

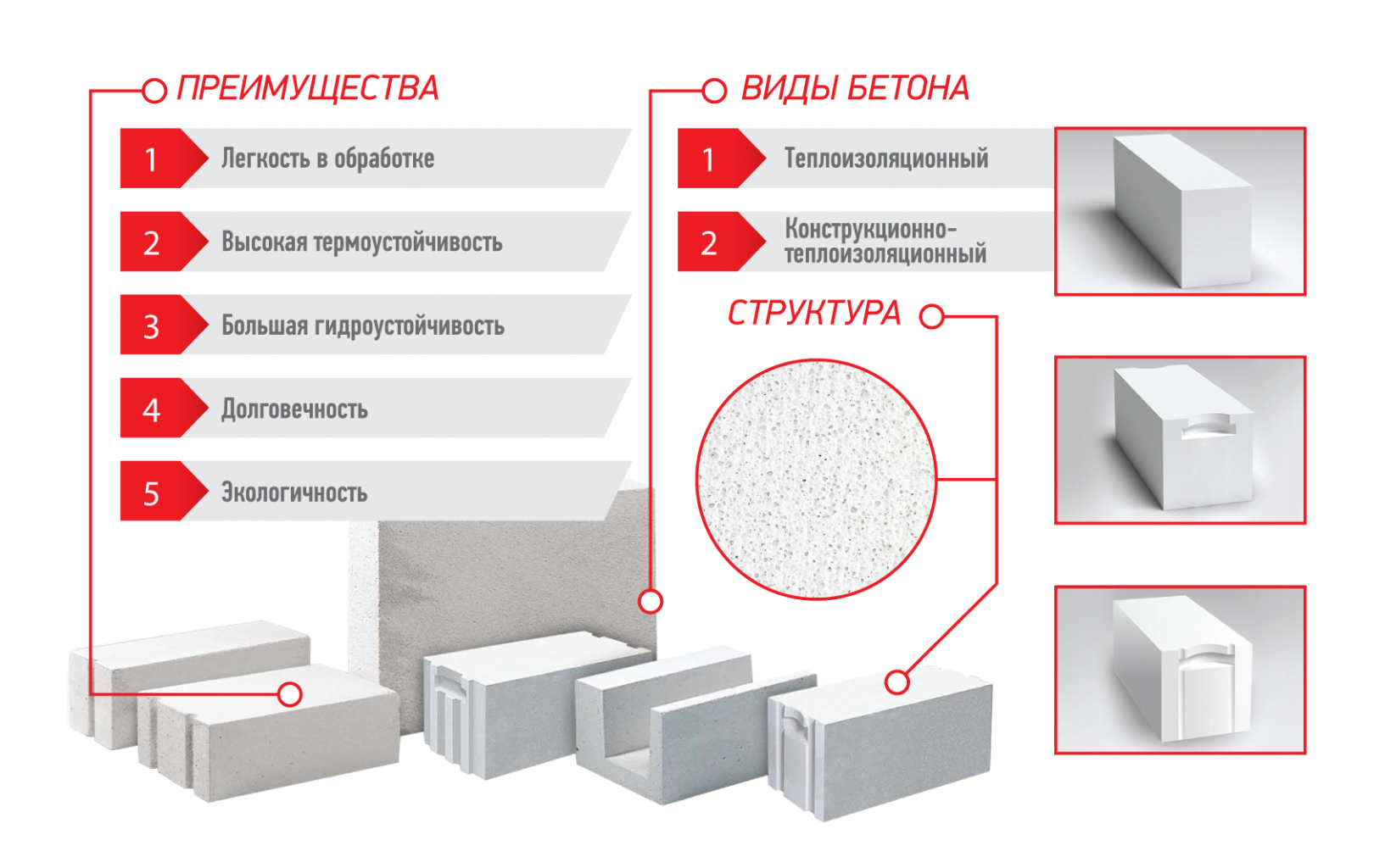
Преимущества блоков
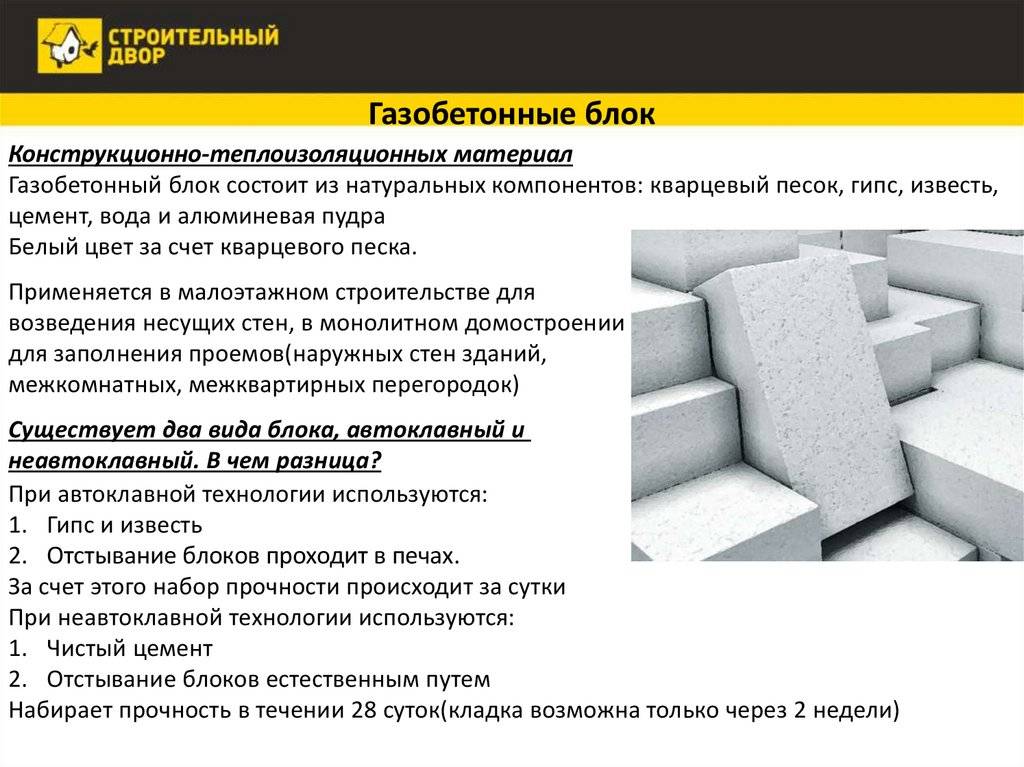
В данный момент газобетонные блоки лидируют на рынке строительных материалов, являясь самым экономичным, удобным и перспективным вариантом для строительства. Своими прочными характеристиками этот материал обязан ячеистой структуре и обработке при помощи автоклава при высоком давлении. Газобетон относят к конструкционно-теплоизоляционным ячеистым материалам.
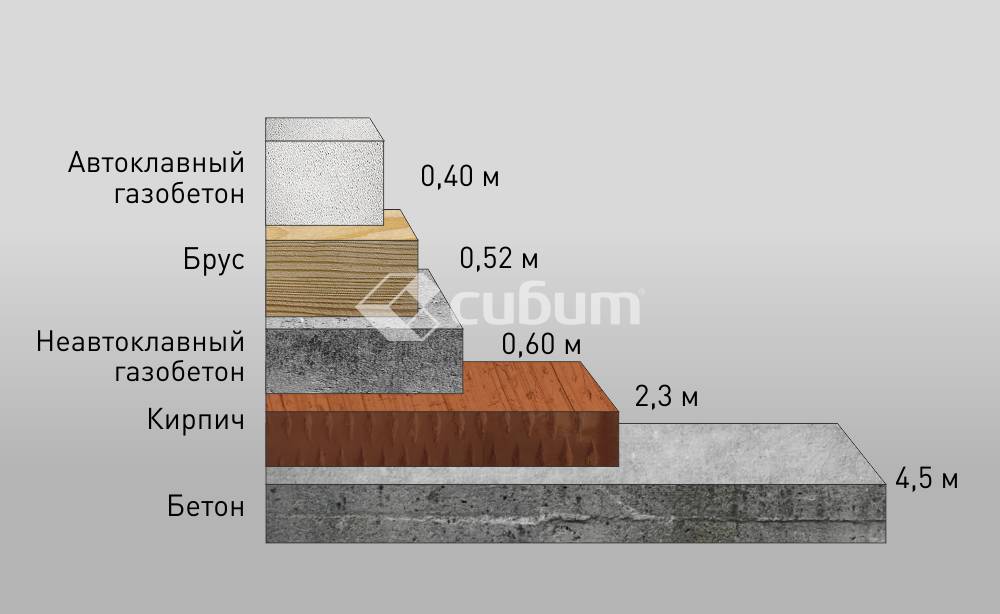
Так, обладая сравнительно невысокой плотностью, до 500 кг/куб.м, этот материал обладает чрезвычайно высокой степенью прочности, от двух до четырех мПа. Такой прочности вполне достаточно для сооружения из газобетона несущих стен высотой до пяти этажей. Учитывая эксплуатационную влажность, которой обладает газоблок, и расчетную теплопроводность всего в 0,1 Вт/м, он в пять раз теплее, чем шлакоблок, в шесть раз теплее, чем керамический кирпич, и практически в два раза теплее, чем ракушняк. Получается, что газобетонные блоки являются одним из самых теплых однородных материалов, известных на данный момент.
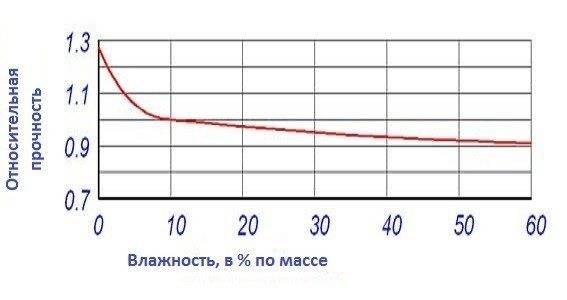
График зависимости прочности газобетона от его влажности.
Производят газобетонные блоки из кварцевого песка, поддающегося тонкому помолу, цемента самых высоких марок без различных примесей, негашеной измельченной извести, воды и гипсового камня.
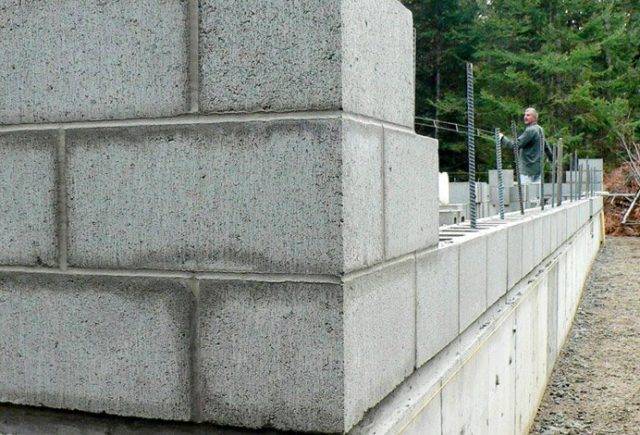
Одним из наибольших достоинств газобетонных блоков автоклавного твердения является их максимально точная геометрия, которая при кладке не допускает создания мостиков холода.
Еще одним неоспоримым плюсом ячеистых блоков является их долговечность, по сравнению с другими синтетическими материалами и утеплителями типа пенополистирола либо каменной ваты.
Благодаря своей идеальной геометрии, укладка автоклавного газобетона не представляет никаких сложностей. Так, для укладки блоков можно использовать даже клей (чаще всего он продается в мешках в сухом виде и готовится при добавлении воды).
Низкий вес и большие размеры блоков из газобетона позволяют сократить расходы на строительных материалах, время, требующееся на строительство, и предполагают более практичное их использование.
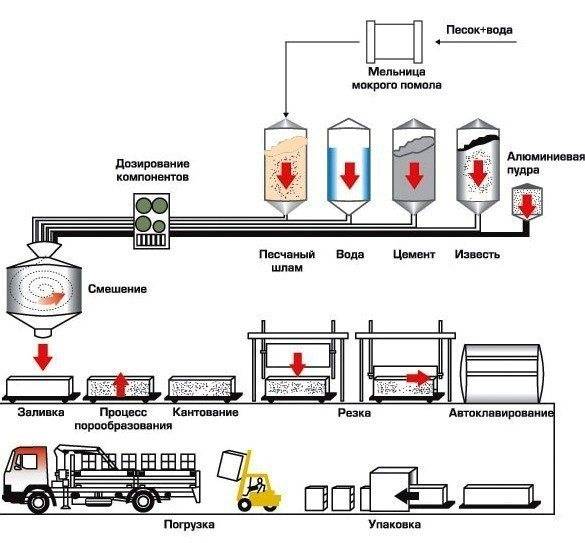
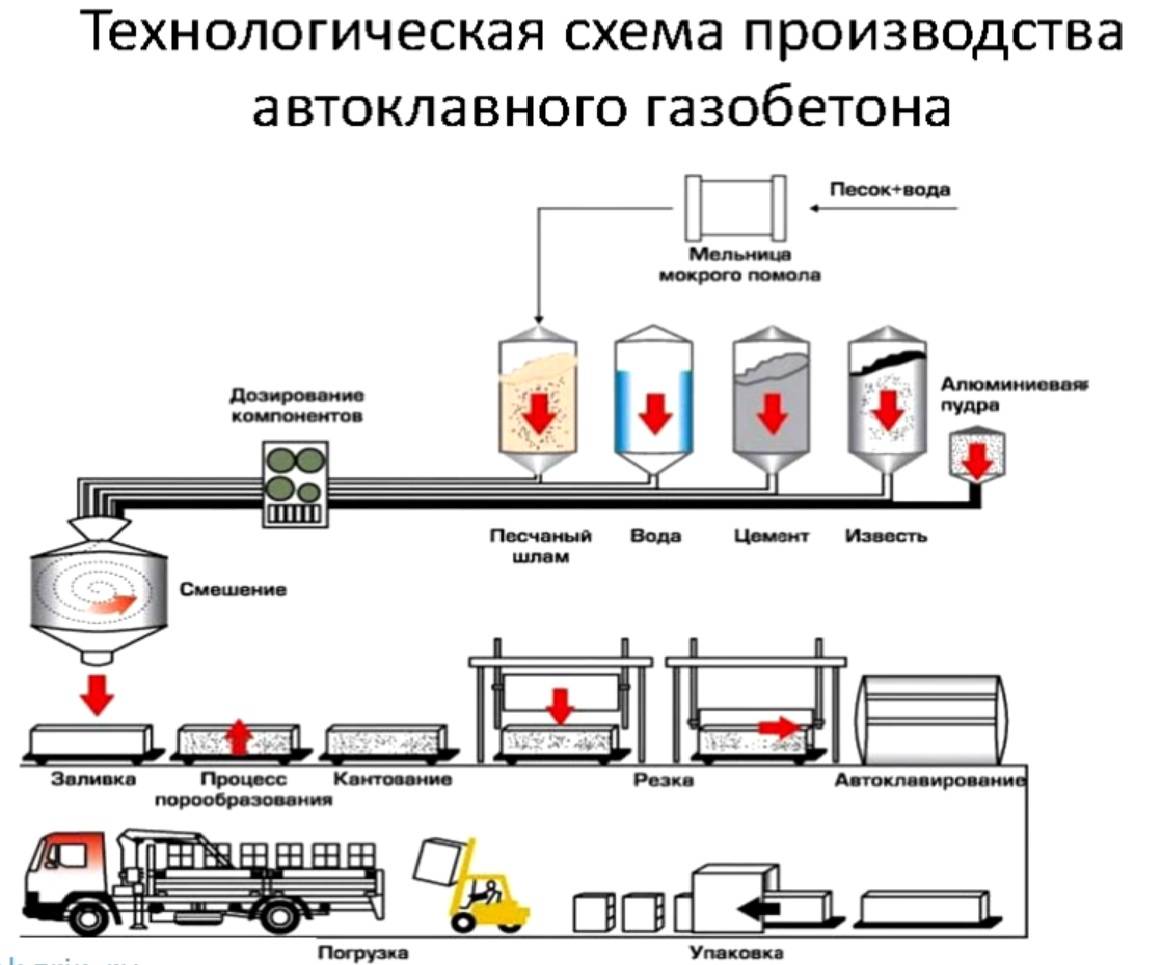
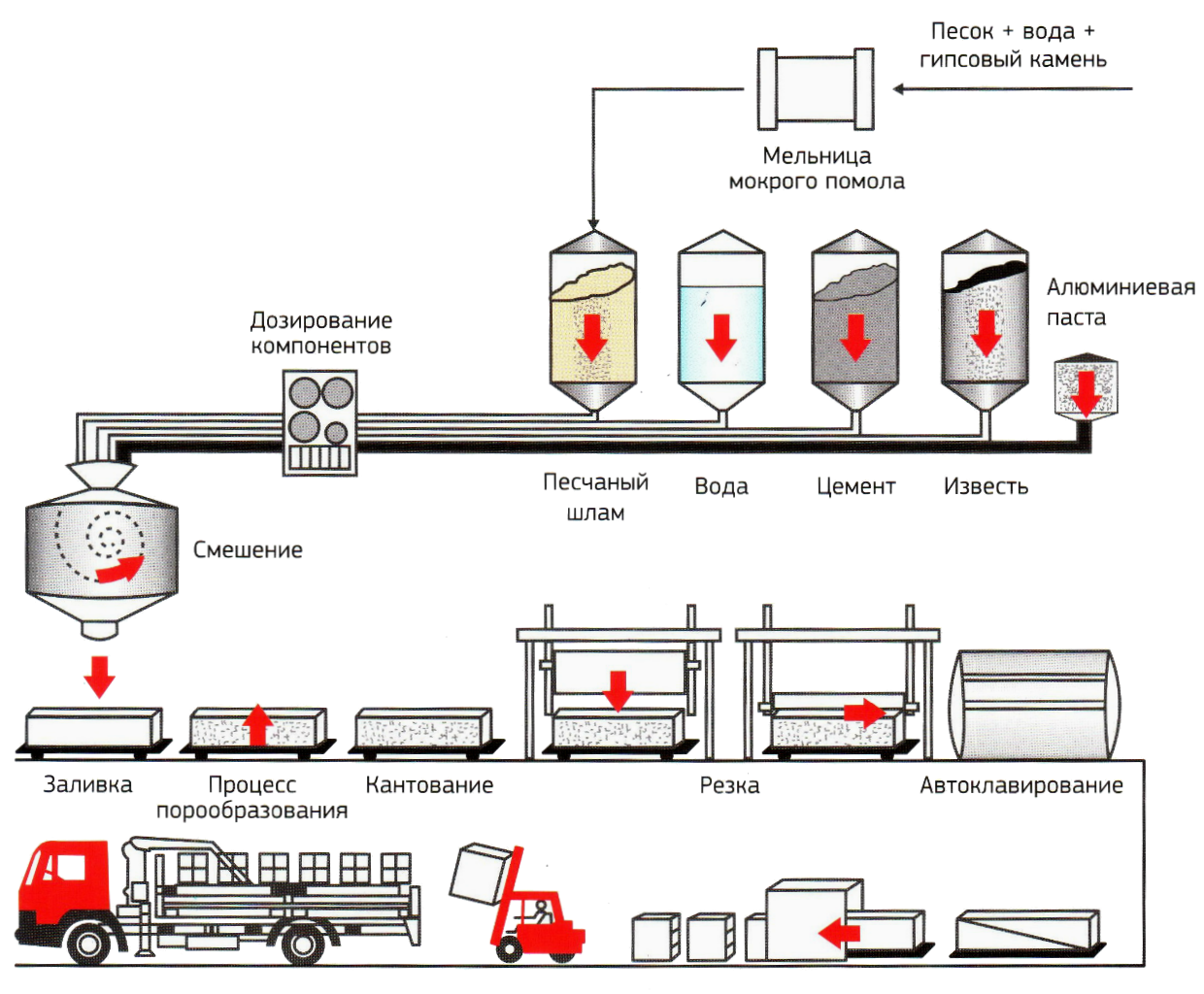
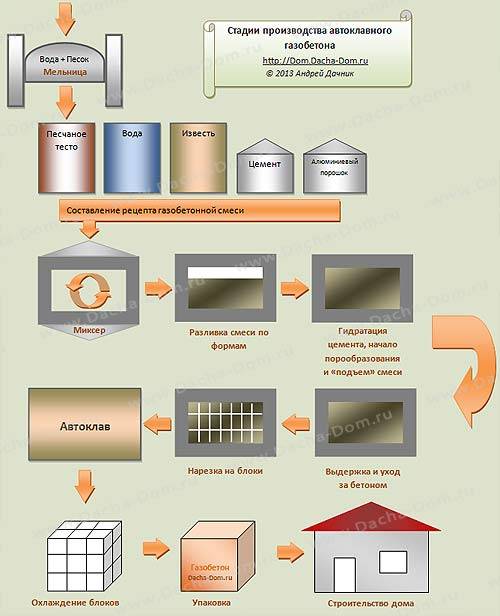
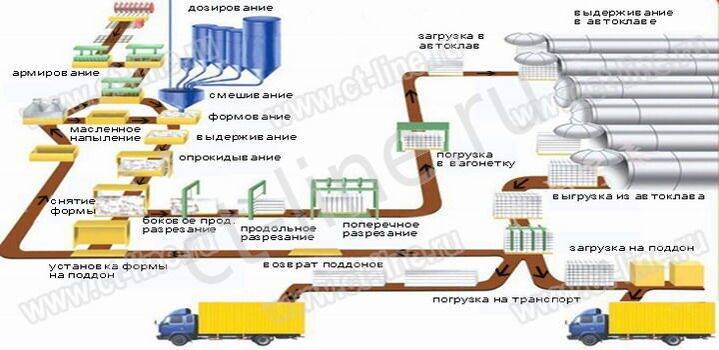
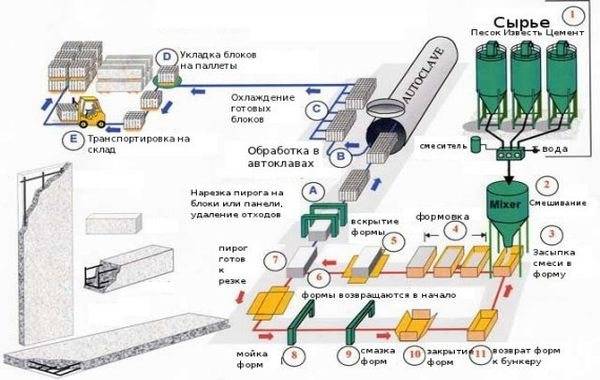
Схема производства газобетона.
Ввиду того что толщина кладочного шва никогда не превышает три миллиметра, в стене отсутствуют мостики холода и исключается возможность промерзания.
Использование этого материала значительно уменьшает уровень трудоемкости работ и расход материалов. Можно значительно сэкономить на клее и проведении штукатурных работ ввиду идеальной геометрической поверхности данных блоков.
Благодаря своей пористой структуре, газобетонные блоки несут гораздо меньшую нагрузку на фундамент по сравнению с другими строительными материалами. Из-за сравнительной легкости обработки газобетонных блоков, зданию можно придать особой архитектурной выразительности, просто подпилив либо обрезав лишние участки блока.

Резать газобетонные блоки можно с помощью ручной пилы по газобетону и угольника для обеспечения точности и соблюдения прямых углов.
Многие строительные компании останавливают свой выбор на использовании автоклавного газобетона из-за высокой экологичности этого материала. Во время изготовления газоблок не происходит никакого отрицательного воздействия на окружающую среду
Стоит обратить внимание на статистические данные. Так, согласно коэффициенту экологичности ячеистого бетона в 2,0, он абсолютно безопасен для человека. Многие марки этого материала оснащены специальными экологическими сертификатами
Многие марки этого материала оснащены специальными экологическими сертификатами.
Какой минерал образуется в газобетоне после автоклавирования
Разобравшись с технологиями производства, остается открытый вопрос: какой минерал образуется в газобетоне после автоклавирования? При финальной обработке синтезируется тобермарит – основной материал, обеспечивающий прочность и долговечность газобетона. Этот химический элемент представляет собой водный силикат кальция. В естественных условиях он встречается в карбонатных породах или же в качестве заполнителя пустот базальтовых залежей.
Искусственный аналог встречается не только в АГБ. Он играет ключевую роль при затвердевании бетонного тела. В отличии от газосиликатного соединения, он имеет иную химическую структуру. Образуется при контакте цемента с водой.
Технология производства газобетона
Производятся автоклавный и неавтоклавный газобетон по одной технологии, отличия заключаются лишь в точности соблюдения технологии и в завершающих этапах обработки материала. Сырье используется идентичное и в единой пропорции.
Компоненты для производства газобетона:
- Песок мелкой фракции 2-2.5 миллиметров
- Портландцемент марок М300 и М400
- Известь
- Алюминиевая пудра или паста с долей активного металла 90-95%
- Разнообразные присадки и модификаторы (вводятся не обязательно, нужны для улучшения различных эксплуатационных свойств)
- Вода
Сначала замешивают обыкновенный цементно-песчаный раствор, выливают в специальную форму, потом всыпают алюминиевую пудру. В результате реакции пудры и извести появляется углекислый газ, благодаря которому масса увеличивается в объеме, вспучиваясь и образуя пористую структуру. Реакция газовыделения должна завершиться до схватывания цемента, для интенсификации процесса форму обрабатывают на виброплощадке. Но такой процесс актуален только для больших заводов.
В небольших цехах осуществляют создание пенобетона, который является разновидностью ячеистого бетона. Ведь по способу образования пены бетон делится на газо- и пенобетон. И если в первом случае пена создается газом, то во втором – за счет химикатов.
Ячеистая структура создается благодаря добавлению и взбиванию специальных химических пенообразователей. Цехи по производству пенобетона обычно небольшие, с малым числом сотрудников, преобладанием ручного труда. Производство газобетона обходится дороже, но такой материал и более стабильный, с лучшими свойствами.
Далее технология производства автоклавного и неавтоклавного газобетона предполагает отличия. Если производится автоклавный газобетон, после заливки смеси в форму и запуска реакции выжидают определенное время, давая смеси частично затвердеть и набрать достаточную прочность для изъятия массива из опалубки и разрезания на блоки.
Порезанные блоки отправляют в автоклав и обжигают при температуре +190-200 градусов, давление составляет 8-10 Бар (чтобы из материала полностью вышла влага). Обработка газобетона автоклавом позволяет: ускорить твердение материала, повысить его прочностные характеристики, уменьшить усадку в будущем, сделать структуру однородной, улучшить геометрию готовых блоков.





Неавтоклавный газобетон прочность набирает не в печи, а в природной среде – без воздействия температуры и давления для выпаривания влаги. Причем, часто для производства данного типа материала используют не большие формы с дальнейшей нарезкой газоблоков, а формы для отлива отдельных элементов.
Автоклавный и неавтоклавный газобетон производятся в соответствии с такими нормативными документами: ГОСТ 21520 «Стеновые блоки из ячеистых бетонов», ГОСТ 25485 «Ячеистые бетоны», а также ГОСТ 31360 и ГОСТ 32359.
Преимущества
Основные преимущества автоклавного газобетона заключаются в:
- экологичности — в составе нет вредных примесей;
- повышенной огнеупорности и способности удерживать процесс горения на протяжении 7 часов и более;
- низкой теплопроводности;
- точной и стабильной геометрии блоков, что позволяет создавать ровные и гладкие поверхности граней, оформлять наружные и внутренние углы;
- повышенной паро- и воздухопроницаемости, за счет чего стены зданий «дышат» и исключается образование конденсата;
- легком весе — как результат низкой плотности;
- устойчивости к влаге, воздействиям микроорганизмов и процессов гниения;
- обеспечении оптимального микроклимата в помещениях независимо от сезона.
К достоинствам газобетона автоклавного твердения относится наличие в составе минерального образования — тоберморита. Под воздействием высокой температуры и давления камень приобретает повышенную механическую прочность и безусадочность. Благодаря созданным условиям значительно ускоряется затвердение массы, что является важным моментом при крупномасштабном производстве.
Крепление в стенах навесного оборудования, мебели осуществляется при помощи специальных анкеров, выдерживающих до 350 кг.
Технология производства
Схема отделки газобетонной стены.
При литьевой технологии производства газобетона отливка изделий происходит в отдельных формах из текучих смесей, в которых содержится примерно 50% воды от общей массы всех сухих компонентов. При производстве газобетона используемые материалы, такие как вяжущие компоненты, песчаный шлам и вода. Они в определенной дозировке подаются в газобетоносмеситель, в котором все тщательно перемешивается в течение примерно 5 минут и только лишь после этого приготовленную таким образом смесь вливают в водную суспензию специальной алюминиевой пудры. При последующих перемешиваниях такой смеси с алюминиевой пудрой газобетонная готовая смесь заливается в специальные металлические формы на определенную высоту с расчетом того, чтобы после прохождения процесса вспучивания все формы заполнились смесью доверху.
Лишнюю смесь, которая переливается через край формы, необходимо сразу же удалить при помощи специальных проволочных струн, как бы немного срезая саму верхушку. Для ускорения процесса газообразования и прохождения процессов схватывания и затвердения используются особые смеси, приготавливаемые на разогретой воде с температурой заливки в формы около сорока градусов. Только после того как все будет готово, должна произойти усадка газобетона, поэтому его нужно оставить в спокойном состоянии.
Какими способами изготавливаются пенобетонные блоки? При производстве пенобетона можно использовать несколько различных способов. Технология производства такого материала, как пенобетон, достаточно проста. При этом в цементно-песчаную смесь добавляется особый пенообразователь либо же уже готовая пена. После тщательного перемешивания всех компонентов смесь будет готова для вылепливания из нее самых различных строительных изделий, например, таких как стеновые блоки, плиты перекрытия, различные виды перегородок, перемычек и многое другое. Такой пенобетон можно использовать для заливки его в формы, для монолитного строительства и для выполнения пола или же кровли.
В отличие же от газобетона ячеистого, при изготовлении пенобетона используется более экономичная безавтоклавная технология производства. Помимо простоты изготовления, пенобетон обладает и огромным количеством других не менее положительных качеств, потому как в процессе изготовления этому строительному материалу можно придать желаемую плотность путем изменения количества добавляемого пенообразователя.
Сравнение характеристик автоклавного и неавтоклавного газобетона
Для улучшения свойств неавтоклавного газобетона используются специальные добавки, в том числе фиброволокно. Однако для того, чтобы провести сравнение свойств автоклавного и неавтоклавного газобетона, нужно взять материалы в чистом виде. Тем более, что любые добавки значительно увеличивают стоимость производства материала и его отпускную цену, так что такие варианты пользуются меньшей популярностью.
Прочность и плотность
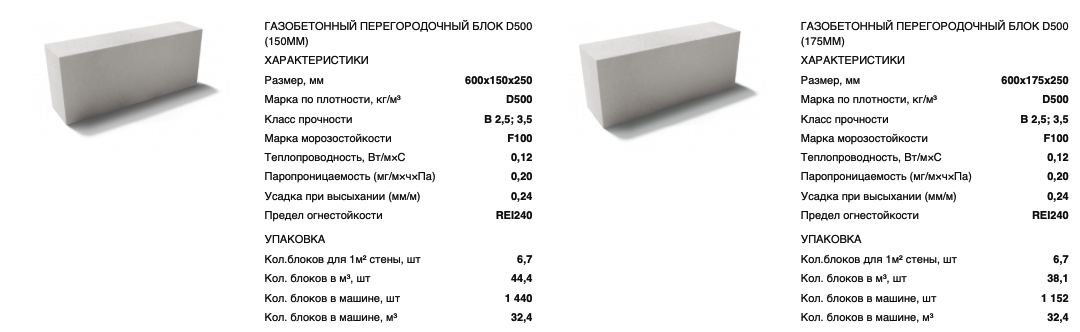
При производстве автоклавного и неавтоклавного бетона используются одинаковые марки, потому что по плотности эти материалы практически совпадают. В каталоге можно найти те же D300, D400, D500, D600 и т.д. При этом D500 – это наиболее востребованная разновидность ячеистого бетона, именно она используется в малоэтажном строительстве для возведения несущих стен. А вот марки с более низкой плотностью – для внутренних ненесущих перегородок и утепления стен. Знание марки позволяет не только правильно выбрать материал в зависимости от нагрузки, но и провести дополнительно расчеты общей массы, чтобы понять, выдержит или нет фундамент. Благодаря этому можно даже вовремя внести коррективы в проект.
Сравнивать можно только марки с одинаковой плотностью. Этот показателей напрямую связан с прочностью. Хотя на последнюю влияют также особенности структуры материала и равномерность распределения пор. А с этой точки зрения автоклавный бетон является лучшим выбором благодаря равномерности распространения ячеек.
Неавтоклавный бетон менее прочен. Особенно, если он свежий, то есть застыл сравнительно недавно. Даже если уже прошло положенное по технологии время, он еще не окончательно набрал прочность, так что лучше дать ему время, чтобы он лучше застыл. В автоклавном бетоне процессы отвердевания были ускорены в сотни раз благодаря обработке в специальной печи. Поэтому даже по сравнению с набравшим прочность неавтоклавным газобетоном, автоклавная разновидность превышает этот показатель на 50% в среднем.
Усадка
Разница между автоклавным и неавтоклавным бетоном заключается также в усадке. Для неавтоклавного газобетона она составляет порядка 3-5 мм на метр, для автоклавных блоков этот показатель будет в 10 раз меньше. Это означает, что автоклавная разновидность практически не дает усадки при условии, что соблюдаются правила кладки. А это предотвращает появление трещин.
Геометрия блоков
Чем отличается автоклавный бетон от неавтоклавного, так это более привлекательным внешним видом. Помимо того, что его блоки очень светлый, почти белый, оттенок, они характеризуются высокой точностью геометрии, поскольку производятся в заводских условиях
Это очень важно, поскольку если блоки не могут похвастаться такой точностью размеров, придется выравнивать разницу с помощью клея. А это ухудшает теплоизоляционные характеристики материала. Да и время строительства увеличивается.
Да и время строительства увеличивается.
Однородность структуры
Это важный показатель, поскольку от него зависит и прочность, и теплоизоляционные характеристики. Когда в неавтоклавный бетон добавляют газообразующее вещество, компоненты перемешивают, но смесь не находится под давлением, и на нее не воздействуют высокой температурой. Поэтому пузыри могут сравнительно легко подниматься ближе к поверхности, и распределение будет неравномерным. Это делает неавтоклавный газобетон менее прочным материалом.
Теплопроводность
По этому показателю автоклавный газобетон превосходит неавтоклавный. Его теплопроводность ниже, поскольку при такой технологии производства можно получить структуру с равномерным распределением ячеек-пузырей. В то время как при естественном застывании поры распределены неравномерно.
Сфера применения
А вот сфера применения у этих материалов будет практически одинаковой. Газобетон используется в малоэтажном строительстве – для возведения жилых зданий, производственных сооружений, коммерческих объектов. Стены из газобетона могут быть одно- и двухслойными. Нужно только правильно выбрать блоки по плотности и другим параметрам, чтобы они могли выдерживать соответствующую нагрузку.
Автоклавный бетон высокой плотности может даже использоваться для формирования плит перекрытий, на которые приходятся высокие нагрузки. Неавтоклавный газобетон с небольшой плотностью блоков может использоваться для утепления подвалов и чердаков. Автоклавный газобетон стоит дороже, но это компенсируется его свойствами. Выбрать газобетон с соответствующими характеристиками помогут специалисты компании Bonolit, производящей этот современный энергоэффективный материал.
Свойства материалов: что лучше?
Автоклавный газоблок
Получаемый искусственным методом, твердеет в специальном автоклаве под давлением и при высокой температуре. Автоклавный бетон обладает такими свойствами:

Технология производства автоклавного бетона позволяет получить качественный и надежный материал.
- Высокое качество. Изготавливается в специальных печах при жестком контроле технологических параметров, поэтому кустарный способ недопустим.
- Однородность. Этап газообразования и твердения бетона происходит одновременно с равномерным заполнением порами всего объема. Так обеспечивается максимальное качество материала.
- Надежность. Плотность производительности автоклавного газобетона равна D 400—800, а прочность на сжатие меняется в интервалах от В 1,5 до В 5. Такой блок выдержит крпления тяжелых предметов.
- Усадка. Как таковая отсутствует, что исключает появление трещин на газобетонных стенах и перегородок.
- Теплопроводность. При плотности блока в 500 кг/м3 хорошим показателем будет наделен газобетонная стена толщиной в 40 см.
Неавтоклавный бетон
При твердении естественным путем получают второй вид бетона по ГОСТу 25485—89. В качестве катализатора процесса используется кальциевый хлорид безводный для быстрого поглощения влаги. Полная сушка завершается через месяц. Другие добавки не используются, поэтому готовый продукт не наделен специфическими свойствами. Тем не менее теплоизоляция у материала на высоком уровне, как и остальные характеристики, если бетон получен в промышленных условиях. При домашнем производстве есть нюанс: на этапе добавления алюминиевой пудры с целью гашения извести требует от 5-ти до 25-ти минут интенсивного и равномерного перемешивания в противном случае поры будут неоднородными, что негативно отразится на качестве готового изделия.

Посмотреть «ГОСТ 25485—89» или
Чем отличается один от другого и что лучше?
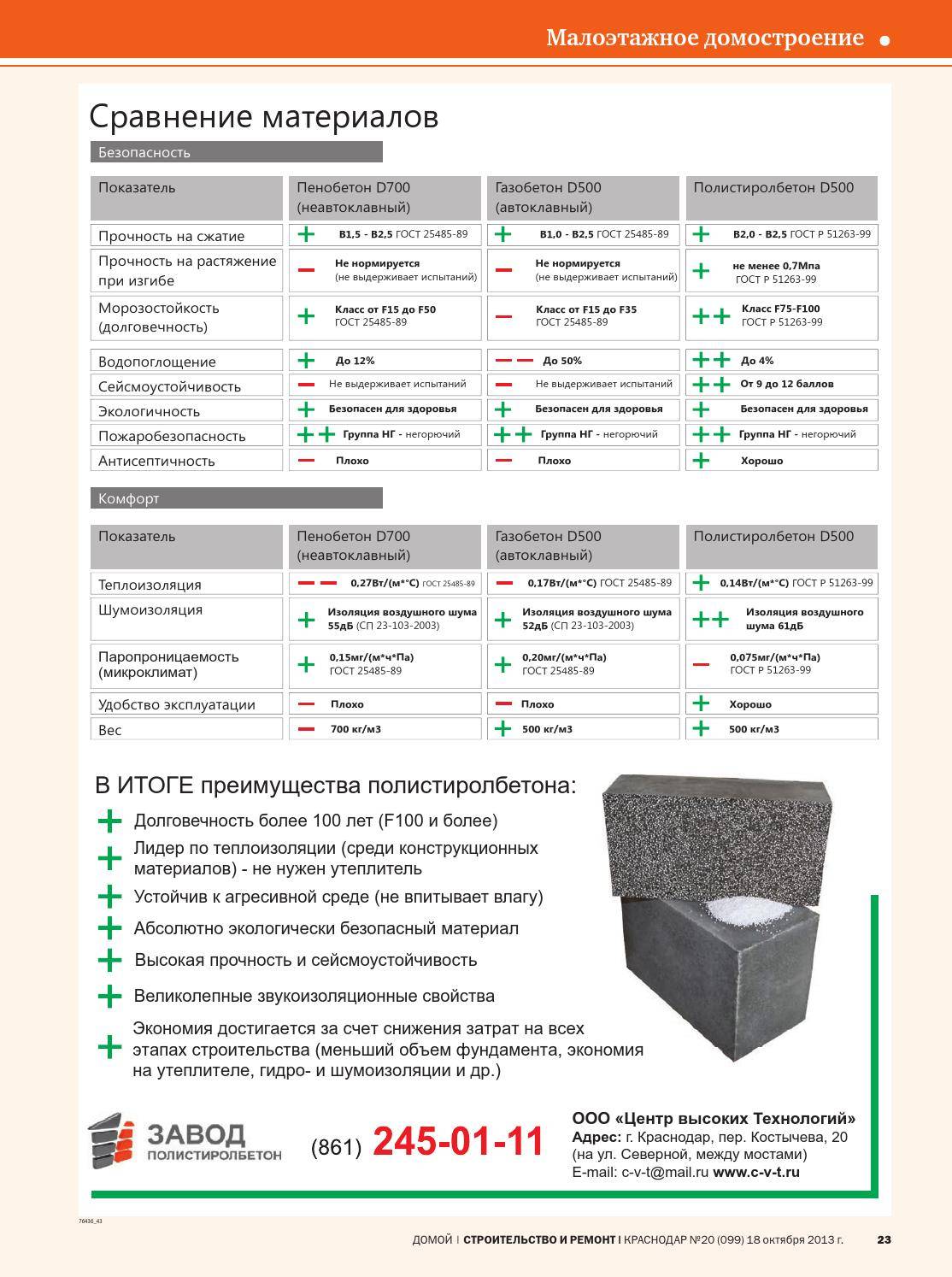
Основные характеристики и чем отличается автоклавный газобетон от неавтоклавного представлены в таблице:
| Показатели | Автоклавный | Неавтоклавный |
| Изготовление | На специализированных предприятиях, автоклавированием | Возможно прямо на строительной площадке, естественным методом |
| Состав | Цемент, известь, алюминиевая пудра, кварцевый песок, вода, добавки | Портландцемент, известь, известняк, алюминиевая пудра, хлорид кальция, вода |
| Технология производства | Автоматическое замешивание | Разливается в форму и затвердевает естественным способом |
| Загустение от 1 до 2-х часов, резка на отдельные блоки | ||
| Автоклавирование | ||
| Применение | Возведение многоэтажных зданий | Строительство сооружений с малыми экономическими расходами |
| Геометрические формы | Идеальные размеры | Имеют разные формы |
При выборе, что лучше подходит для возведения прочного и устойчивого сооружения, следует хорошо изучить все достоинства и недостатки, которыми обладают автоклавный и неавтоклавный газобетон. Согласно ГОСТу 31359—2007, первый вариант, не смотря на высокую стоимость, имеет идеальные параметры качества для надежного и долговечного срока службы в эксплуатации.
Посмотреть «ГОСТ 31359—2007» или
Достоинства и недостатки материалов
Популярность в малоэтажном строительстве газобетонные блоки заслужили благодаря своим положительными качествами:
- Не горюч. При контакте с открытым огнем не выделяет дыма, токсических веществ. Стены из таких блоков не сгорают и не деформируются. Просто необходимо обновить отделку газобетонного каркаса дома, и можно продолжать его эксплуатировать без дополнительного усиления.
- Небольшой вес. Газоблоки – одни из самых легких стеновых материалов. Его объемный вес может находиться в пределах 300 – 1200 кг/см³.
- Энергосбережение. При использовании ячеистых блоков, в некоторых регионах, делать дополнительное утепление стен ненужно. Пористая структура, заполненная воздухом – отличный теплоизолирующий материал.
- Обрабатываемость. Ячеистые блоки хорошо поддаются любому типу обработки. Но, с неавтоклавными нужно быть предельно аккуратными, так как оно обладают повышенной чувствительностью к растрескиванию.
- Высокая степень теплопроводности. Чем ниже марочная плотность, тем больше такие материалы способны удерживать тепло.
Усадка – одна из главных проблем газобетона. Она дает изменение в геометрических размерах, а в кладке растрескивание штукатурки. В отдельных случаях и самих блоков. В большей степени усадке подвержены изделия, выдержанные на естественном твердении.
Необходимость армирования кладки – особенность строительства из газобетонных блоков, которое можно отнести к недостаткам, так как требует дополнительных денежных и трудовых затрат.
Основные свойства неавтоклавного и автоклавного газобетона
Рассмотрим свойства термообработанного и затвердевшего в естественных условиях газобетона. Главные характеристики материалов:
- повышенные теплоизоляционные свойства. Благодаря расположенным внутри газобетонного массива воздушным ячейкам, материал хорошо сохраняет тепло. Энергосберегающие свойства газоблоков позволяют круглогодично поддерживать в строении благоприятную температуру, а также уменьшить объем расходов на обогрев помещения;
- звукоизоляционные характеристики. Газобетонные стены затрудняют проникновение в жилые помещения уличного шума. Эффективная шумоизоляция обеспечивается благодаря насыщению массива воздушными порами, поглощающими посторонние звуки. Шумопоглощающие свойства обеспечивают комфортные условия для проживания;
 Материал хорошо сохраняет тепло благодаря расположенным внутри газобетонного массива воздушным ячейкам
Материал хорошо сохраняет тепло благодаря расположенным внутри газобетонного массива воздушным ячейкам
- устойчивость к воздействию отрицательных температур. Морозостойкость газобетона зависит от концентрации влаги, накапливающейся внутри воздушных ячеек. Под воздействием отрицательных температур жидкость кристаллизуется и, увеличивая свой объем, пытается разрушить газоблок. Оштукатуривание поверхности блоков повышает морозостойкость;
- небольшой вес. Из блочного газобетона, отличающегося уменьшенной массой и увеличенным объемом, быстро возводят различные виды зданий. Для транспортировки легких газоблоков не требуется автотранспорт с увеличенной грузоподъемностью. Изделия для кладки подаются вручную, а газобетонные стены не оказывают повышенной нагрузки на фундаментную основу;
- обрабатываемость. Для изменения размеров газоблоков при выполнении кладки нет необходимости использовать специальное оборудование. Материал легко режется ручной пилой или болгаркой. При необходимости выполнения внутри газобетонного блока отверстия или полости, указанную операцию несложно выполнить с помощью электрической дрели.
Газобетонные блоки также характеризуются:
- правильностью формы;
- точными габаритами;
- шероховатой поверхностью;
- экологической чистотой;
- пожарной безопасностью;
- доступной ценой.
Планируя построить коробку собственного дома или дачи из газобетонных блоков, следует правильно выбрать материал и разобраться, чем отличается газобетон автоклавный от неавтоклавного. Более детально остановимся на этом моменте и сравним свойства материалов, произведенных по различной технологии.
 От концентрации влаги, накапливающейся внутри воздушных ячеек зависит морозостойкость газобетона
От концентрации влаги, накапливающейся внутри воздушных ячеек зависит морозостойкость газобетона
Отличие автоклавного газобетона от неавтоклавного
Разница состоит не только в способе изготовления. Отличить два типа газобетона можно по внешнему виду и другим параметрам.
Внешние показатели
Главным признаком отличия является цвет. Производимый на заводе автоклавный газобетон имеет окраску, близкую к белой. Неавтоклав получается светло-серого или даже серого цвета. Различные оттенки и(или) вкрапления на одном изделии свидетельствуют о невысоком качестве производства (кустарном способе).
Прочность
Газобетон классифицируется по прочности в зависимости от плотности. Чем он тяжелее, тем прочнее:
| Объемная плотность, кг/м³ | 300 | 500 | 600 | 800 | 900 | 1000 |
| Марка прочности на сжатие газобетона (автоклавного) | В2,0 | В3,5 | В5,0 | В6,5 | В7,5 | В10,0 |
| Марка прочности на сжатие газобетона (неавтоклавного) | В1,5 | В2,0 | В2,5 | В3,0 | н.д.* | н.д.* |
*н.д. — нет данных, так как в каталогах продукции заводов не выявлены изделия марки выше d800.
Численное значение в таблице выше означает предел нагрузки в кг на 1 см². Например, марка В 5,0 гарантирует, что изделие выдержит нагрузку 50 кг на 1 см² и не развалится.
Как показано в таблице выше, блоки автоклавного твердения на 20-30% прочнее.

Газобетонные блоки автоклавного твердения. Геометрия
Допустимые отклонения длины, ширины и высоты блоков стандартизированы в мм на м. Для автоклавного газобетона в вышеуказанной последовательности они составляют 3, 2, 1, а для неавтоклавного — 5, 4, 2.
Соответственно, при строительстве различны и издержки. Разные размеры блоков приводят к увеличению расхода кладочного раствора, снижается теплоизоляция за счет возрастания толщины кладочных швов и их промерзания, возникают неровности на стенах, что сказывается на сложности отделки.
Однородность структуры
Однородность структуры зависит от квалификации специалистов и используемого оборудования. На заводах, где налажен контроль качества и соблюдается технология приготовления раствора, равномерность структуры обеспечена производственным процессом.
Кустарный неавтоклавный газобетон свойством однородности не обладает. Связано это с неравномерностью распределения тяжелых и легких компонентов.
Возможность крепления
Обработка в автоклаве существенно увеличивает прочность, поэтому зафиксировать надежно крепеж проще в автоклавном блоке. Единственный момент: анкер должен быть длинным. Закреплять тяжелые предметы на стене, построенной из неавтоклавного газобетона, не рекомендуется.
Усадка при высыхании
Неавтоклавный газобетон набирает прочность, отдавая влагу в естественных условиях, в течение месяца, в дальнейшем этот процесс продолжается. В зависимости от качества изделия усадка может достигать до 3 мм на 1 м высоты стены, поэтому высока вероятность образования трещин.
Показатель усадки автоклавных блоков почти в 10 раз меньше и не превышает 0,3 мм/м.
Экологичность
Произведенный с соблюдением технологии газобетон экологичен и безопасен. В кустарных условиях состав материала не подвергается лабораторному анализу. Поэтому могут попасться блоки с повышенной радиоактивностью вследствие использования золошлаков неизвестного происхождения или содержащих вредные примеси.

В связи с лучшими теплоизоляционными свойствами газобетона из автоклава обогрев домов менее энергозатратен. Производство любого вида энергии требует ресурсов и сопровождается выбросами в атмосферу и другими видами воздействия на окружающую среду. Меньший расход энергии на обогрев 1 м² помещения свидетельствует о большей экологичности строительных материалов, из которых построено здание.
Газобетонные блоки автоклавного твердения. Теплоизоляционные свойства
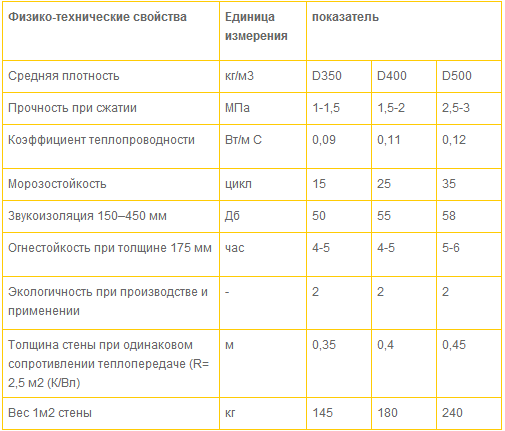
Теплоизоляционные свойства материала ухудшаются с возрастанием плотности и влажности. Ниже приведены данные одного из заводов-изготовителей по коэффициенту теплопроводности (Вт/мºС) автоклавных изделий:
| Марка | d300 | d400 | d500 | d600 |
| В сухом состоянии | 0,075 | 0,096 | 0,12 | 0,14 |
| При влажности 4% | 0,087 | 0,113 | 0,141 | 0,160 |
| При влажности 5% | 0,092 | 0,117 | 0,147 | 0,183 |
Учитывая, что неавтоклавный газобетон достигает сухого состояния несколько месяцев и подвержен развитию трещиноватости, его теплоизоляционные свойства изначально ниже. Поэтому считается, что толщина стены из этого материала должна быть на 20-25 см больше.


Области применения
Автоклавный газобетон широко используется в строительстве производственных зданий, жилой и коммерческой недвижимости. Из автоклавных газоблоков возводятся наружные стены, которые могут быть однослойные, комбинированные и двухслойные. Такие внутренние стены предназначены брать на себя нагрузку верхних этажей.
Важно положить первый ряд идеально ровно. Автоклавные блоки могут сформировать перегородки и стены противопожарных помещений, а также быть наполнителем каркасов из стали или бетона. Отдельная сфера использования — формирование плит перекрытий (плотность автоклавного газобетона 800-1000 кг/м3) в сооружениях
Материал с меньшей плотностью (плиты) применяется для теплоизоляции подвалов, чердаков и т. д
Отдельная сфера использования — формирование плит перекрытий (плотность автоклавного газобетона 800-1000 кг/м3) в сооружениях. Материал с меньшей плотностью (плиты) применяется для теплоизоляции подвалов, чердаков и т. д
Автоклавные блоки могут сформировать перегородки и стены противопожарных помещений, а также быть наполнителем каркасов из стали или бетона. Отдельная сфера использования — формирование плит перекрытий (плотность автоклавного газобетона 800-1000 кг/м3) в сооружениях. Материал с меньшей плотностью (плиты) применяется для теплоизоляции подвалов, чердаков и т. д.
Автоклавному газобетону найдено применение при производстве стеновых панелей жилых, общественных и производственных построек. Это относится к армированным панелям полосовой разрезки. Для типовых проектов крупнопанельных зданий такие панели состоят из нескольких типовых секций.
Сейчас читают: Состав и использование керамзитобетона
Отличия
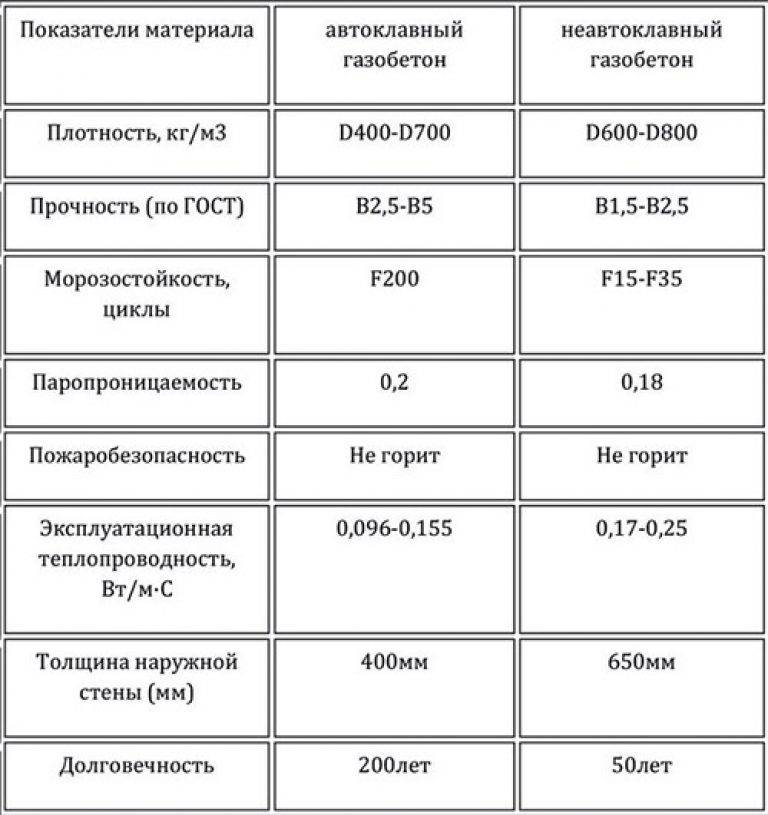
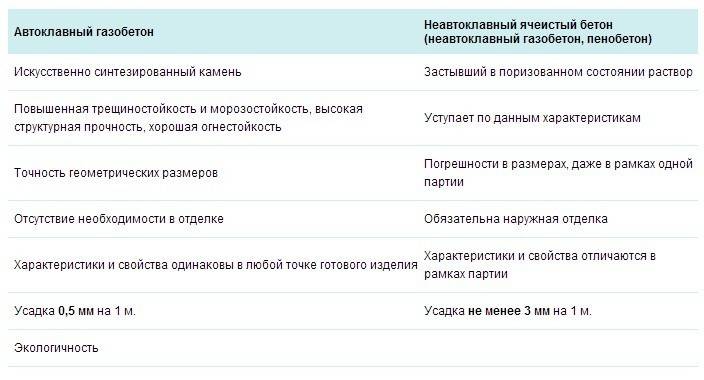
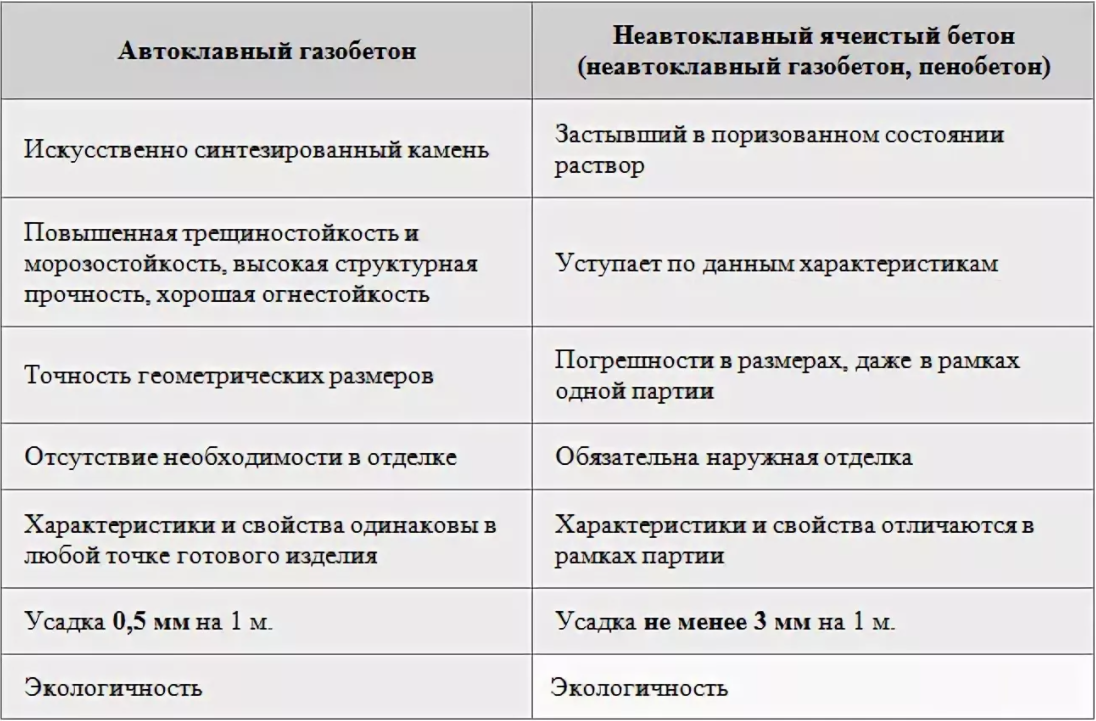
В чем же заключаются основные отличия двух видов газобетонных блоков? Сравнивать материалы удобнее всего с помощью таблицы.
| Характеристики автоклавного газобетона | Характеристики неавтоклавного газобетона |
| Искусственный синтезированный камень. | Застывший раствор с порами естественным путем или с применением пара при нормальном атмосферном давлении. |
| Структура готового блока одинакова по характеристикам и свойствам в любой точке. | Свойства и характеристики отличаются в пределах одной партии. |
| Полностью отсутствуют усадочные деформации. Необходимая прочность достигается на этапе производства и автоклавирования. Показатель усадки не превышает 0,4 мм/м. | Показатель усадки в 10 раз больше — составляет до 5 мм/м. |
| Нарезка на блоки осуществляется на специализированном оборудовании с помощью струн. В результате такой механической обработки получаются стеновой материал идеальной геометрической формы. Размеры регламентированы ГОСТ. Допустимые отклонения составляют по длине — до 3 мм, по ширине — до 2 мм, по толщине — до 1 мм. Укладка искусственного камня осуществляется на клеевой раствор, который создает более тонкий слой, по сравнению с цементно-песчаным вариантом. Клеевой состав придает строению монолитности, повышает теплоизоляционные свойства и исключает образование «мостиков холода». Минимальный показатель отклонений способствует экономии кладочного клеевого состава. | Для изготовления блоков применяется разборная опалубка с ограниченными циклами использования. Допускаются значительные отклонения геометрических размеров — по толщине до 5 мм (ГОСТ 1989 года). Из-за большого разбега в геометрии:
|
| Блоки толщиной всего 40 см и плотностью D400-D500 обладают необходимыми требованиями по теплозащите и прочности. | Для обеспечения необходимой теплоизоляции без использования утеплителя толщина камня должна составлять около 65-70 см. Плотность ячеистого бетона минимум D700. |
| Морозостойкость, (циклы) — F20 | Показатель морозостойкости — F15 –F35 |
| Период эксплуатации — 200 лет. | Эксплуатационный период — 50 лет. |
| Прочность по ГОСТ — B2,5-B5 | Прочность по ГОСТ — B1,5-B2,5 |
| Высокие показатели экологичности. | Экологически чистый материал. |
Благодаря автоклавной обработке газобетон обладает улучшенными физико-техническими свойствами и внешним видом.




