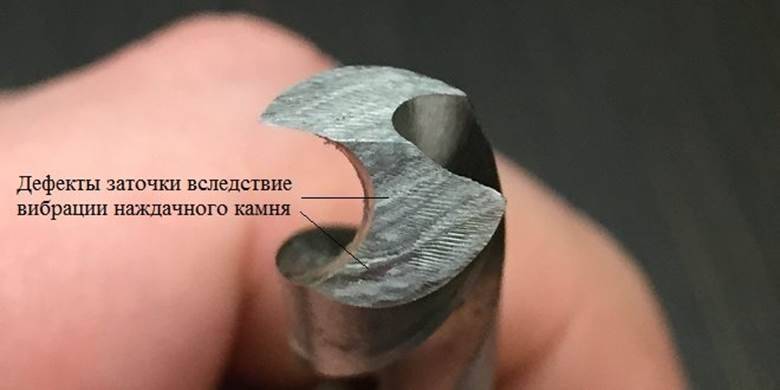
Несмотря на большое количество информации о том, как точить сверла по металлу, даже имея достаточные теоретические, а иногда и практические знания, многие допускают ряд ошибок. Предсказать последствия нетрудно: при обточке крошится режущая кромка, инструмент перегревается, рез имеет погрешности размеров, возможны шероховатости и неровности на обработанных поверхностях.
К типичным ошибкам при заточке сверл относятся следующие отклонения от нормы:
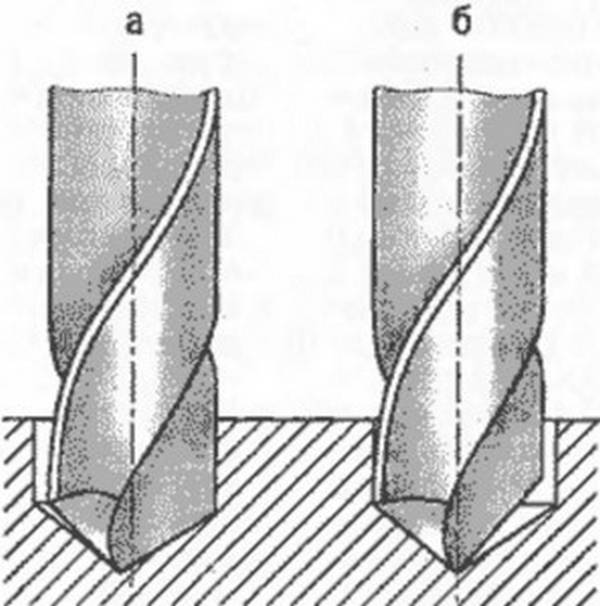
- Разная длина режущих кромок. Центр сверления является смещенным относительно оси инструмента. Заточенное таким образом сверло будет испытывать биение, попасть точно в центр станет крайне затруднительным. Чаще всего такие сверла в процессе работы ломаются.
- Асимметричность углов при точно выставленном центре. После такой обработки у инструмента останется рабочей только одна режущая кромка. Сверло будет нагреваться, а выполненное им отверстие приобретет диаметр больше, чем у инструмента.

Ошибки при заточке сверл допускают не только новички, но иногда даже профессионалы
Перечисленные выше ошибки более всего являются следствием неправильно разработанного точильного устройства. И здесь снова стоит вернуться к чертежам. Приспособление для заточки сверл своими руками должно иметь функциональный держатель угла заточки. Его применение обеспечит правильное выполнение обработки режущих поверхностей.
Показатели величины углов заточки сверл по металлу
Независимо от того, на каком устройстве выполняется заточка, процесс должен быть контролируемым. В данном плане наиболее совершенные станки с электронным управлением. Возможность регулировки на электромеханических устройствах также позволяет качественно выполнить обработку.
Очень важным показателем является величина угла заточки. Она неодинакова у разных материалов, так как последние отличаются уровнем плотности и спецификой структуры.
Таблица, содержащая информацию о правильных углах заточки сверл:
| Обрабатываемый материал | Угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120° |
| Бронза мягкая, латунные сплавы | 125-135° |
| Медь красная | 125° |
| Алюминий и мягкие сплавы на его основе | 135° |
| Гранит, керамика | 135° |
| Древесина любых пород | 135° |
| Магний и сплавы на его основе | 85° |
| Силумин | 90-100° |
| Пластик, текстолит | 90-100° |
Контролировать правильность заточки сверл удобно при помощи шаблонов.
Проверка заточки сверла
После того, как визуальный осмотр будет показывать, что режущие кромки гладкие и острые, проверьте, соблюден ли правильный угол заточки сверла по металлу и соответствует ли нормативам длина рабочих кромок. Для оценки понадобится специальный шаблон, угломер или транспортир, а также штангенциркуль.

Проверка штангенциркулем соответствия длин режущих кромок
Какие параметры нужно проверять?
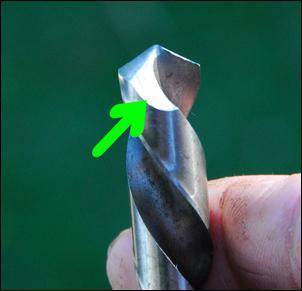
Не завален ли угол режущей кромки вперед. Наличие такой ошибки делает режущую кромку не самой высокой точкой зуба и формирует на задней поверхности горку. Из-за этого сверло трется о заднюю поверхность материала и не сверлит. Ошибку исправляют, затачивая сверло заново.
Соответствуют ли длины режущих кромок от центральной точки на перемычке до боковых вершин режущих кромок. Это расстояние должно совпадать с обеих сторон, в противном случае диаметр итогового отверстия будет больше номинала.
Проверить, что угол при вершине равен 120°. Определить угол заточки сверла по металлу можно при помощи покупного или самодельного шаблона
Важно проследить, чтобы углы при вершине совпадали у обоих зубов, иначе работать будет только одна сторона.

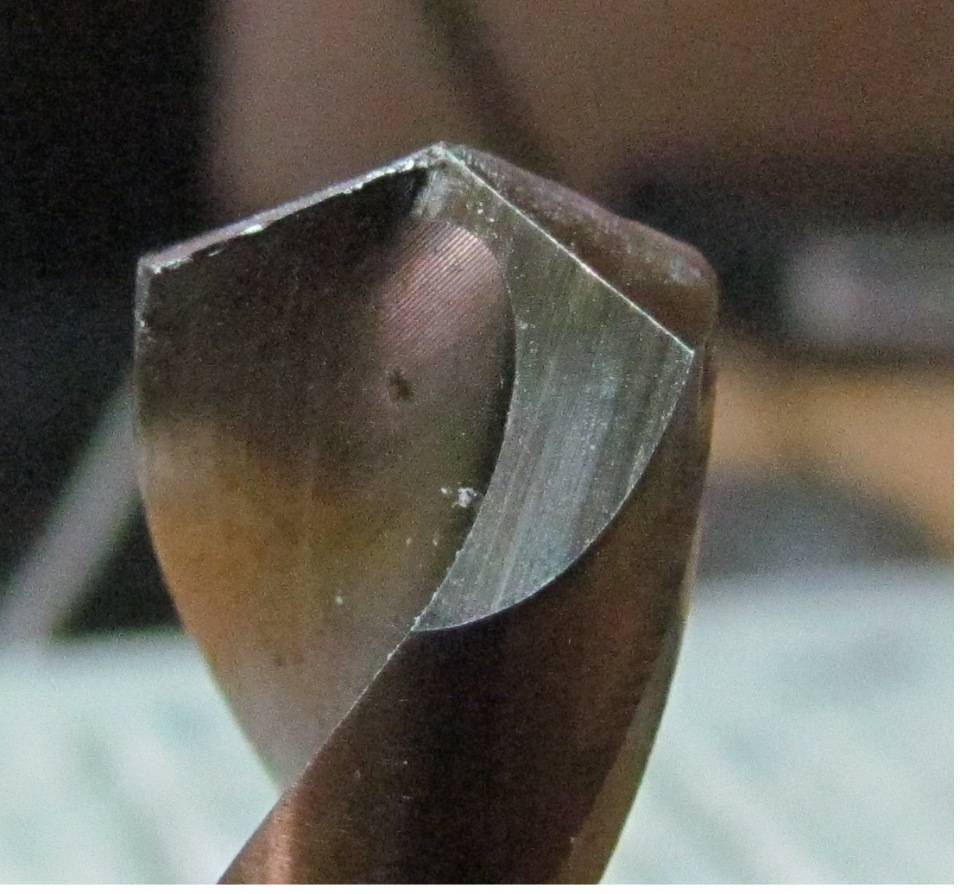
Правильная и неправильная заточка сверла
После проверки основных параметров просверлите любую заготовку из металла. Если заточка выполнена правильно, сверло будет плавно входить в металл, стружка равномерно выходить с двух сторон из канавок. А готовое отверстие будет превышать номинальный диаметр не более чем на 0,05–0,1 см.
После сверления заготовки подточите перемычку, чтобы уменьшить прилагаемое при работе усилие и уменьшить изнашиваемость инструмента.
Как изготовить шаблон для проверки заточки сверла?
Шаблон для проверки заточки сверла по металлу можно изготовить самостоятельно из листовой стали или жести. За ориентир можно взять шаблон из магазина. Самый простой шаблон можно изготовить из двух или трех гаек. Гайки идеально подходят для этих целей, так как являются правильными шестиугольниками, внутренние углы которых составляют 120°. Если же гайки соединить, угол между их гранями тоже будет равен 120°. Гайки можно приварить или приклеить друг к другу на термоклей.
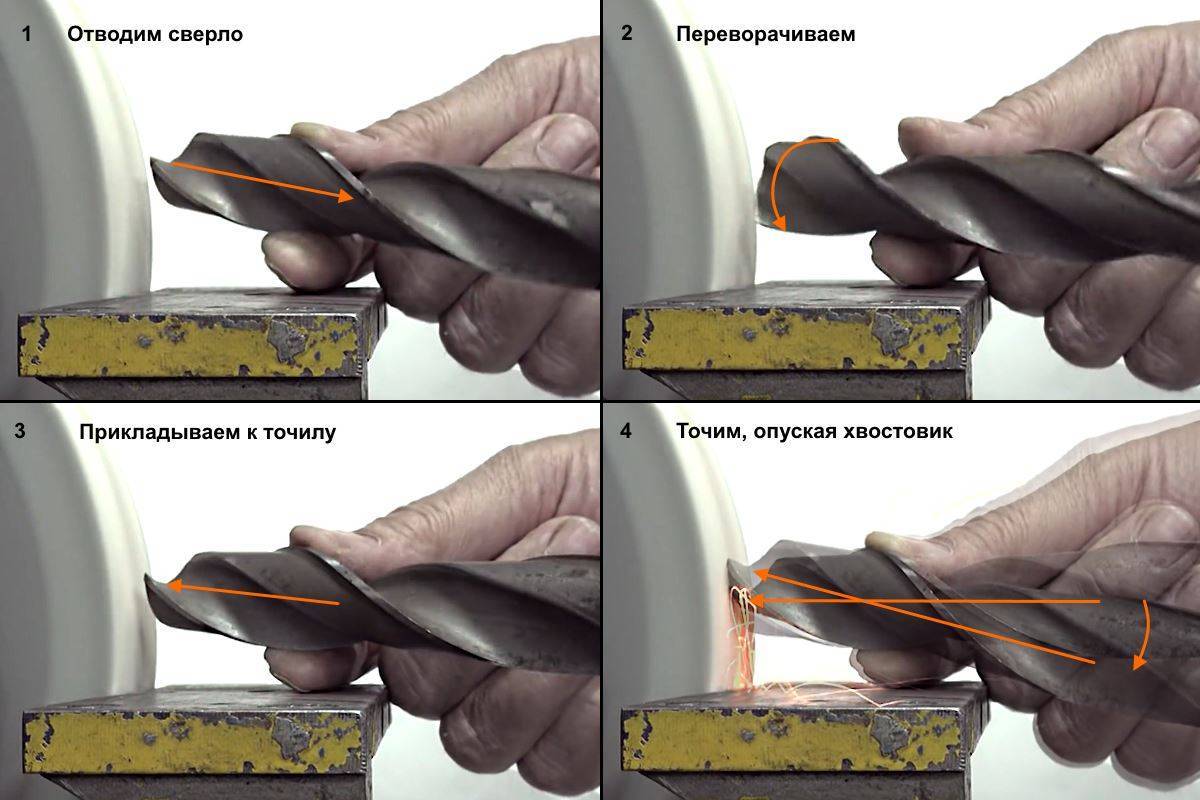
Технологическая последовательность заточки
подготовить защитную амуницию
Помимо этого нужно знать, каким способом точить разные свёрла. Это можно определить по форме, придаваемой режущим граням устройства. На сегодня специалистами рассматривается одноплоскостная, двухплоскостная, коническая, цилиндрическая и винтовая методика заточки инструмента.
Для определения качества заточки сверла необходимо скрупулёзно обсмотреть его после окончания работ. Основными факторами, которые свидетельствуют о том, что инструмент стал острым, являются следующие:
- режущий край сверла по завершении заточки должен оставаться симметричным по отношению к своей оси;
- смежные режущие кромки должны оставаться одинаковыми по длине относительно центральной оси;
- также одинаковыми должны оставаться и параметры наклона угла заострённых краёв.
Заточка сверла должна начинаться с задней поверхности инструмента и продолжаться в соответствии с определённой последовательностью.
Задний край режущей кромки максимально плотно притискивается к точильной поверхности
Очень важно всё время поддерживать первоначально установленный угол.
Не имея никаких навыков, процедура может не получиться с первого раза. Поэтому нужно быть готовым сделать несколько попыток.
После каждой попытки важно внимательно осмотреть форму сверла.
Работа должна продолжаться до момента, когда задней поверхности инструмента будет придана правильная конусообразная форма.
Только после того, как будет получена необходимая форма, можно переходить к заточке режущей поверхности. При проведении работ необходимо контролировать, чтобы заточка каждого пера была одинаковой
Большую важность имеет соблюдение правильного угла заточки
В случае с одноплоскостным методом заточки задняя поверхность обрабатывается в одной плоскости при точном соблюдении угла в пределах 28–30 градусов. Такой метод считается одним из самых простых и используется для инструмента с сечением менее 3 мм. Однако для полного осознания процесса целесообразно ознакомиться с видео о том, как правильно выполнить заточку сверла.
При выполнении работы таким методом сверло прижимается под установленным углом к поверхности точильного круга. В процессе заточки инструмент перемещают не переворачивая. Зачастую это может привести к тому, что режущая кромка может раскрошиться, особенно если для изготовления сверла использовался низкокачественный металл.
Чтобы заточить режущий край инструмента с большим сечением используют коническую заточку. Такой вариант сложнее рассмотренных ранее и поэтому нужно ознакомиться с видео, после чего придерживаться определённых этапов работ.
- В левую руку берут рабочую часть инструмента, а в правую хвостовой конец. Рабочая часть должна удерживаться в максимальной близости к заборному конусу.
- Не изменяя положения, сверло прижимают режущей частью и задней поверхностью к торцевой части точильного круга.
- Правой рукой, в которой удерживается хвостовой край инструмента, выполняют покачивающие движения таким образом, чтобы образовывалась конусная форма со стороны задней грани.
- После того как будет заточено одно перо, переходят ко второму, в точности повторяя весь процесс.
- Важным нюансом такой процедуры является то, что сверло нельзя отрывать от поверхности точильного круга.
Существует ещё один метод конической заточки. Для этого сверло также берут в левую руку со стороны режущей кромки, а правой за обратный конец. Но к точильному кругу прижимают только рабочую часть инструмента. Плавными движениями без отрыва от точила сверло проворачивают вокруг оси, тем самым равномерно затачивая заднюю поверхность инструмента.







Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла. Кроме того, на углы заточки влияет структура материала
Но обо всем по порядку
Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку.
 Различные способы заточки
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
 Различные способы заточки под определенный материал
Различные способы заточки под определенный материал
А для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания. Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм. Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке. Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть. Центровые сверла используются для центровки деталей при точении.Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки. Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет. Надо только бережно относиться к их хранению и использованию
Для нас же важно научиться затачивать сверла при работе по металлу, бетону
Отличие победитового сверла от обычного
Традиционные сверла по металлу или дереву чаще всего делаются из инструментальной стали или так называемого быстрореза — легированной стали, хорошо переносящей температуры и высокие скорости резания. С материалами вроде кирпича, плитки, камня и бетона такой вариант не годится, поскольку:
- рабочая среда абразивная,
- инструмент быстро и интенсивно греется,
- из-за неоднородности обрабатываемого материала рабочие кромки испытывают сильные ударные нагрузки.
Поэтому сверла и буры имеют сложную конструкцию. Основная часть инструмента, отвечающая за отвод и выброс продуктов сверления и крепления инструмента в перфораторе или дрели, может изготавливаться из недорогой, мало легированной стали. А в качестве режущего элемента применяется победитовая пластина — особый сплав карбида вольфрама с небольшим добавлением кобальта и углерода. Пластина крепится на стальном хвостовике медной пайкой.
Такой наконечник хорошо сопротивляется истиранию, переносит высокие температуры. Но довольно хрупок и требует внимания при заточке. Ресурс сверла или бура чаще всего определяется степенью износа именно этой пластины.
Производительность при сверлении во многом зависит от правильной заточки инструмента.
Теперь об отличиях сверла и бура. Сверло по камню или бетону с победитовой напайкой мало отличается от сверла по дереву или камню и по внешнему виду, и по заходу, и по заточке. Обычное допускает удар во время сверления, но больше все же приспособлено именно под сверление. Поэтому у него затачивается только одна задняя кромка. Бур же создавался для работы с перфоратором, где удар превалирует над вращением. То есть, бур работает и как зубило, и как сверло. Поэтому заточка у него идет с обеих кромок — и с задней, и передней.
Конструкция хвостовика зависит от способа крепления в инструменте. Конструкция спирали, отводящей крошку из зоны резания, так же может различаться. Во многом различия обусловлены технологией производства инструмента и характеристиками материала, с которым предстоит работать. Хотя конфигурация спиральной части важна только при сверлении глубоких отверстий. У небольших буров встречается тело и вовсе без спирали или со спиралью, выполненной максимально схематично, даже примитивно. Хотя существуют модификации и четырехзаходные, у которых проблема отвода пыли решена радикально.
В основном, рабочие характеристики сверла или бура зависят именно от состояния победитовой напайки, поэтому при заточке под различные по характеристикам материалы следует обращать внимание именно на эту часть инструмента. Хотя общий принцип неизменен
Чем тверже материал, который следует просверлить, тем меньший угол придается режущей кромке.
Сверла очень специализированный инструмент — для каждого материала свой.
Заточка мелких свёрл
К сожалению, инструмент диаметром меньше 4 мм заточить с использованием насадки или на станке невозможно. Поэтому такие сверла точат вручную, используя напильник или надфиль. Что касается последнего, то лучше выбирать с алмазным напылением. Даже если был использован напильник, доработать кромки необходимо надфилем.
Все сложность проводимой операции заключается в том, что режущий инструмент имеет небольших размеров плоскости и кромку. Поэтому рекомендуется для этого приобрести очки с четырёхкратным увеличением, а также воспользоваться лампой с хорошим световым потоком.
Принцип заточки точно такой же. Но есть и некоторые рекомендации:
- стачивать слой более 1 мм не рекомендуется;
- угол заточки сверла по металлу стандартный, но выдерживается на глаз;
- как показывает практика, первое сверло вы обязательно испортите, не стоит отчаиваться, навык приходит с опытом.
В видео показано, как точить сверла по металлу вручную:
Заточка изделий другой конструкции
Кроме спиральных свёрл для обработки металла применяются инструменты других конструкций. В домашних условиях можно осуществить отладку следующих инструментов.
Конусные буравчики
Заточить ступенчатое сверло можно с применением обычного напильника. Режущая кромка изделия затачивается под прямым углом.
Если конусное сверло затупилось на ограниченном участке, то выполнять заточку следует не выходя за пределы повреждённой площади.
Видео:
Корончатые
При отладке корончатых инструментов применяется специальное приспособление и необходимо знать под каким углом должен сниматься металл с режущей поверхности. Учитывая все сложности и временные затраты на выполнение процедуры, лучше для заточки обратится к опытным мастерам.





Видео:
Заключение
Научиться самостоятельно точить свёрла по металлу несложно.
- При небольших объёмах достаточно приобрести качественный напильник и осуществлять процесс вручную.
- При больших объемах для сокращения временных затрат лучше приобрести специальное оборудование, которое ускорит работу и снизит вероятность неправильной правки инструмента.
Как продлить срок службы резца
Чтобы его как можно дольше не приходилось править, стоит:
- избегать перегрева, который приводит к быстрому размягчению металла, а значит и к затуплению кромки;
- смазывать машинным маслом – это поможет снизить столь опасную силу трения и предотвратить резкое повышение температуры в зоне контакта;
- контролировать скорость вращения – ограничивайте ее, ориентируясь на твердость материала и нужный диаметр отверстия, но не гонитесь за быстротой, помните, что условия эксплуатации должны быть щадящими;
- своевременно убирать стружку, чтобы она не забивала углубление, иначе инструмент может застрять и даже сломаться;
- обрабатывать еще и перемычку с ленточкой – так вы улучшите стойкость и качество врезания, что позволить ослабить подачу, сохраняя должную производительность;
- делать несколько проходов, давая паузы между каждым из них – чтобы приспособление успевало остыть.
Мы рассказали, как правильно заточить сверло по металлу, видео этого процесса тоже предоставили, теперь вы можете смело приступать к обработке поврежденных стержней. А если вам нужно приобрести для этого станок, его найдете в каталоге завода-производителя «Сармат», обращайтесь и заказывайте качественное и современное оборудование.
Каким способом заточить сверло
Коническая заточка

Приспособление для заточки, даже сравнительно простое самодельное, позволяет ровно затачивать режущие кромки сверла
Чтобы заточить сверло по данному методу, необходимо выполнять настройку параметров, указанных в таблице.

Схема конической заточки сверла
Для конической заточки сверла по бетону можно использовать два метода:
Заточенный по данным методикам инструмент для работы по бетону обладает параметрами, указанными в таблице.
Таблица из текста
Углы заточки сверла

Геометрические параметры режущей части сверл с победитовыми пластинами
Винтовая заточка
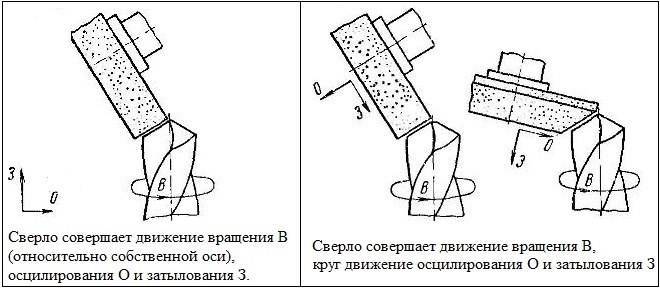
Винтовая заточка сверла
При выполнении винтовой заточки особенно тщательно надо обрабатывать два участка рабочей части сверла:
- 0-1, расположенный на диаметре сердцевины инструмента и обрабатываемый кромочной частью точильного круга;
- 1-2, обрабатываемый образующей круга.




