

Лучшие производители гиперпрессованного кирпича
Инновационные технологии применяются при изготовлении гиперпрессованного кирпича. Материал обладает точными размерами, высокой прочностью, идеально гладкой поверхностью, стойкостью к атмосферным воздействиям. Специалистам понравилась продукция следующих производителей.
Гиперпрессованный кирпич
Рейтинг: 5.0
Первым производителем в России уникального строительного материала стало предприятие Гиперпрессованный кирпич, расположенное в г. Луховцы. Взяв на вооружение самые последние достижения в сфере производства кирпича, предприятию удалось получить продукцию с повышенной прочностью
Эксперты обратили внимание на исключительную точность размеров и гладкую глянцевую поверхность. Победить в нашем рейтинге компании удалось за счет оперативного выполнения заказов, широкую линейку гиперпрессованного кирпича и демократичную цену
У отечественных строителей нет особых претензий к качеству продукции и точности геометрических размеров. Разве что повышенная прочность доставляет строителям определенные неудобства во время укладки.
- современное производство;
- повышенная прочность;
- точные размеры;
- гладкая поверхность.
не обнаружено.
РиК
Рейтинг: 4.9

Выпуск современного гиперпрессованного кирпича освоило предприятие РиК. Оно расположено в г. Воскресенске. Производитель предлагает два вида продукции: с закругленными и острыми углами. Цветовая палитра представлена 7 цветами, ассортимент расширен путем пошаговой градации насыщенности. Эксперты по достоинству оценили идеальную точность размеров, гладкость всех сторон, прочность и морозостойкость продукции. Бренд занимает почетное второе место в нашем рейтинге.
Российским потребителям уже приходилось сталкиваться с гиперпрессованным кирпичом РиК. Отзывы носят исключительно позитивный характер, продукция прекрасно сочетает доступную цену и хорошее качество. К минусам можно отнести малоинформативный сайт, где пользователям сложно найти интересующие сведения о продукции.
- широкая гамма цветов;
- точные размеры;
- высокая прочность;
- приемлемые цены.
малоинформативный сайт.
БАРРУМ
Рейтинг: 4.8

Одним из первых производителей гиперпрессованного кирпича в России считается Воронежский кирпичный . Сегодня предприятие вышло на промышленные объемы производства, стабильно поставляя на строительный рынок долговечную продукцию. Ассортимент высокопрочного кирпича насчитывает 6 текстур и 10 вариантов цветов. Потребитель может выбрать как полнотелый, так и фасонный или пустотелый. Эксперты включили бренд в наш рейтинг за точные геометрические размеры, стойкость к низким температурам и исключительную прочность.
Потребители хвалят продукцию Barrum за эстетичность и выгодные цены. Подкупает и доставка строительных материалов транспортом производителя. Распространенной проблемой является растрескивание кирпича после высыхания раствора.
Принцип загрузки в туннельных печах

загрузка кирпича в тоннельные печи
Для создания газовых печей для обжига кирпича надо
рассчитать определенное количество изделий за необходимое время. В основном в таких печах находится камера больших размеров, где размещается сырье. Эти камеры похожи на туннель, а в середине расположен элемент для их нагревания. Благодаря этим устройствам начинает работать вся система. Каждая из них поделена на отделы, которые во время изготовления кирпича имеют определенную температуру.
Схема печей для обжига кирпича меняется от самой конструкции, которая имеет в каждой секции специальные толкатели. Они же, в свою очередь, не могут работать без тележек, а для их передвижения надо положить рельсы. Чтобы ускорить процесс работы необходимо все автоматизировать, это позволит значительно сэкономить финансовые вливания, а это заветное желание для каждого предпринимателя, который решил заняться этим производством.

схема тоннельной печи
Чтобы сконструировать туннельную печь для обжига кирпича, надо за чертежом обратиться к специалисту, так как она может иметь разную форму. На тот момент, когда кирпич загружается, он серого цвета, а при выходе становится оранжевым, который можно увидеть в строймаркетах и на рынках. В процессе изготовления изделия печь работает по определенному принципу:
- На 1-ю тележку, у которой есть поддон, загружают сырой кирпич в пару рядов. При его загрузке надо соблюдать высоту. Она должна быть не больше 1 м., если превысить этот порог, то кирпич станет бракованным:
- Для того чтобы туннельная печь для обжига кирпича заработала, надо включить автоматические устройства и толкатели. Тележка активизируется загруженная материалом. Как только она заезжает внутрь печки, сырые кирпичи попадают в 1-ю камеру. Несведущий человек может задаться вопросом: «Как же положить кирпичи на вагонетку, чтобы они после процедуры приобрели определенную форму?»:
- Следующим шагом в обычной технологии считается промежуточная сушка сырого изделия. Схема печи для обжига кирпича в домашних условиях совсем другая, чем производственный объект.
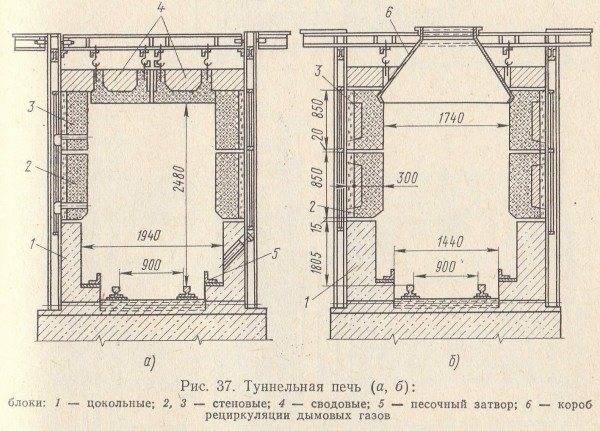
конструкция тоннельной печи
При постепенном нагревании печи, из кирпича выходит вся влага, а если этот стройматериал загрузить в горячую печь, то его просто разорвет или он деформируется. Поэтому надо более внимательно относиться к рабочим объемам.
- чтобы постепенно перемещать сырое изделие, используют камерные печи для обжига кирпича. Когда кирпич подъезжает к камере, там уже температура достигает около 900 градусов по Цельсию, а может быть, и выше. Каждый материал находится в этом отделе определенное время. По истечении отпущенного периода, поступает другая партия, а эта переходит в следующую стадию обработки. Если внедрить на предприятии вот такую туннельную конструкцию, то за короткий промежуток времени можно получить очень хороший результат.
- следующий шаг при проектировании печей обжига кирпича подразумевает под собой соединение всех частиц изделия. Когда влага, которая находится между кристалликами, полностью испаряется, то сырье напоминает чем-то керамику. Самое интересное, что изделия из керамики производится именно таким же способом.
- на этом, в общем-то, обжиг и заканчивается и будущий стройматериал переходит в следующую камеру для остывания. Этот процесс тоже должен быть постепенным, а не резким. Тем временем автоматический конвейер продолжает свою работу и почти готовый строительный материал попадает в последний отдел. Перед продажей изделие отлеживается в мобильной туннельной печи для обжига кирпича в последнем отделе, в котором поддерживается самая маленькая температура.
- На заключительном этапе, толкатели как бы выпихивают вагонетку, и кирпич без физического или механического вмешательства, а также без резкой разницы температуры окончательно остывает. После того как он остынет, его перевозят на склад.
Мини печь для обжига кирпича — самая мобильная и автоматизированная конструкция для производства этого изделия. Ее нельзя сравнивать с результатами туннельной, потому что вся работа построена на конвейерном методе. Конечно, в такое предприятие нужно вложить значительные денежные средства, но с таким оборудованием, который может производить огромный объем продукции, все затраты быстро окупятся.
Силикатный кирпич
По сути, силикатный кирпич представляет собой бруски из силикатного автоклавного бетона, имеющие форму и размеры кирпича. Он состоит примерно из 90% извести, 10% песка и небольшой доли добавок. Его достоинство в сравнении с керамическим – дешевизна, возможность обеспечить разнообразные оттенки. Недостатки: силикатный кирпич тяжел, не очень прочен, не водостоек, легко проводит тепло. Поэтому он уступает керамическому кирпичу в универсальности применения и используется только в кладке стен и перегородок, но не может применяться в фундаментах, цоколях, печах, каминах, трубах и других ответственных конструкциях.
Свойства силикатного кирпича регламентируются ГОСТ 379-79 «Кирпич и камни силикатные. Технические условия». Его основные характеристики:
- марка по прочности – М125, М150;
- марка по морозостойкости – F15, F25, F35;
- теплопроводность – 0,38–0,70 Вт/м°С.
Требования по размерам, качеству, геометрии и внешнему виду силикатного кирпича аналогичны требованиям, предъявляемым к керамическому кирпичу.
Соотношение силикатного и керамического кирпича составляет, соответственно, 15 и 85%. Единственным в нашем регионе производителем силикатного кирпича является ЗАО «Павловский завод Строительных Материалов». Современный ассортимент предприятия состоит как из традиционного белого полнотелого силикатного кирпича, так и из новых видов продукции (силикатный пустотелый кирпич, силикатные стеновые пустотелые блоки). С 1998 года предприятие выпускает фактурный кирпич «Антик» (с эффектом каменной стены старого замка). С 1999 года – объемно окрашенный кирпич и кирпич с наполнителями, улучшающими его теплоизолирующие свойства. В июле 2003 года ЗАО «Павловский завод СМ» выпустил первую партию силикатного пустотелого кирпича. Среди главных достоинств нового продукта – вес изделия (благодаря 11 несквозным отверстиям кирпич весит всего 2,5 кг) и низкая теплопроводность.
Примеры современного силикатного кирпича производства «Павловского завода СМ»:
Кирпич окрашенный фактурный «антик» |
| Геометрические размеры: 250x120x65 ммМасса (справочно): 3,15–3,45 кгПрочность на сжатие: 150 кгс/см² (М-150)Теплопроводность кладки: 0,92 Вт/м°СВодопоглощение: 8%Морозостойкость: свыше 50 циклов |
| Фактурный кирпич используется в качестве облицовочного материала, создавая эффект старого замка построенным из него зданиям. Основные цвета: желтый, коричневый, розовый, салатный, синий. Возможно получение множества оттенков основных цветов путем дозировки добавления красителя. |
Кирпич силикатный пустотелый |
| Геометрические размеры: 250x120x65 ммМасса (справочно): 2,5–2,6 кгПустотность: 33%Прочность на сжатие: 50 кгс/см² (М-150)Теплопроводность кладки: 0,44 Вт/м°CВодопоглощение: 10–12%Морозостойкость: свыше 35 циклов |
| Кирпич выпускается с 33% пустотностью, которая достигаться путем формования кирпича с 11-ю несквозными отверстиями, что позволяет снизить вес кирпича до 2,5 кг, а также снизить и теплопроводность изделия. |
Как выбрать кирпич
Разновидности
. В зависимости от применяемых материалов и технологий различают следующие виды кирпича.





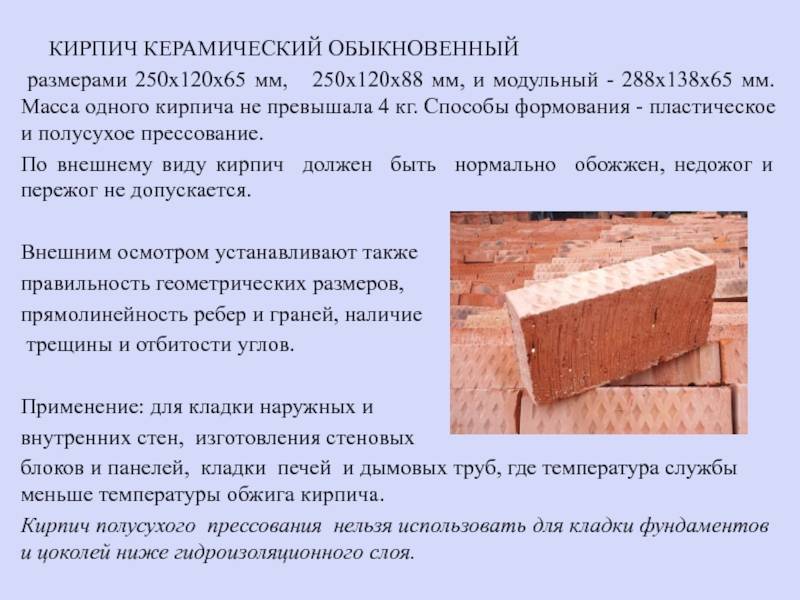
- Керамический или красный кирпич считается родоначальником этого вида стройматериалов. Как и в старину делается он из глины путем спекания в печах при температуре приблизительно 1000°С. Этот сорт оптимально подойдет для устройства фундамента, возведения стен и перегородок, облицовки фасадов. Материал прекрасно сочетает ценовую доступность и экологичность.
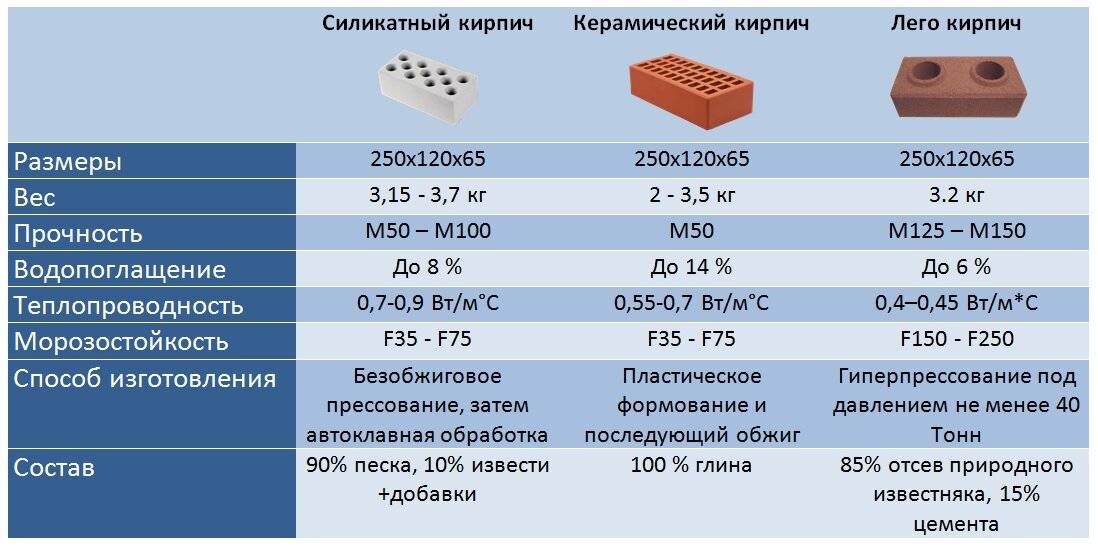
- Силикатный обошел всех собратьев по популярности. Она базируется в основном на низкой цене и точных геометрических размерах. Материал делается из смеси извести с кварцевым песком и различных присадок. Сфера применения – устройство стен, перегородок и заборов.
- Огнеупорный шамотный кирпич применяется при монтаже дымоходов, печей и каминов. Его главная особенность – стойкость к высоким температурам (до 1700°С). Он также делается из глины, поэтому является экологически чистым материалом.
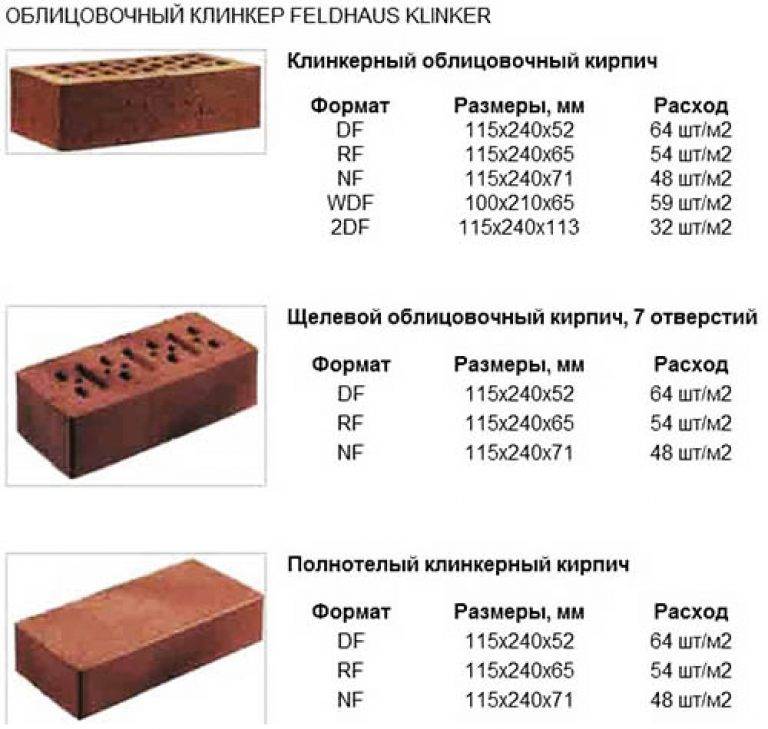
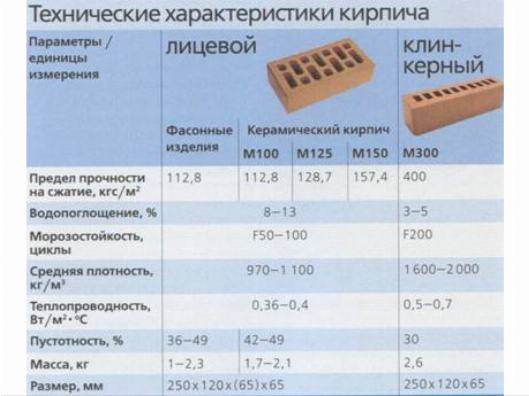
- Клинкерный выделяется своей прочностью и морозостойкостью. Эти свойства он получает благодаря применению тугоплавкой глины. Этот вид подойдет для отделки фасада или мощения дорожек на приусадебном участке.
- Гиперпрессованный является самой современной разновидностью. Он делается из отсевов мрамора, ракушечника, известковых пород или доломита. После добавления связующего компонента раствор прессуется и сплавляется. Такая технология позволяет получать высокопрочный и очень точный по геометрии кирпич. Дорогостоящий материал используется чаще всего для декоративной отделки фасадов или каминов.
- Облицовочный имеет идеальную геометрию и эстетичный внешний вид. Его сфера применения ограничивается отделкой наружных и внутренних оснований. В эту группу входят все виды кирпича, кроме огнеупорного шамота.
Размер.
Важным параметром при выборе кирпича являются его габаритные размеры.
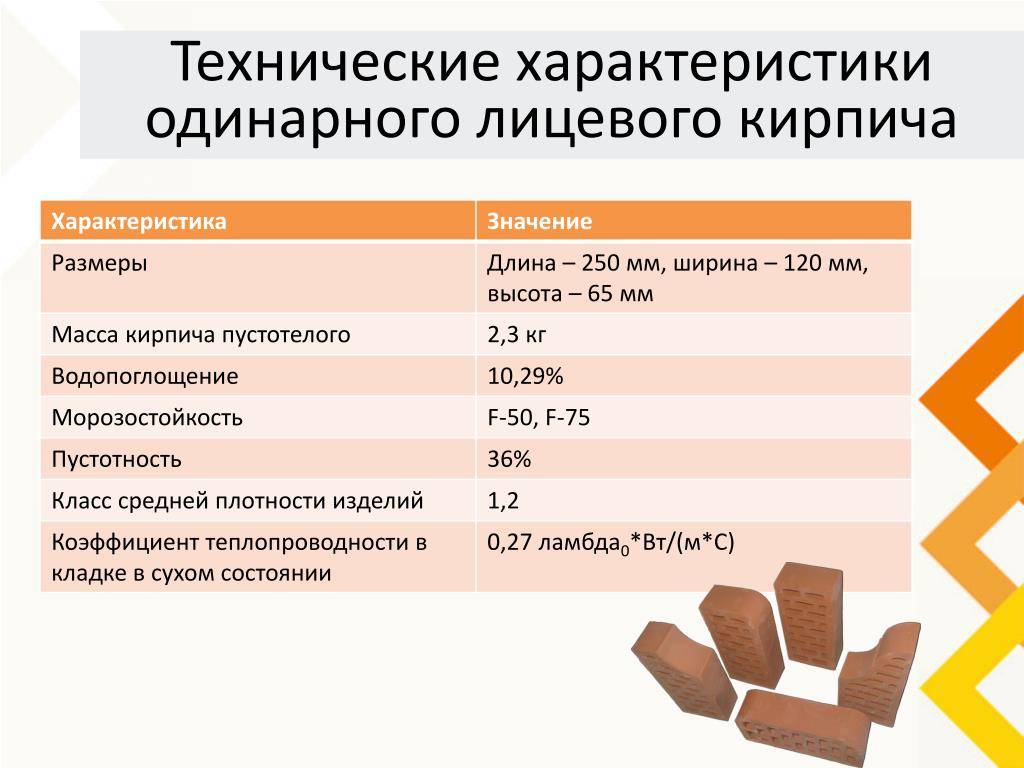
- Стандартным считается одинарный кирпич, который имеет длину 250 мм, ширину 120 мм и высоту 65 мм. Он отличается универсальностью применения.
- Полуторный (250х120х88 мм) используется при устройстве массивных конструкций.
- Сократить время на кладку позволяет двойной кирпич (250х120х138 мм).
- В декоративных целях покупается узкий кирпич (250х60х65 мм).
- Изделия с минимальной шириной (250х22х65 мм) представляет собой облицовочную плитку.
Характер наполнения.
По наполнению различают три вида кирпича.
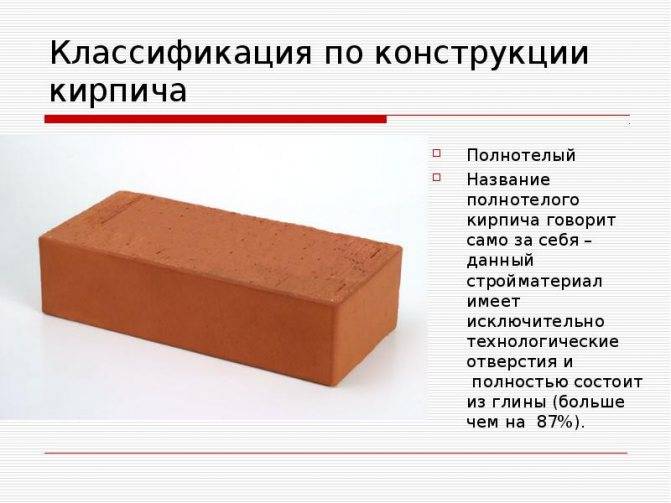
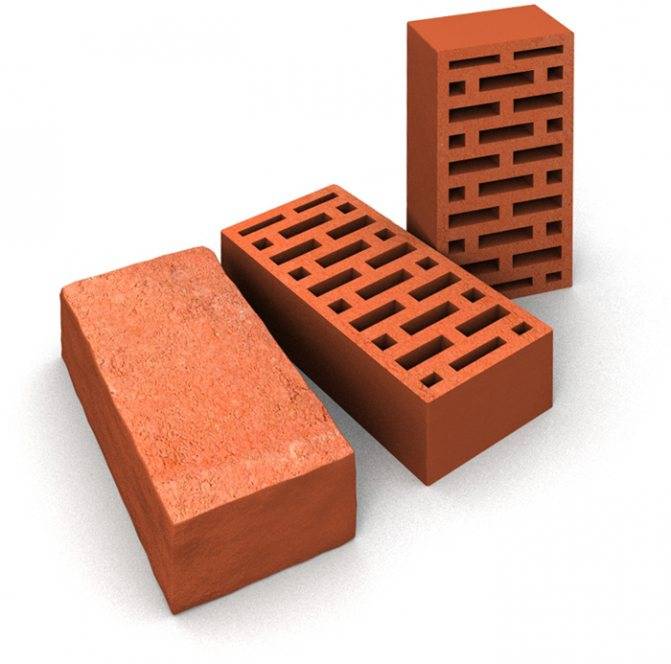
- Полнотелые изделия не имеют ни камер, ни отверстий. Они отличаются высокой прочностью, но при этом плохо удерживают тепло и имеют большой вес.
- В пустотелом есть камеры или отверстия разной формы и величины. За счет пустот материал становится более легким и дешевым, улучшаются тепло- и шумоизоляционные свойства. Но при этом появляется хрупкость.
- По особой технологии делается поризованный кирпич. Глина смешивается с деревянными опилками, формуется и обжигается. Древесина сгорает, образуя поры, которые улучшают теплоизоляционные качества кирпича. К недостаткам стоит отнести неудобство работы и высокую цену.
Мы отобрали в обзор 22 лучших производителя кирпича. Продукция этих компания реализуется на отечественном рынке. При составлении рейтинга учитывалось мнение экспертов и отзывы потребителей.
Как выглядит процесс изготовления кирпичей?
Форма-поддон на два кирпича-сырца.
Для того чтобы обжечь кирпич, его сначала нужно изготовить. Для этого можно воспользоваться одним из трех возможных способов:
- Необожженный кирпич, в процессе производства которого добавляется рубленая солома или саман.
- Кирпич-сырец.
- Обожженный кирпич из глины.
Необходимо рассмотреть каждую технологию в отдельности.
Первый тип кирпича требует при изготовлении соблюдения всех правил технологии. Если все делать правильно, то полученный стройматериал составит конкуренцию обожженному кирпичу.
Строение, возведенное с соблюдением всех правил, может прослужить не меньше 70 лет. Правильно подобранная толщина стены обеспечит комфортное пребывание в доме зимой и летом.
Чтобы самостоятельно сделать кирпичи, необходимо приготовить для них формы. Для этого берутся доски толщиной в 25 мм и несколько фанерных отрезков. Стандартный размер кирпича – 250х120х65 мм, поэтому и формы должны иметь соответствующие размеры. Чтобы такие кирпичи лучше сцеплялись со связующей смесью, в верхних и нижних крышках делаются конические выступы. После застывания на плоскостях кирпича получатся выемки.
Схема печи и укладки кирпича-сырца для обжига дровами.
Детали будущей формы соединяются между собой при помощи гвоздей (длиной в 5-6 см). Накрывающая крышка должна легко закрываться и сниматься.
Для изготовления «домашних» кирпичей понадобятся:
- контейнер для замеса раствора (глины);
- тощая и жирная глина;
- совковая лопата;
- солома;
- вода;
- формы;
- металлический шпатель.
Сам процесс изготовления выглядит следующим образом:
- В контейнер высыпаются два вида глины и измельченная солома. Пропорция компонентов должна равняться 1:1:5. Далее добавляется вода, и полученную смесь замешивают лопатой до однородной консистенции. Тут сразу стоит отметить, что от качества измельчения и просушки соломы зависит прочность получаемого изделия. Лучше всего для этих целей подойдет пшеничная солома, точнее ее стебли.
- Далее полученной смесью заполняются формы. Но их надо изначально смочить с внутренней стороны водой, а затем присыпать цементом или мелкой пылью. Такая обработка поверхности поможет в дальнейшем без труда вытаскивать готовые изделия.
Раскладывая раствор по формам, его необходимо утрамбовывать, для того чтобы кирпич имел правильную геометрическую форму. Лишнюю смесь, выступающую за края, снимают при помощи шпателя. После этого закрывают верхнюю крышку. По прошествии некоторого времени ее снимают, саму форму переворачивают и вынимают изделие. Но такую процедуру необходимо выполнять на какой-либо поверхности, чтобы кирпич лежал на плоскости.
Чем резать шамотный блок?
Для изготовления шамотных блоков нестандартных размеров на производствах используются камнерезные станки, обеспечивающие качественную резку в больших объемах и оснащенные системой подачи воды для охлаждения диска и предотвращения появления шамотной пыли.
В домашних условиях камнерезный станок – роскошь. Поэтому, для резки шамотного кирпича потребуется погрузить блок в холодную воду на 20 минут, а затем резать при помощи обычной болгарки, используя алмазный, отрезной или абразивный диск. Влага, впитавшаяся в кирпич, обеспечит легкую резку и отсутствие пыли. Перед тем как взять в руки болгарку настоятельно рекомендую ознакомиться с этой статьей >>>
Технология производства обожженного кирпича
Типовые размеры строительных кирпичей.
Хотелось бы сразу предупредить, что изготовление кирпича-сырца — это трудоемкий процесс. Поэтому не каждый сможет с этим справиться.
Обжиг включает в себя три процесса:
- прогревание;
- обжиг;
- охлаждение.
Несколько слов о каждом процессе в отдельности:
- Обжиг.
Для того чтобы прогреть и обжечь такой тип кирпича, можно использовать металлическую бочку (объем 200-250 л). Для этого у нее вырезается днище. Ее устанавливают на железную печку, у которой отсутствует верх. Этот процесс осуществим и на обыкновенном костре. Только для этого надо подготовить яму глубиной в 0,5 м. Сама бочка укрепляется над ней на ножки, высота которых должна приравниваться 0,2 м. Такая установка поможет равномерно прогреть изделие.
Заготовки укладывают слоями, оставляя между каждым кирпичом небольшое пространство до заполнения. После этого сверху она накрывается крышкой из металла. Она будет препятствовать попаданию холодного воздуха, оставляя внутри постоянную высокую температуру.
Для того чтобы температура обжига была постоянной, огонь под бочкой должен гореть беспрестанно на протяжении 20 часов. Но тут сразу стоит оговориться, что длительность может быть больше или меньше. Все зависит от качеств используемой глины, поэтому изначально рекомендуется сделать несколько проб, чтобы установить точную продолжительность обжига.
Последовательность действий при кладки кирпича: А — ложковый ряд, Б — тычковый ряд.
Обжиг способствует тому, что из глины уходит вся вода, при этом карбонаты частично теряют свою связь. Происходит сгорание всех органических примесей. Бочка позволяет равномерно прогреть все заготовки, находящиеся внутри нее.
Под воздействием температуры (для легкоплавкой — 800-1000° С, для тугоплавкой — 1100-1200° С) глина за счет спекания переходит в новую структуру — керамику.
- Охлаждение.
Этот процесс тоже производится в бочке, но делится на несколько этапов. В первую очередь крышку нельзя открывать. Сама температура регулируется путем уменьшения подачи топлива. Она должна опускаться медленно (вплоть до отметки в 650° С). После этого показателя процесс ускоряется, а уже через 6 часов крышку можно снять.
На этом этапе необходимо приложить максимум усилий и терпения, так как если обожженный кирпич будет поддаваться перепадам температуры, то глина даст трещину.
Чтобы проверить качество готового продукта, его разламывают на половины. Если внутри цвет однородный, а структура везде имеет сходную консистенцию, то кирпич изготовлен правильно. Далее части заливаются водой. В процессе размокания кирпича наблюдается: появится ли на разломе расхожесть оттенков. Если половины не размоются, то такой материал вполне пригоден для строительства.







https://youtube.com/watch?v=XI4w7tJsrh4
Примеры использования

Применяются данные изделия для формирования элементов, которые изолируют открытое пламя и защищают конструкцию от разрушения. Огнеупорный кирпич используется для облицовки внутренних стенок бытовых печей, дымоходных каналов, каминов и труб. Процесс его укладки называется футерованием. Именно поэтому кирпич еще иногда называется футеровочным.
Описываемый в статье строительный материал подходит для возведения стационарных наружных сооружений мангалов и барбекю. Шамот предназначен еще и для облицовки топочных камер отопительных котлов и твердотопливных водогрейных установок.
Обжиг
Печь начинают топить соломой, хворостом и затем дровами.
Первая стадия – сушка. Это самая ответственная стадия.
Топить следует неинтенсивно, используя низкокалорийное топливо (отходы древесины), до тех пор, пока кирпич не избавится от внутренней влаги. Наличие влаги в кирпиче определяется наличием конденсата в верхних рядах.
Просушку можно считать законченной, если опущенный на пару минут в печь железный штырь не будет запотевать. При определенном опыте, наличие влаги можно определить рукой, поместив ладонь над выходящими газами.
Процесс сушки обычно занимает до 12 часов.
После того как будет установлено, что остаточная влага удалена, огонь постепенно усиливают, доведя кирпич до темно-красного цвета (наблюдая по своду). Подогрев длится до 9 часов, затем переходят на большой огонь до выхода огня наружу.
 Увеличение тепла производится только увеличением подачи топлива. Если по какой-либо причине пламя начинает выбиваться из какого-либо места, это место сразу засыпают землей.
Увеличение тепла производится только увеличением подачи топлива. Если по какой-либо причине пламя начинает выбиваться из какого-либо места, это место сразу засыпают землей.
Когда в верхней части печи появится огонь (900-950°C) – верхние ряды светло-красного цвета, а нижние – желтого, печь “ставят на остывание”. Для этого топочное отверстие закладывают кирпичом и обмазывают глиной, а на верх печи насыпают сухую землю, кирпичную пыль или сухой песок слоем 10-15 см.
Температурный режим обжига характеризуется четырьмя этапами:
- Сушка: температура 20-90°С, время 10-13 часов.
- Подогрев: температура 90-600°С; время 8-10 часов.
- Обжиг: температура 600-1000°С; время 10-12 часов.
- Остывание: температура 1000-50°С; время 7-10 часов.
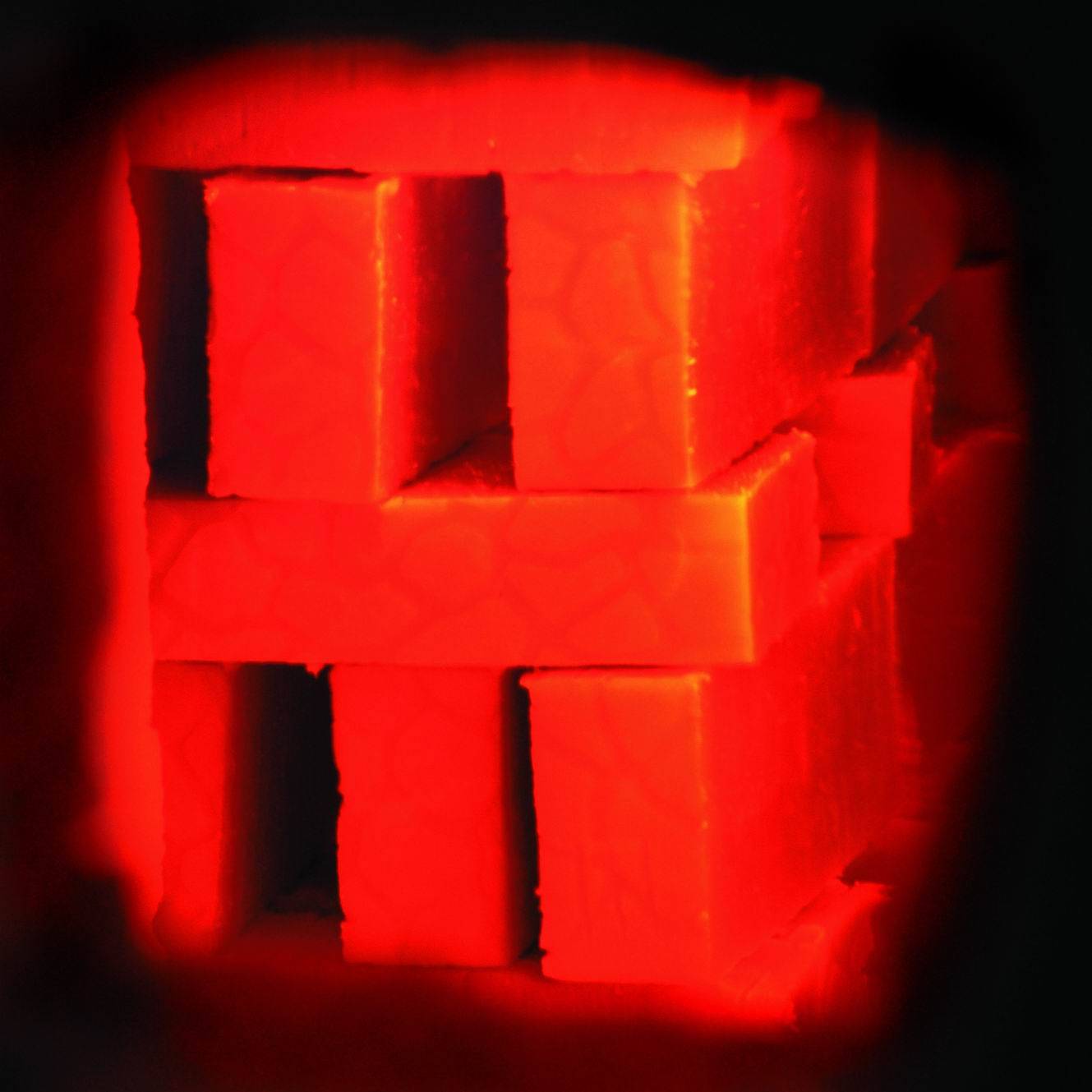
Контроль температуры обжига в печи производится визуально по цвету свода:
- Темно-красный, видимый в темноте – 450-500°С.
- Темно-красный – 600-650°С.
- Вишнево-красный – 700°С.
- Светло-красный – 850°С.
- Желтый – 950-1000°С.
- Белый – 1200°С – ПЕРЕЖОГ!
Раньше для получения качественного кирпича, печь выдерживали в закрытом состоянии до недели и лишь потом приступали к охлаждению. Это давало отличные результаты, так как снятие термических напряжений происходило очень медленно.
Практически же достаточно выдержать 7-10 часов.
Охлаждение печи начинают пробивкой в топке малого отверстия – величиной с куриное яйцо, через час отверстие увеличивают вдвое, еще через час – уже вчетверо. Таким образом, через 6 часов можно открыть топочную дверку и ждать полного остуживания печи.
После остуживания разбирается передняя стенка печи и производится разделка садки, начиная с верхних рядов. После разборки, сортировки и выбраковки качественный кирпич складывают штабелем плотно друг к другу.
Недообожженный складывают отдельно и в будущем применяют в неответственных конструкциях для перегородок или в верхних рядах кладки.
Визуальное определение качества кирпича. Причины брака.
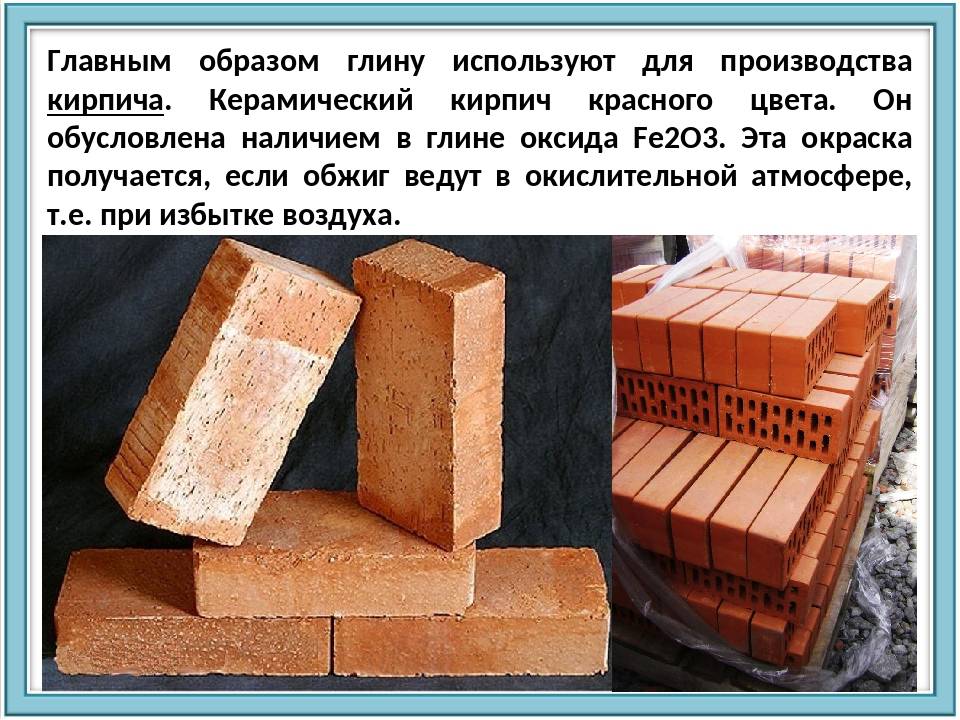
Правильно обожженный кирпич – однородного оранжево-красного цвета. Он имеет правильную форму с прямыми ребрами и ровными поверхностями. При ударе металлическим молотком издает чистый звук.
Недообожженный – имеет более светлый цвет, неоднороден на изломе. При ударе издает глухой звук (причина – недостаточная температура или время обжига).
Пережженный – имеет темно-серый или сине-черный цвет, часто со следами оплавления по поверхности. При ударе издает высокий звук. Образуется при чрезмерно высокой температуре обжига.
Повреждение углов и ребер изделия – результат небрежной переноски, транспортировки или неосторожной укладки изделий в печи. Деформация изделия – недосушенность перед укладкой в печь
Деформация изделия – недосушенность перед укладкой в печь.
Мелкие трещины образуются при слишком быстром нагревании или охлаждении печи.
О том, как определить качество глины для изготовления сырца, читайте здесь.
Крупные трещины и сквозное растрескивание изделия – результат неправильного соотношения глины и песка, плохого качества глины, нарушения режима сушки и обжига.
Черный кирпич получается из-за недостатка воздуха или из-за плохой его циркуляции в печи.
Белые пятна на готовом изделии – следствие неправильной просушки (пересушка).
Силикатный
Сырье
Сырьем для его производства служат кварцевый песок и известь. В качестве опциональных добавок для увеличения механической прочности могут присутствовать глиняный солевой или алюмощелочной шлам и зола.




На фото – двойной силикатный кирпич М 150.
Состав
Каков химический состав силикатного кирпича? Разберем его компоненты.
Кварцевый песок
- Большую его часть (90-95%) составляет SiO2 – все тот же кремнезем.
- Глинозем (Al2O3) составляет 3-4% массы.
- Остальное – присутствующие в долях не больше полутора процентов Na2O, K2O, MgO, Fe2O3 и CaO. Иногда в состав песка входит двуокись титана TiO2.
Известь
Она выступает в роли связующего.
Каков состав?
- Углекислый кальций CaCO3 образует большую часть массы известняка – 96 – 100%.
- Углекислый магний MgCO3 может составлять до 2% массы.
- В том же количестве – не больше 2% – могут присутствовать глинистые примеси – хорошо знакомые нам глинозем и кремнезем.
Производство
Известь измельчается; затем она перемешивается с песком и небольшим количеством воды, после чего выдерживается до полного гашения.
Следующий этап – формовка. Пресс под большим (до 200 кг/см2) давлением создает из рассыпчатой массы будущий кирпич, который сразу же отправляется на пропарку. В автоклаве при давлении в 8-10 атмосфер и температуре 180-20 градусов перегретый пар придает изделию стабильность: известь связывает частицы песка в единое целое.
В следующие 10-15 дней готовый кирпич хранится в складских условиях. Инструкция по столь длительному хранению связана с длительностью процессов карбонизации: изделия набирают прочность и водостойкость.
Производство силикатного кирпича

Технологический процесс изготовления силикатного кирпича включает основные этапы:
1. Подготовка и приготовление смеси начинается с дозировки основных компонентов

На каждом отдельном предприятии доля извести в составе смеси может варьироваться от 6 до 8 %. Перед формированием силикатной массы известь проходит контроль на активность, а на бункерных весах осуществляется отваживание необходимого количества песка. Для окончательной подготовки смеси используется вода, которая позволяет завершить реакцию гашения извести и сформировать силикатную массу, пластичную, легко подвергающуюся формированию готовых товаров.
Известково-песчаную смесь готовят двумя методами:
- барабанным способом;
- силосным способом.
2. Прессование кирпича-сырца – многоуровневый и сложный технологический процесс

В результате прессования происходит уплотнение смеси до однородной силикатной массы.
Полусухое прессование кирпича-сырца осуществляется в такой последовательности действий:
- наполнения прессовых коробок приготовленной смесью;
- прессования сырца;
- передвижения сырца на поверхность стола;
- снятия кирпича-сырца со стола;
- помещение сырца на запарочные вагонетки.




