

Плазморезы с ЧПУ
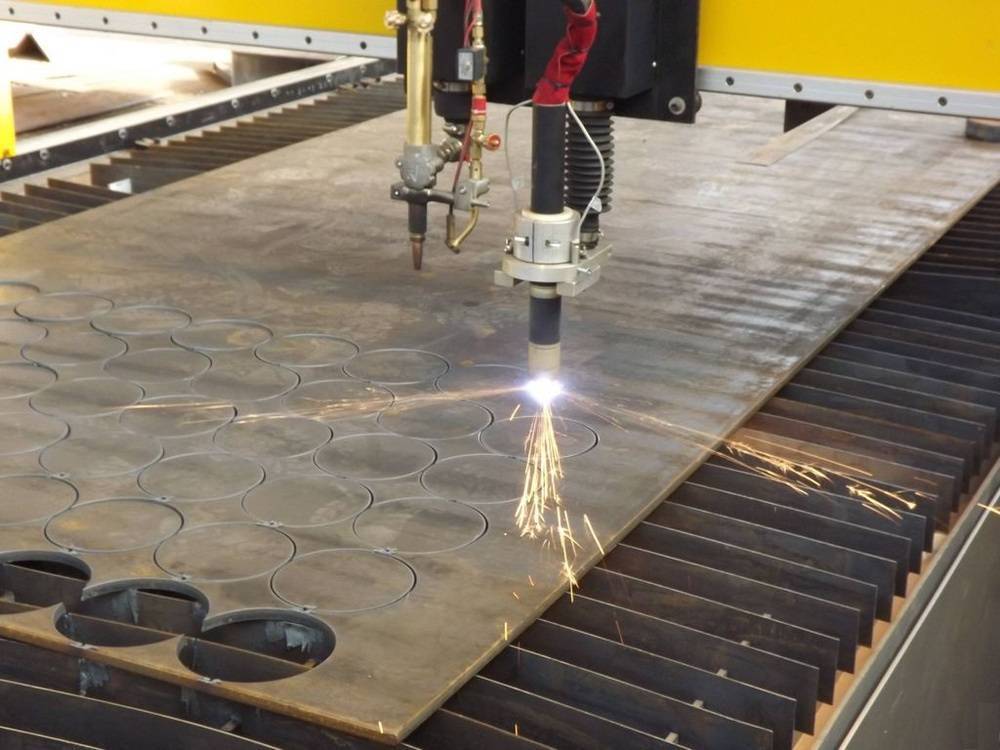
Среди оборудования для реза плазмой автоматизированные станки, работающие на программном обеспечении – востребованная технология во многих промышленных сферах. С их помощью изготавливаются элементы металлоконструкций для строительства, узлы и механизмы для машиностроения, комплектующие для сельскохозяйственной техники, дверные группы, стеллажи.
Как работает плазморез на программном обеспечении?
Модельный ряд плазменных ЧПУ-станков может отличаться типом, схемой, подачей, обрабатываемого материала. Но все они имеют общие элементы.
- Система, подающая газ в плазмотрон;
- Раскроечный стол укомплектован поворачиваемой поверхностью.
- Система креплений на магнитах и устройство, передвигающее режущий инструмент.
- Контролирующий датчик высоты горелки над заготовкой.
- Рельса из профиля с зубчатыми рейками.
- Система числового программного управления.
Принцип функционирования оборудования прост, состоит в следующем алгоритме:
Воздушный поток поступает на резак с давлением. Он соприкасается с электродом получает температуру до 3000. Ионизированный воздух становится электропроводным. Металлопрокат плавится от контакта, а отрезанный под давлением кусок отбрасывается.
Для работы станка составляется программа, вводятся параметры. Станок без оператора или с его минимальным участием выполняет необходимые действия.
Рез плазмой на чпу-станках имеет ряд эксплуатационных преимуществ:
- все операции по резу металлических листов при условии сложности конфигурации проводятся точно по заданным параметрам и имеют абсолютную точность;
- низкое потребление электричества;
- работа станка не требует производственных издержек, что позволяет повысить рентабельность производства;
- высокая производительность;
- ЧПУ-станки могут выполнять работы по раскрою листов разного металлопроката, сталей низколегированных и углеродистых, чугуна 0,5 – 150 мм делая срез качественным и чистым при отсутствии дополнительных операций по зачистке торцов;
- безопасность работы станка – отсутствие выхода газа, огня;
- опция по определению толщины обрабатываемого металлического листа;
- простота в эксплуатации и обслуживании.
Минусов у плазмозеров с ЧПУ нет. Единственный недостаток – не возможность проводить раскрой высоколегированных металлических листов, толщина которых больше 100 мм и титана.

Особенности резки плазмой на станках с ЧПУ
Применяя станки-чпу, необходимо учитывать технические характеристики оборудования, химический состав смесей, размеры изделий, нюансы обработки.
При маленькой толщине металлопроката (до 10мм) хватит температуры, которую имеет маломощная дуга плазмы. При большей толщине заготовки, производят раскрой, дополнительно выполнив стабилизацию дуги. Если толщина материала превышает 10 сантиметров нужно оборудование, которое будет формировать дугу с высоким воздействием.
Также имеет значение вид источника. Тонколистовая сталь (6мм) обрабатывается малым током. При обработке листов, толщина которых более 1,2 см, применяются источники с высоким током. При слабом же источнике, срез будет зашлакованным.
Не менее важен выбор химсостава для обработки заготовок. Это смеси, в которых есть аргон, водород и азот. Так для медных сплавов чаще используется водород, для латуни и алюминия применяют азот с водородом.
Также нужно учитывать, что для получения качественного реза необходимо применять кислород.
Стол станка должен быть оборудован системой дымоудаления и металлических отходов.
Рез контролирует ЧПУ-блок, а программное обеспечение следит за укладываемыми металлическими листами на рабочий стол, выдавая оптимальный режим. Также программное обеспечение делает расчет времени, количества элементов, выполняет отчет.
Востребованы следующие типы плазморезов:
- со стационарным размещением. Это аппараты консольного, шарнирного, портального типа, режущие металл плазмой;
- переносные (мобильные) модели, выполняющие такую же функцию – рез металла плазмой, которые оснащены системой числового программного управления.

Как работает плазменная резка
устройство плазменной резки
Плазма представляет собой ионизированный газ, который обладает электропроводностью и содержит в себе заряженные частицы. В качестве плазмообразующих могут использоваться активные газы (кислород или смесь газов — воздух) и неактивные газы (водород, аргон, азот). Их нагревание и ионизация при помощи дугового разряда происходят в плазмотроне. Чем выше поднимется температура газа, тем больше он будет ионизирован. Температура плазменного потока достигает до 6000 градусов по Цельсию.
Чтобы осуществить плазменную резку пластин металла, сперва нужно их надежно закрепить на станке. Затем между обрабатываемым материалом и форсункой происходит короткое замыкание, в результате которого зажигается электрическая дуга. Чтобы зажечь основную дугу, может использоваться дежурная. Она образуется при помощи осциллятора и имеет силу тока 25-60 А. Затем под большим давлением в сопло подается газ, который под воздействием электричества превращается в плазму, которая выходит из аппарата со скоростью 500 – 1500 м/с. Технология плазменной резки металла предполагает, что металл в области разреза расплавляется и выдувается во время перемещения резака.
плазмотрон
Знаете ли вы, что принцип плазменной резки металла несколько отличается для каждой из ее разновидностей? Это обстоятельство стоит учитывать, так как грамотный подбор инструментов и материала – залог энергоэффективности проводимых работ.
- При ручной резке плазменной струей электрод и детали сопла, даже если источник питания отключен, соединены. Если нажать триггер, через этот контакт пойдет постоянный ток, который также запустит поток плазменного газа. Электрод и сопло разомкнутся только тогда, когда давление плазменного газа будет оптимальным. Затем возникнет электрическая искра, и под действием высоких температур образуется плазма. Электрический ток переместится на контур, охватывающий электрод и разрезаемый металл. Если триггер отпустить, подача тока и воздуха прекратится.
- При высокоточной резке плазменной струей электрод и детали сопла не соприкасаются. Для их изоляции предназначен завихритель. Когда включается источник тока, начинается предварительная подача газа в плазмотрон. Вспомогательная дуга в это время служит для питания сопла (подключение к «+» потенциалу) и электрода (подключение к «-» потенциалу). Затем вырабатывается высокочастотная искра, и ток от электрода к соплу идет уже через образованную плазму. Плазменная струя начинает разрезание металла, и контур тока переходит от электрода на обрабатываемую поверхность. После этого источник тока устанавливает оптимальную силу тока, происходит регулировка потока газа.
Зная, как работает аппарат плазменной резки, а также специфику работ, которые вам предстоят, можно собрать устройство плазменной резки своими руками, благо инструкции для этого широко представлены на просторах интернета. Наиболее подходящий для преобразования механизм — сварочный инвертор. Бытовым плазморезом можно не только разрезать металл, но и произвести плазменную сварку.
Выбор оборудования для резки металла
Выбирать плазморез нужно исходя их конкретных нужд – марок и толщин материалов, которые предполагается резать. Если плазменный аппарат нужен для ручной резки струей плазмы металлов небольшой толщины, вполне подойдут экономичные инверторные модели. Единственный их минус – невысокая ПВ (продолжительность включения), т.е. при 10-минутном рабочем цикле они работают от 4 до 6 минут (в зависимости от вида) на максимальной мощности, а остальные 6-4 минуты они остывают. Несоблюдение этого параметра может привести к перегреву и выходу из строя.
Для резания толстого металлопроката в течение длительного времени лучше покупать станки трансформаторного типа. Они имеют ПВ до 100 %, поэтому могут непрерывно работать на протяжении нескольких смен. Следует учитывать, что большинство моделей имеют большой вес и габаритные размеры, однако могут быть оборудованы специальными колесиками для перемещения по цеху.

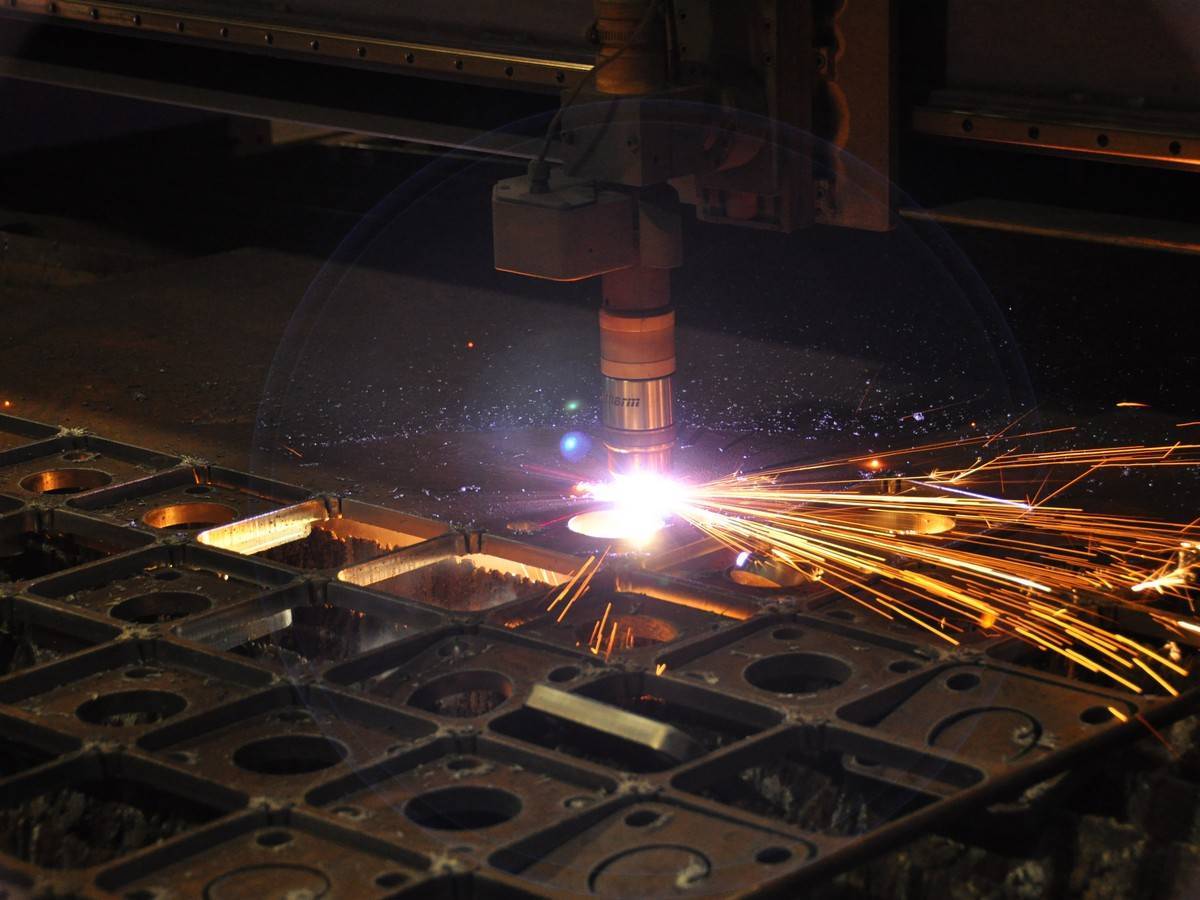
Процесс плазменной резки толстого металла
Особое внимание надо уделить мощности оборудования для ручной плазменной резки, поскольку этот параметр определяет предельную толщину обрабатываемых заготовок
Здесь важно знать принцип расчета рабочего тока на 1 мм толщины – для нержавеющих и конструкционных сталей он равен 4 А. Это значит, что для резания материала толщиной 20 мм аппарат должен иметь мощность не менее 80 А
Однако лучше, чтобы был небольшой запас
Это значит, что для резания материала толщиной 20 мм аппарат должен иметь мощность не менее 80 А. Однако лучше, чтобы был небольшой запас.









Производители плазменных аппаратов
Сегодня источники питания для ручной плазменной резки выпускаются разными производителями. Модели зарубежного производства стоят гораздо дороже по сравнению с отечественными аналогами. Но при этом купить надежный и высокопроизводительный аппарат российского производства вполне реально.
Компания ПУРМ производит недорогое оборудование, предназначенное для интенсивной эксплуатации в жестких климатических и производственных условиях. Оно отличается хорошей производительностью, длительным эксплуатационным ресурсом, отличной ремонтопригодностью. Ассортимент производителя позволяет выбрать модель для любых бытовых или производственных нужд.

Оборудование марки ПУРМ для ручного раскроя
Стоимость
Цены на станки зависят в основном от технических параметров и назначения:
- Для бытовых нужд можно купить относительно недорогой инвертор от 22-23 тыс. рублей.
- Стоимость инверторных моделей профессионального типа (с ПВ 80 %) начинается от 115 тыс. руб.
- Расценки на более мощные трансформаторные устройства для ручной плазменной резки заготовок большой толщины составляют от 240 тыс. руб.
Точность и скорость порезки
 Как и во время любого иного способа термической обработки, при плазменной порезке происходит некоторое оплавление металла, что сказывается на качестве реза. Есть и иные особенности, являющиеся характерными для данного способа. А именно:
Как и во время любого иного способа термической обработки, при плазменной порезке происходит некоторое оплавление металла, что сказывается на качестве реза. Есть и иные особенности, являющиеся характерными для данного способа. А именно:
- Оплавление краев — вне зависимости от того, какие режимы обработки материала применяются, и от профессионализма мастера, который производит работы, не получается избежать незначительного оплавления поверхности во время самого начала проведения работ.
- Конусность — с учетом производительности установки и профессионализма мастера конусность может варьироваться в пределах 4−12 градусов.
- Скорость проведения работ — обычная порезка металла при помощи плазматрона производится быстро и с невысоким расходом электроэнергии. Согласно ГОСТ и техническим характеристикам ручного оборудования, скорость плазменной резки составляет не больше 6500 мм/мин.
- Характеристики реза — скорость и качество реза будут зависеть от того, какие конкретно операции требуется произвести. Таким образом, разделительный разрез с низким качеством делается быстрее всего, причем в основном ручные установки могут резать металл до 65 мм. Для фигурной обработки деталей возможна толщиной материала до 45 мм.
От уровня профессионализма мастера значительно будет зависеть качество проведения работ. Точный и чистый рез с минимальным отклонением от требуемых размеров может сделать лишь работник с профильным образованием. Без необходимой подготовки сделать фигурную порезку вряд ли выйдет.
Технология плазменной сварки и резки металла
Для нагрева деталей используется плазма – ионизированный газ, полученный в результате работы электрической дуги под повышенным давлением. Небольшая плазменная горелка (плазмотрон) показана на рисунке ниже. По нему можно примерно оценить практические параметры плазменного факела:
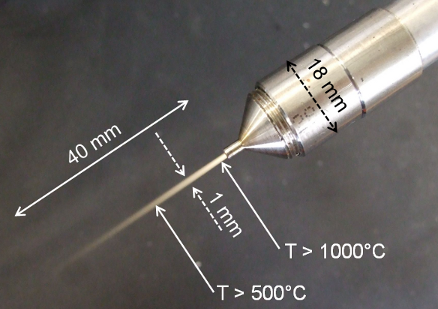 Плазменная горелка (плазмотрон)
Плазменная горелка (плазмотрон)
Плазмотрон позволяет как резать, так и сваривать любые известные в природе металлы и неметаллы, если только для этого нет серьезных фундаментальных физических или химических препятствий (адгезия, реакционная способность и т.п.).
В чём заключается сущность плазменной сварки
На поверхность металла в области шва направляется струя плазмы из плазмотрона – специальной горелки, в которую подается рабочий газ. Может быть использован еще и защитный газ для создания химически нейтральной среды. Тепловая энергия вся сосредоточена в тонкой струе плазмы и нагрев ванны происходит в только в области сварки.
Температура в этой области очень высокая, может достигать 10000-15000 градусов. Благодаря теплопроводности металла она быстро снижается до в узкой области шва. Если при этом область шва защищена инертной или восстановительной средой, (а часто и тем и другим), то в результате можно получить очень точный и качественный шов.
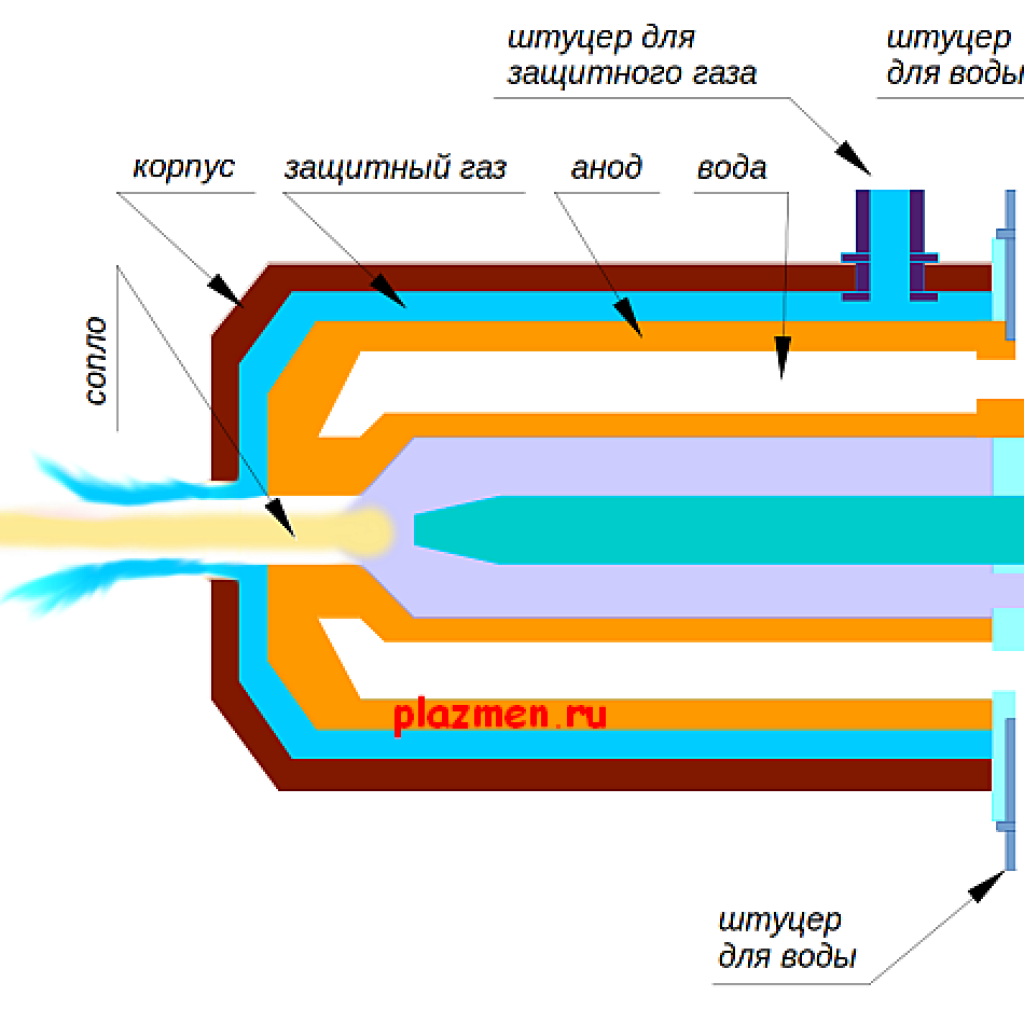 Разрез работающей плазменной горелки
Разрез работающей плазменной горелки
Диаметр сопла на рисунке показан намного больше в пропорции, чем есть на самом деле, для наглядности.
Корпус горелки изготавливается из стали, анод – из чистой меди. Анод имеет полость, которая омывается охлаждающей водой. В полость между анодом и катодом подается рабочий газ под давлением 2-5 бар, который питает дуговой разряд.
Поскольку при плазменной сварке не происходит лишнего прогрева металла, то и остывание шва происходит быстро, что иногда нежелательно. Поэтому процесс сварки может включать дополнительные операции: например, предварительный подогрев или даже работа несколькими горелками при автоматизированной сварке.
Эксплуатационные преимущества аппарата
Почему ведущие крупномасшатбные предприятия и профессиональные мастера приобретают именно станки плазменной резки металла с ЧПУ и отказываются от лазерной, гидроабразивной и традиционной газокислородной технологий? Всё это благодаря уникальным эксплуатационным преимуществам:
- плазма на станке позволяет резать металл идеально ровно и точно, при этом на месте среза не остаются наплыв, грат и другие дефекты. Кромка после плазменной резки не нуждается в дополнительной обработке;
- зона реза не нагревается сильно, термическое воздействие совсем небольшое, благодаря чему исключается деформация даже очень тонкого металла;
- безопасность при работе и минимальный уровень загрязнения окружающей среды;
- возможность работы практически с любыми металлами (чугун, алюминий, нержавейка, титан и т. д.). При смене материала для резки нужно всего лишь выставить нужную мощность и давление воздуха, нет необходимости менять плазмотрон;
- производительность плазменных агрегатов выше в разы, чем, например, у газокислородных;
- невосприимчивость к поверхности металла (она может быть загрязнена, с элементами ржавчины или даже покрашена);
- расширенные возможности для нормирования технологических процессов.
Экономическая составляющая зависит от ряда факторов, среди которых толщина и вид металла. Покупка станка оправдана при постоянной работе:
- с алюминием, включая сплавы на его основе (до 12 см);
- меди (до 8 см);
- легированных и углеродосодержащих сталей (до 15 см);
- чугуна (до 9 см).
В плане этих задач плазма лидирует даже в сравнении с лазерными станками. Хотя стоит заметить, что с тонкими металлами и сложными фигурными вырезами лазер справляется лучше. А для особо толстых (до 500 мм) больше подходит кислородная технология. Зато лазер режет медленней и плохо справляется с алюминием и нержавейкой, а, например, водно-абразивные приборы стоят дорого и не могут работать с ржавеющими металлами.
У всех есть свои преимущества и недостатки. И мало какой производственный объект будет оснащать цеха станками нескольких типов. Т.е. плазменное оборудование – наиболее оптимальное и универсальное решение.
Для решивших купить станок плазменной резки металла с ЧПУ цена – не главный критерий. А она, кстати, очень даже немаленькая, особенно для портальных установок (но обычно ниже лазерных). Всё же решающим фактором для многих является производительность и качество реза, от которых напрямую и зависит окупаемость оборудования. Соответственно, учитывая качественные характеристики, продуктивность и экономность, цену также можно отнести к преимуществам.
Техника плазменной резки металла
Плазменная резка экономически целесообразна для обработки:
- алюминия и сплавов на его основе толщиной до 120 мм;
- меди толщиной до 80 мм;
- легированных и углеродистых сталей толщиной до 50 мм;
- чугуна толщиной до 90 мм.
Резак располагают максимально близко к краю разрезаемого металла. После нажатия на кнопку выключателя резака вначале зажигается дежурная дуга, а затем режущая дуга, и начинается процесс резки. Расстояние между поверхностью разрезаемого металла и торцом наконечника резака должно оставаться постоянным. Дугу нужно направлять вниз и обычно под прямым углом к поверхности разрезаемого листа. Резак медленно перемещают вдоль планируемой линии разреза. Скорость движения необходимо регулировать таким образом, чтобы искры были видны с обратной стороны разрезаемого металла. Если их не видно с обратной стороны, значит металл не прорезан насквозь, что может быть обусловлено недостаточным током, чрезмерной скоростью движения или направленностью плазменной струи не под прямым углом к поверхности разрезаемого листа.
Для получения чистого разреза (практически без окалины и деформаций разрезаемого металла) важно правильно подобрать скорость резки и силу тока. Для этого можно выполнить несколько пробных разрезов на более высоком токе, уменьшая его при необходимости в зависимости от скорости движения
При более высоком токе или малой скорости резки происходит перегрев разрезаемого металла, что может привести к образованию окалины.
Плазменная резка алюминия и его сплавов толщиной 5-20 мм обычно выполняется в азоте, толщиной от 20 до 100 мм – в азотно-водородных смесях (65-68% азота и 32-35% водорода), толщиной свыше 100 мм – в аргоно-водородных смесях (35-50% водорода) и с применением плазматронов с дополнительной стабилизацией дуги сжатым воздухом. При ручной резке в аргоно-водородной смеси для обеспечения стабильного горения дуги содержание водорода должно быть не более 20%.
Воздушно-плазменная резка алюминия, как правило, используется в качестве разделительной при заготовке деталей для их последующей механической обработки. Хорошее качество реза обычно достигается лишь для толщин до 30 мм при силе тока 200 А.





![Плазменная резка металла [принцип работы, видео, технология]](https://amg-cement.ru/wp-content/uploads/8/9/1/891c7ef4a96dacdcc032296e3e3bb767.jpeg)

Плазменная резка меди может осуществляться в азоте (при толщине 5-15 мм), сжатом воздухе (при малых и средних толщинах), аргоно-водородной смеси. Поскольку медь обладает высокой теплопроводностью и теплоемкостью, для ее обработки требуется более мощная дуга, чем для разрезания сталей. При воздушно-плазменной резке меди на кромках образуются легко удаляемые излишки металла (грат). Резка латуни происходит с большей скоростью (на 20-25%), с использованием таких же плазмообразующих газов, что и для меди.
Плазменная резка высоколегированных сталей эффективна только для толщин до 100 мм (для больших толщин используется кислородно-флюсовая резка). При толщине до 50-60 мм могут применяться воздушно-плазменная резка и ручная резка в азоте, при толщинах свыше 50-60 мм – азотно-кислородные смеси.
Резка нержавеющих сталей толщиной до 20 мм может быть выполнена в азоте, толщиной 20-50 мм – в азотно-водородной смеси (50 % азота и 50 % водорода). Также возможно использование сжатого воздуха.
Плазменная резка низкоуглеродистых сталей наиболее эффективна в сжатом воздухе (особенно для толщин до 40 мм). При толщинах свыше 20 мм разрезание может осуществляться в азоте и азотно-водородных смесях.
Для резки углеродистых сталей используют сжатый воздух (как правило, при толщинах до 40-50 мм), кислород и азотно-кислородные смеси.
Таблица. Ориентировочные режимы воздушно-плазменной резки металла
| Разрезаемыйматериал | Параметры режима | ||||||
| Толщина(мм) | Диаметрсопла(мм) | Силатока(А) | Напряже-ние (В) | Расходвоздуха(л/мин) | Скоростьрезки(м/мин) | Средняяширинареза(мм) | |
| Алюминий | 5-15 | 2 | 120-200 | 170-180 | 70 | 2-1 | 3 |
| 30-50 | 3 | 280-300 | 170-190 | 40-50 | 1,2-0,6 | 7 | |
| Медь | 10 | 3 | 300 | 160-180 | 40-60 | 3 | 3 |
| 20 | 1,5 | 3,5 | |||||
| 30 | 0,7 | 4 | |||||
| 40 | 0,5 | 4,5 | |||||
| 50 | 0,3 | 5,5 | |||||
| 60 | 3,5 | 400 | 0,4 | 6,5 | |||
| Сталь12Х18Н10Т | 5-15 | 3 | 250-300 | 140-160 | 40-60 | 5,5-2,6 | 3 |
| 10-30 | 160-180 | 2,2-1 | 4 | ||||
| 31-50 | 170-190 | 1-0,3 | 5 |
Преимущества ручного плазмореза
Когда речь заходит о резке металла, многие традиционно делают выбор в пользу болгарки, пилы по металлу и газорезке. Это объясняется низкой ценой инструмента, простотой в эксплуатации и относительно неплохим качеством конечного продукта. Но те, кто однажды взял в руки плазменный резак, вряд ли в будущем снова обратятся к механической резке. Давайте рассмотрим основные преимущества плазмореза:
- Срез высокого качества;
- Не нужны подготовительные работы;
- Вы не рискуете искривить заготовку;
- Возможность делать изделия любой геометрической формы;
- Широкий диапазон металлов для резки;
- Скорость резки;
Ниже мы рассмотрим каждый из пунктов подробнее:
- Высококачественный срез. Болгарка оставляет множество заусенцев и диском в ряде случаев невозможно сделать ровный срез. Тогда мы обращаемся к автоматической пиле по металлу, но проблема не решается. Газорезка не спасает, ведь после нее приходится исправлять множество наплывов. Аппарат для плазменной резки не оставляет ни заусенцев ни окалин. После плазмы редко требуется доработка
- Отсутствие необходимости в подготовительных работах. Резать болгаркой металл со следами краски или ржавчины — сомнительное удовольствие. Мелкие осколки травмируют кожу, а пыль и грязь не дают следить за качеством среза. В то же время, принцип работы плазмореза таков, что подготовительные работы не требуются вовсе.
- Минимальный риск искривить заготовку. Плазма, как и механическая резьба, разогревает металл. Но поверхность нагревается лишь в очень малом радиусе от линии среза. Металл остается жестким и риск искривить изделие минимален.
- Отсутствие ограничений в геометрических решениях. Болгаркой сложно сделать фигурный вырез за счет геометрии диска. Резка металла плазморезом чем-то похожа на работу с фрезой. Поэтому, он легко справляется там, где нужна фигурная резка. Например, в декоративной металлообработке.
- Возможность работы практически с любым металлом. Механическим способом легко резать мягкие металлы, такие как медь или аллюминий. Немного сложнее — сталь и чугун. И практически невозможно резать твердые металлы, такие как титан. Плазма легко справляется с любыми металлами и сплавами.
- Высокая скорость обработки изделия. При резке металла толщиной до 10 миллиметров, преимущества плазмы не так очевидны. Но в случае обработки металлов большей толщины, скорость резки, по сравнению с механическим способом возрастает до 10 раз.
Конечно, говоря о преимуществах, нельзя оставлять в тени и недостатки. Их меньше, но о них также необходимо знать.
https://youtube.com/watch?v=1kYKSWxfxzU
https://youtube.com/watch?v=wrK8Qy5orPI
Критерии качества плазменной резки металла
Классификация видов термической резки, габариты деталей и качество обработки установлены европейским регламентом EN ISO 9013 «Термическая резка».
Этот стандарт касается любых материалов, которые можно разделить плазмой, кислородом или лазером. Но при плазменной резке металла станками с ЧПУ или ручным оборудованием толщина должна быть в пределах от 1 до 150 мм.
Грат в нижней части реза и брызги в верхней части.
После плазменной резки металла на поверхности снизу можно увидеть затвердевшие частички самого металла и его оксида. Это грат. Брызги же обычно остаются на верхней кромке заготовки, обработанной плазмой. Грат образуется под воздействием множества факторов. К примеру, на его формирование могут повлиять определенная скорость резки, удаленность резака от обрабатываемой поверхности, сила тока, напряжение, выбор газа и самого метода резки металла плазмой.
Появится грат или нет, может зависеть также и от самого материала, его геометрических параметров, качества поверхности и скачков температуры в ходе процесса. Если скорость разделения металлов будет слишком низкой или, наоборот, высокой, тоже может сформироваться избыточный металл. Скорее всего, его не будет, если выбрать среднюю скорость. Также не допустить появления грата помогут правильно подобранный газ и технология резки.
Угловое отклонение.
При выполнении плазменной резки разные температуры в дуге способствуют тому, что поверхность реза получается под небольшим углом. За счет того, что вверху реза нагрев был сильнее, материал там расплавился в большей степени, чем в нижней части. Но чем лучше была обжата дуга, тем менее заметным будет угловое отклонение. На последнее также влияют расстояние от резака до поверхности и скорость резки. Стандартное разделение материала плазмой предполагает, что с двух сторон угол резки равен 4–8°.
Обрабатываемые заготовки будут иметь общие края реза, если угол резки станет меньше 1°. Достичь такого результата позволяет технология плазменного разделения с повышенным обжатием.
На практике специалисты по плазменной резке придерживаются правила, согласно которому ширина реза должна соответствовать 1,5–2 диаметрам выхода сопла. На то, какой будет эта величина, влияет скорость резки. Чем она ниже, тем более широкий рез удастся получить.
Металлургический эффект (область термического воздействия).
Если сравнивать с резкой кислородом, при плазменной обработке нелегированных сталей область теплового воздействия будет меньше на третью часть. Когда плазмой разделяют иные материалы, зона, находящаяся под влиянием высоких температур, будет зависеть от самого материала.
Насыщение азотом.
Во время плазменного разделения деталей с использованием воздуха или азота большое количество последнего начинает скапливаться на поверхности реза. Это может стать причиной появления пор в сварочном шве. Их будет гораздо меньше, если применять кислород.
Получить высококачественный и высокоточный рез позволяет использование плазмы с повышенным обжатием. Основные преимущества данной технологии – это получение допусков по ±0,2 мм и возможность невероятно точного повторения. В результате резы по качеству ничуть не уступают лазерной обработке.
Если рассматривать самые распространенные стали, тут можно получить качество реза, соответствующее стандартам, но нужно придерживаться установленных параметров обработки. То же самое касается и заготовок из алюминия, однако нужно иметь в виду, что у них высота от вершин до впадин не такая, как у стальных деталей. У алюминия она больше. Поэтому можно сказать, что качество обработки во многом зависит именно от материала изделий.
Например, состояние кромки определяется такими составляющими, как титан, магний, их сплавы, латунь и медь. Причем последние два вещества обладают выраженной зернистой структурой, а их высоту от вершин до впадин не получится рассчитать или оценить по регламенту EN ISO 9013.
Технология резки плазмой с повышенным обжатием позволяет достичь следующих результатов:
- Грата нет совсем либо он образуется в минимальном количестве.
- Даже при острых краях и углах контур получается очень точным.
- Небольшой допуск неровности поверхностей реза.
- Возможность высокоточной подгонки.
- Малая область воздействия высокой температуры и минимальное искривление.
- Рез ровный и гладкий, так как высота от вершин до впадин очень маленькая.
- Можно получить отверстия нужного небольшого диаметра.
Разновидности
Сварка плазмой разделяется на несколько видов, в зависимости от силы тока:
- микроплазменная;
- на средних токах;
- на больших токах.
Чаще всего используется именно первый тип. Дело в том, что дуга может гореть при достаточно низких токах, если используются вольфрамовые электроды диаметром до двух миллиметров. Это возможно за счет высокой степени электродуговой ионизации газа.







Схема микроплазменной сварки представлена ниже.

Чертеж плазменной сварки.
Данный вариант технологии наиболее эффективен для соединения тонких деталей толщиной до полутора миллиметров. При этом диаметр дуги не превышает 2 мм. Это позволяет сфокусировать тепло в достаточно маленькой области и не нагревать соседние участки.
Основным газом в данном методе является аргон. Тем не менее в зависимости от типа изделия, в него могут добавляться различные примеси, которые способствуют увеличению эффективности процесса.
Приборы для микроплазменной сварки позволяют работать в нескольких режимах:
- непрерывный;
- импульсный;
- непрерывный обратной полярности.
Плазменная сварка на средних токах во многом схожа с аргонодуговой. Однако первая обладает более высокими температурами, в то же время область нагрева существенно меньше. Это обуславливает ее высокую продуктивность.
Плазменная сварка позволяет проплавлять материал более глубоко, при этом ширина шва получается меньшей, чем в аргонодуговой.
Выполнять сварочные работы можно как с присадочным материалом, так и без него.
Плазменная сварка на больших токах оказывает сильное силовое действие на материал. Она полностью проплавляет металл. В результате в ванне формируется отверстие, то есть детали сначала как бы разрезаются, а затем сплавляются заново.




