

Как станком заточить диск
Для восстановления целостности режущих дисков используется два способа — это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг — алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.

Это интересно! Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%.
Инструкция по правильной заточке режущих дисков для циркулярных пил:
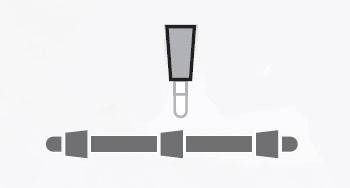
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
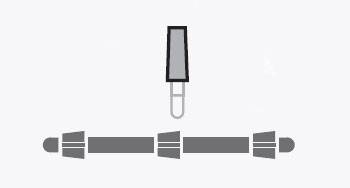
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.

Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Это интересно! Выполнять работы по затачиванию автоматизированным способом намного быстрее и проще, однако для этого понадобится специальное оборудование. Ручной способ в этом плане не требует никакого оборудования, кроме напильника.
Заточка пил своими руками в домашних условиях
Во время работы с диском главное – не испортить режущей поверхности, а это может легко произойти, если рука дрогнет, нарушится угол подачи. Во избежание негативных последствий следует изучить методы заточки, и тогда все получится правильно. Различают ручной метод восстановления режущих элементов дисковой пилы и метод с применением заточного оборудования.
Ручной способ
Самостоятельно заточить зубцы вручную при помощи напильника, чтобы это было качественно, можно в том случае, если они не имеют скоса, то есть поверхность передней грани перпендикулярна поверхности полотна. Процесс выглядит так:
- Из плотной древесины заготавливают брусок сечением где-то 50х50 мм и длиной 100 мм. Стороны бруска должны располагаться строго перпендикулярно друг относительно друга.
- Отмечают маркером любой зуб, который будет отчетным и первым в обработке.
- Пильное полотно зажимают в тисках вместе с брусом таким образом, чтобы передняя грань обрабатываемого элемента была заподлицо и в одной плоскости с поверхностью бруса (брус в этом случае выступает направляющей для напильника).
- Тонкий напильник (его толщина должна позволять свободно вмещаться во впадину между соседними зубьями) прикладывают к обрабатываемой поверхности зуба и одновременно к бруску и методичными движениями вперед и назад проводят заточку.
- Так постепенно натачивают каждый зуб, следя за состоянием бруса и при выработке его поверхности смещая немного плоскость.
Использование станков

С помощью специального станка дисковые пилы точатся очень легко и быстро. Главное – здесь не нужно следить за углом подачи диска. Один раз его выставив, оператор лишь должен перемещать зубья в область обработки и делать легкие прижимы плоскости зуба к вращающемуся алмазному диску.
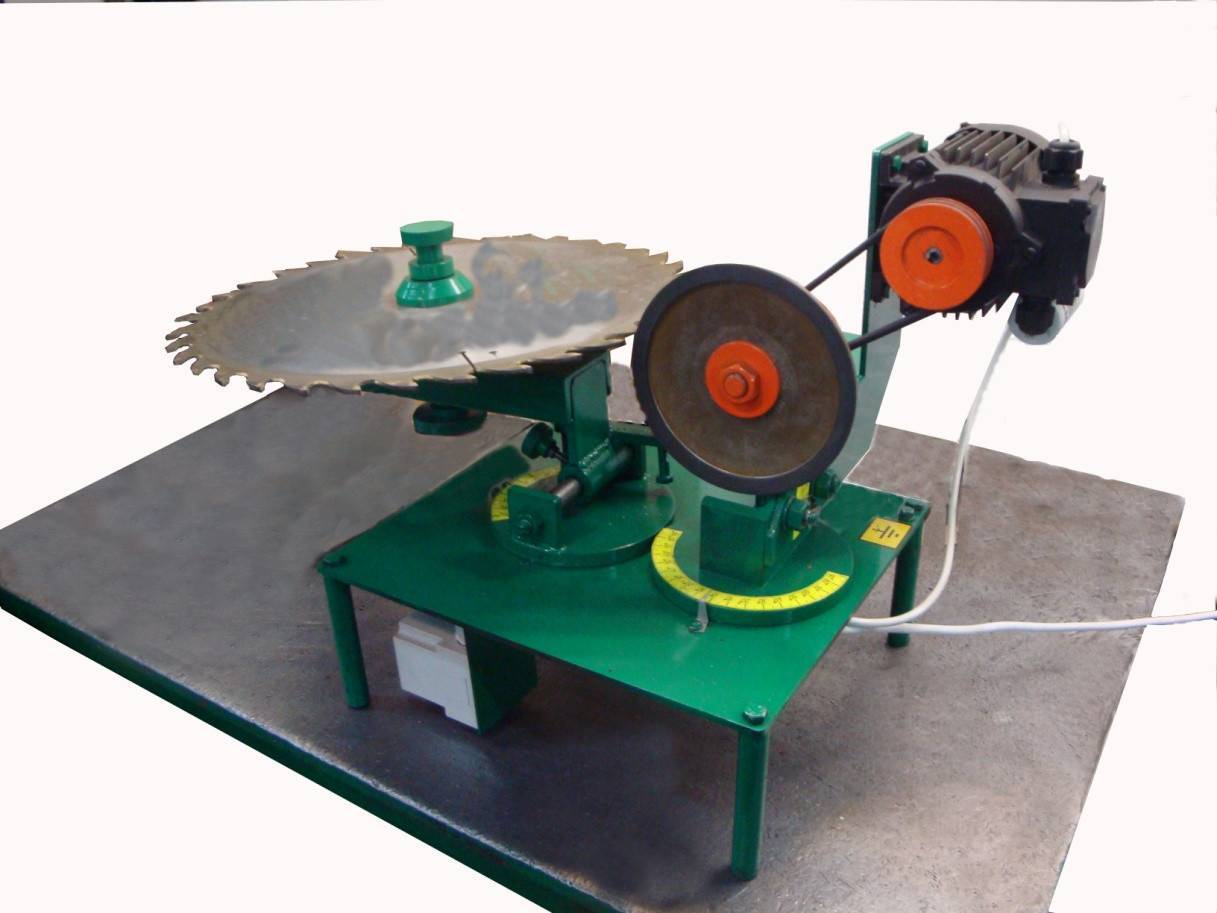
На таком оборудовании можно проводить заточку дисковых пил с твердосплавными напайками и обычных дисковых пил. Самый простой станок для заточных операций циркуляционных пил имеет такие конструктивные элементы:
- Электропривод с системой крепления заточного диска – это стационарная часть оборудования.
- Подставку, которая перемещается по направляющим, – ее задача подавать полотно пилы в область обработки.
- Фиксатор пильного диска на подставке, который призван удерживать полотно в неизменном положении при его подаче к заточному диску.
Использование дисковых пил особенно распространено в строительстве. Большинство работ нуждается в проведении разрезов и изменении форм и размеров готовых материалов. Циркулярная пила помогает справиться с такими задачами быстро и получить качественный результат. Но инструмент не способен служить вечно, рано или поздно он может затупиться. Именно для этого и необходимо точно знать, как можно поточить зубья для пилы в бытовых условиях.
Виды режущих зубьев
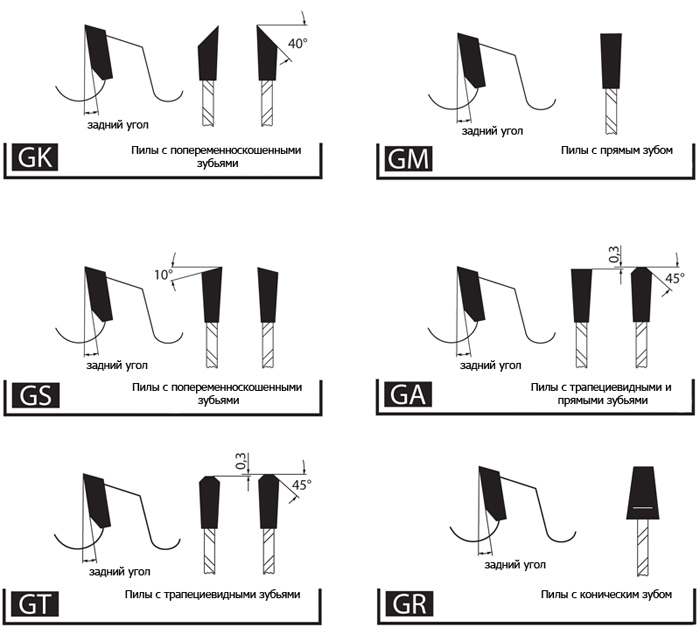 Типы зубьев На поверхности зубьев располагаются четыре плоскости — передняя, задняя и две боковые.
Типы зубьев На поверхности зубьев располагаются четыре плоскости — передняя, задняя и две боковые.
В момент пересечения друг с другом они создают единую режущую кромку, благодаря которой и происходит распиливание поверхностей.
Существует несколько форм зубьев:
- Прямой зуб. Чаще всего его применяют только для проведения скорого продольного распила. Во время такой работы качество и точность практически не важны.
- Косой зуб. Задняя плоскость у такой детали наклонена вправо или влево. На пилах эти зубья часто чередуются, из-за чего те получили название «переменноскошенные». Такие зубья используются в инструментах чаще всего. Размер углов может быть разным, это связано с покрытием обрабатываемой поверхности — древесина, ДСП, пластик. Их применяют для продольных и поперечных движений. Большой угол наклона на инструментах применяется при разрезании плит с двухсторонним ламинированием. Это помогает избежать сколов материала. Чем больше скошенный угол, тем легче пила проходит через поверхность. Но это значительно увеличивает вероятность поломки зуба. На некоторых изделиях зубья наклонены не только сзади, но и спереди.
- Трапециевидный зуб. Главное достоинство этого типа – это то, что кромка тупится медленно. Но их редко применяют отдельно, обычно чередуют вместе с прямыми зубьями. Во время работы устройства трапециевидные зубья расположены над прямыми, поэтому берут на себя основную (черновую) работу по распиливанию. Прямые зубья выполняют чистовую обработку. Такую конструкцию пилы применяют для распиливания пластика, ДСП и МДФ.
- Конический зуб. Этот тип зуба считается дополнительным, поскольку он лишь помогает надрезать нижнюю часть материала (чаще всего ламината). Такая конструкция позволяет обезопасить поверхность от сколов и появления трещин. Конические зубья обычно обладают прямой передней гранью, но она бывает и вогнутой. Такой тип используют для чистовой обработки спила.
Требования к работам
Существует также ряд требований к работе, соблюдение которых необходимо для безопасности и качественной заточки инструмента.
При заточке диск нужно устанавливать таким образом, чтобы все зубья были отчетливо видны.Лишь в этом случае может быть гарантирована качественная заточка. Диск во время заточки должен оставаться в одном и том же положении. Он должен прилегать к удерживающим брускам или тискам очень плотно.
В целом заточка диска должна производиться на станке. Однако иногда рекомендуется снимать диск и закреплять его в тисках. Во время отгиба зубьев нужно плотно закрепить диск в тисках и пользоваться плоскогубцами.
Угол наклона каждого зубца нужно все время контролировать. Если не соблюдать угол наклона, то КПД последующей работы инструмента будет приближен к нулю. Перед тем как начать отгибать зубья, нужно сделать соответствующие заметки по их первоначальному положению.
Правила заточки:
В первую очередь нужно следить за тем, чтобы съем металла происходил равномерно по профилю зубьев пилы.Нельзя ни в коем случае прижимать диск к точильному кругу, так как это может привести к накалу и разогреву материала, что приводит к деформациям.Профиль и высота зубьев после заточки должны сохраняться.При заточке также весьма важно пользоваться охлаждающей жидкостью.Нельзя, чтобы при заточке образовывались заусенцы.Что касается граней заточки, то в теории существует правило: нужно затачивать либо переднюю сторону зубьев, либо переднюю и заднюю. Однако очень часто опытные мастера затачивают именно с задней стороны, так как считают, что это намного удобнее
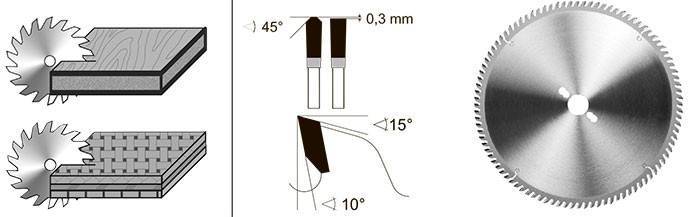
Как определить угол заточки дисковой пилы

Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Геометрия твердосплавных зубьев
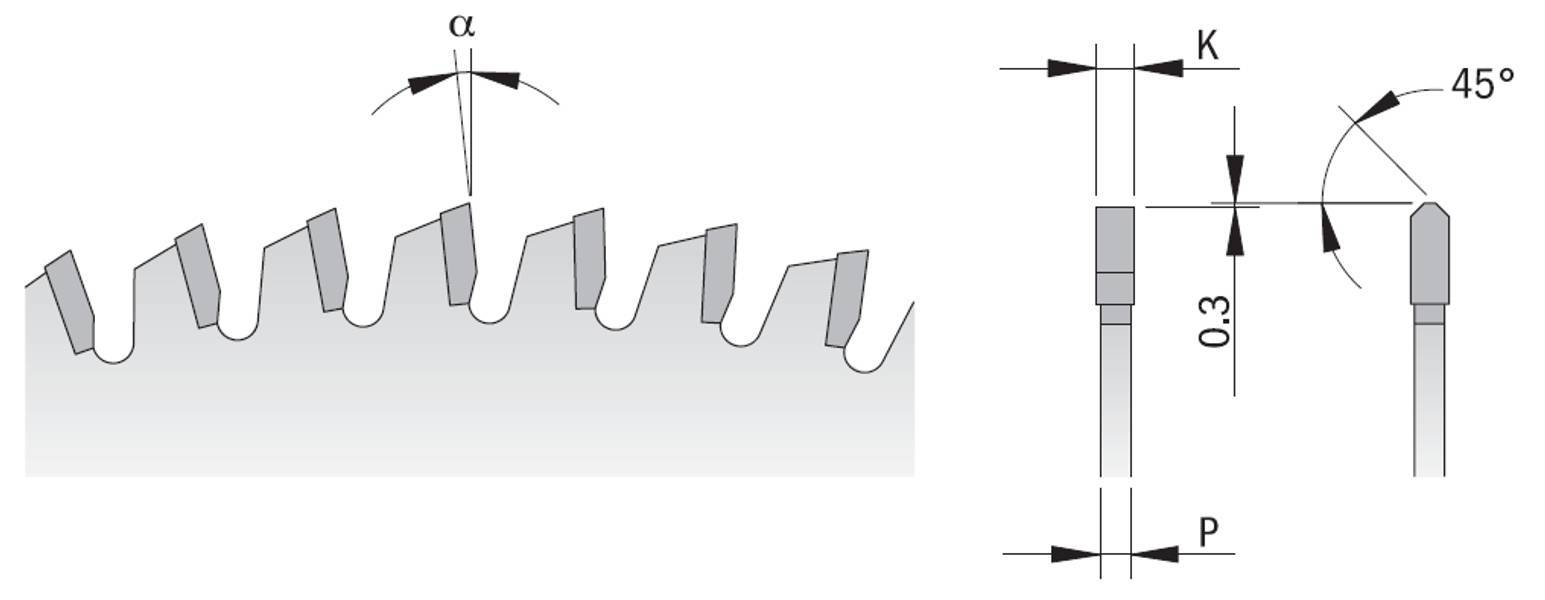
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.







Твердосплавный зуб пильного диска
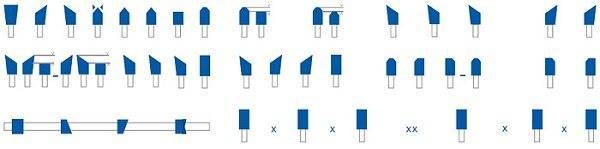
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
 Прямой зуб
Прямой зуб
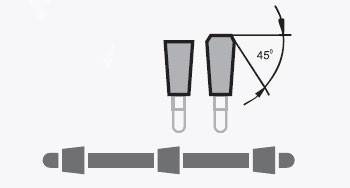
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
 Косой зуб со скошенной задней плоскостью
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
 Косой зуб со скошенной передней плоскостью
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
 Трапециевидный зуб
Трапециевидный зуб
 Чередование зубьев разной формы
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
 Конический зуб
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
 Зуб с вогнутой передней поверхностью
Зуб с вогнутой передней поверхностью
Общие требования к заточке
Для обеспечения качественного результата и безопасности работы эксперты рекомендуют соблюдать ряд правил:
- диск необходимо надежно зафиксировать в таком положении, чтобы все зубья были отчетливо видны;
- элемент ложен плотно прилегать к дискам и удерживающим брусьям;
- обязательно контролирует равномерность съема металла по профилю зубьев;
- во избежание разогрева и деформации материала диск не должен прижиматься к точильному кругу;
- при использовании алмазных точильных элементов обязательно используют охлаждающую жидкость;
- перед заточкой диск очищают от загрязнений моющими растворами.
При соблюдении всех правил процедуры до полного износа диска можно проводить 25-30 заточек.
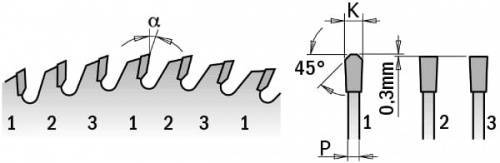
Наклон заточки зубьев
Под данным понятием понимают угол отклонения режущей кромки зуба от радиуса диска. Величина показателя индивидуальна для каждого рабочего элемента. Ее обычно указывают в паспорте или на боковине.
Выделяют следующие виды углов:
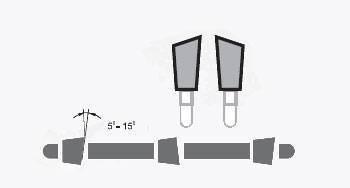
- Положительный – обозначается маркировкой POZ 10, составляет от 15 до 20 градусов. Увеличивает подачу агрегата, но делает разрез грубым
- Отрицательный – маркируется символами NEG-5. Варьируется в диапазоне от 0 до -5 градусов. Диски с отрицательным углом наклона обладают медленной скоростью, но качество распила выше.
- Нулевой. Элементы с таким показателем используют для резки металла.
Если вы планируете пилить древесину в продольном направлении, то выбирать нужно первый вариант, в поперечном – второй тип дисков. Режущие круги с углом 15 градусов считаются универсальными. Они способны выполнять распил материала вдоль и поперек.
 Заточка зубьев предполагает обязательную разводку зубьев
Заточка зубьев предполагает обязательную разводку зубьев
Разводка зубьев
Первым этапом процедуры выступает проверка расстояния между зубьями диска. Его подгон осуществляют под тот тип материал, с которым чаще придется работать. Для обработки твердых пород древесины зубцы разводят на расстояние в 1.5-2 раза больше, чем толщина полотна. При работе с мягким материалом данная величина должна превышать толщину в 2-3 раза.
При выполнении разводки нужно следить, чтобы зубцы были отогнуты равномерно. При их расположении на разном расстоянии от центра будет происходить постоянное заклинивание режущего круга, что уменьшит скорость распиловки, отразится на качестве реза в худшую сторону.
Разводку рекомендуют осуществлять специальным приспособлением с одноименным названием. Наличие упора не позволит отогнуть зуб на большее расстояние, чем предусмотрено стандартом.
Все зубцы делятся на 2 группы. Сначала выполняют разводку элементов одного типа, а затем остальных, поэтому их загиб осуществляют через один по всей длине режущего полотна в противоположные направления.
Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
 Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
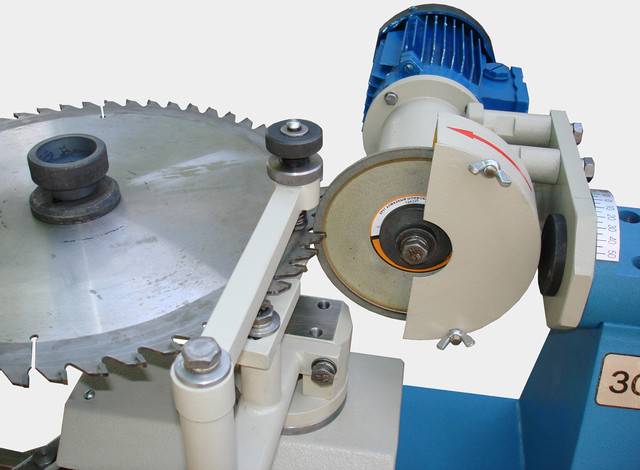
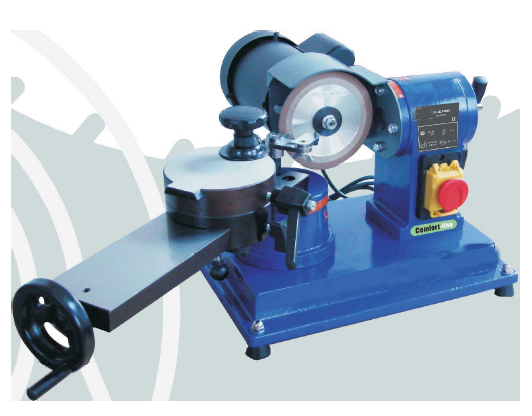
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:


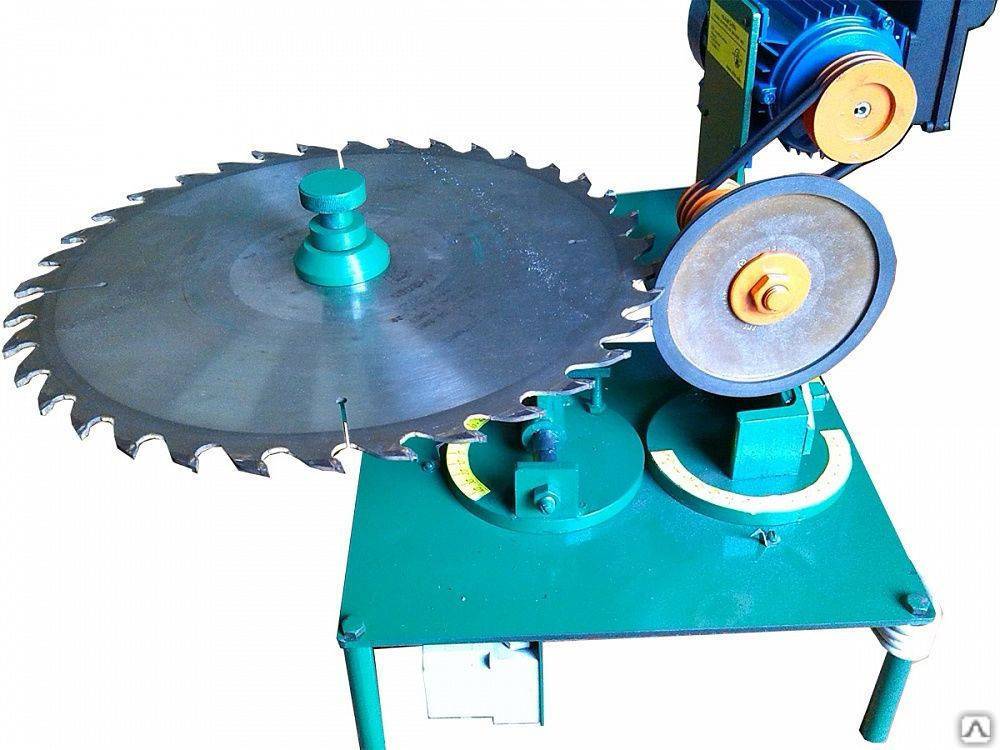

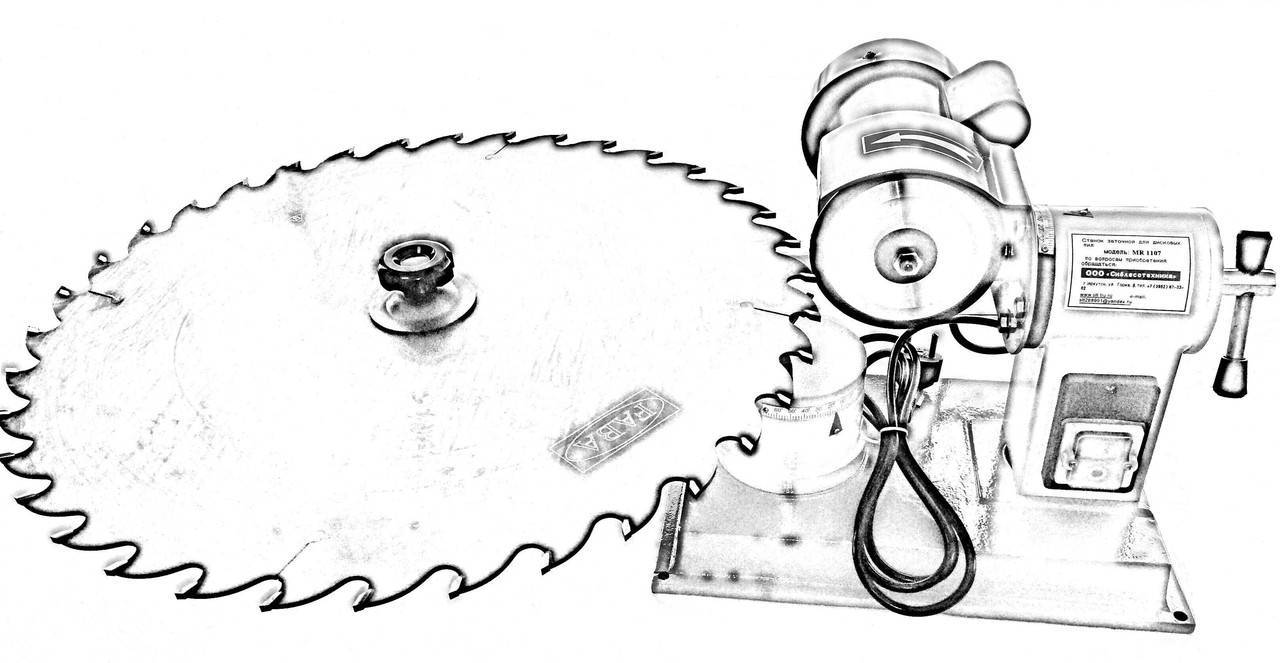



Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
 Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водой и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
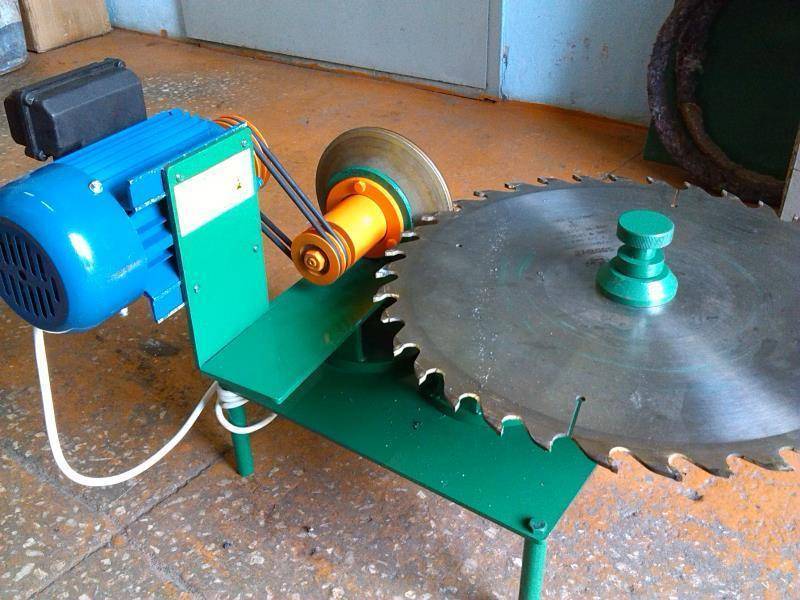
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.
Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
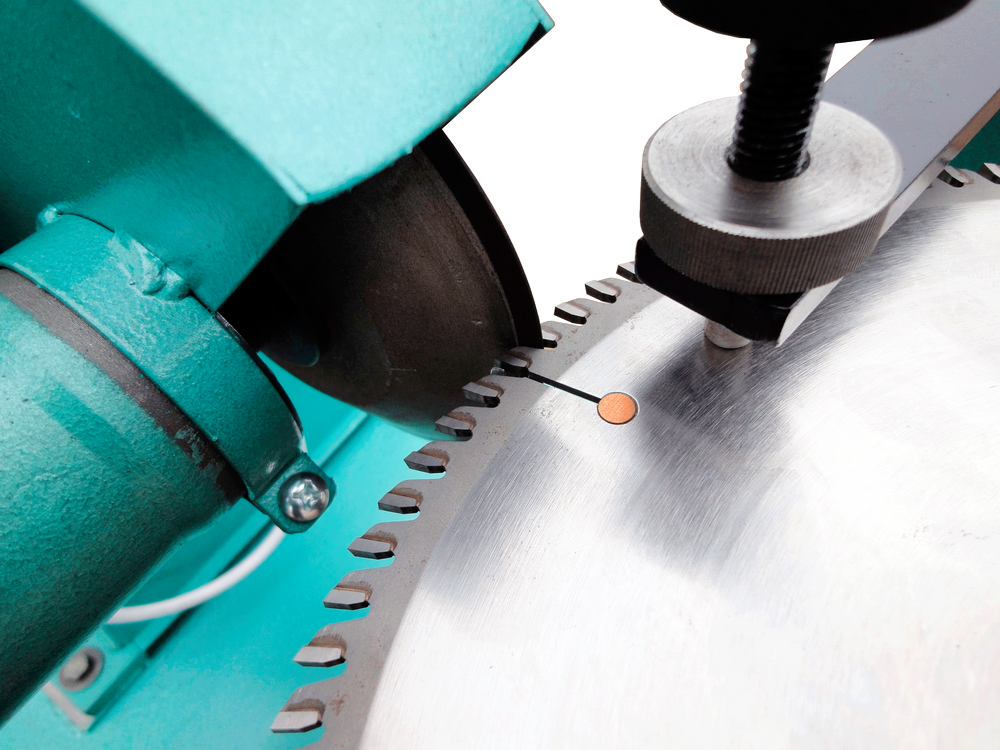
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Правила разводки зубьев
Правила заточки дисковой пилы.
Перед тем как начать заточку циркулярной пилы, нужно знать, что для этого потребуется разводка зубьев. Зубья должны поочередно отгибаться в сторону и затачиваться.
Однако следует учитывать то, что отгиб каждого из зубьев должен производиться на одно и то же расстояние. Для того чтобы это сделать, используется специальный инструмент — разводка. При помощи этого инструмента каждый зуб отводится приблизительно на середине его высоты.
Если выполнить разводку верно, то получится ширина пропила толще полотна дисковой пилы. Правильная заточка предполагает, чтобы сам диск не касался материала распила, а лишь зубья слой за слоем снимали поверхность дерева. Поэтому чем шире будет разводка зубьев, тем более объемным будет пропил и тем меньше будет вероятность того, что произойдет заклинивание.
Однако добиться такого эффекта крайне сложно. Многие начинают разводить зубья при помощи ключа, однако такой метод совершенно не подходит для дорогостоящих качественных пил. Поэтому пользоваться нужно исключительно тем инструментом, который для этого предназначен.




Особого внимания при заточке пилы заслуживает также тип дерева, который будет распиливаться.
Для более мягких пород дерева требуется более широкая разводка,чтобы распил был гладким и не имел шероховатостей и неровностей. Наиболее оптимальным отклонением зубьев является 5-10 мм в одну из сторон. Разводку нужно выполнить еще до начала заточки, так как в противном случае зубья могут быть деформированы и пила придет в негодность.
Схема заточки дисковой пилы.
Всего существует 3 основных вида разводки:
Зачищающая — при такой разводке каждый третий зуб остается в своем первоначальном положении.
Данный вид подходит для тех случаев, когда требуется распилить особенно твердые породы дерева.Классическая — поочередно зубья отгибаются влево и вправо.Волнистая — при такой разводке каждый зубец имеет свое положение, в результате которого образуется волна из зубьев. Данный метод является одним из самых эффективных, однако и самым сложным. Опытные мастера оставляют расстояние в 0,3-0,7 мм при таком методе.
Итак, для работ могут понадобиться:
- 2 бруска;точило;тиски;разводка;напильник.
Способы заточки
Вы можете использовать заточной станок для пил или подручные приспособления.
Существует три основные методики заточки, где используется определенное приспособление, и соблюдаются правила обработки дисков. Какая из них самая правильная, сказать сложно. Опробовав каждую методику, вы сможете сделать определенные выводы для себя.
- Классической;
- Полнопрофильной;
- Заточка граней зубцов.
Про каждую из них расскажем отдельно.
Классическая
Данная методика заточки используется давно, из-за чего и получила свое название.
- Заточка начинается с задней поверхности диска.
- Переднюю часть, набегающую на материал при резке, остается в своем неизменном положении.
- Обработку можно осуществлять непосредственно на дисковой пиле или снять пильный круг, установив его в тиски.
- Если затачиваете на циркулярке, обязательно отключите станок от питания.
- Для фиксации диска воспользуйтесь парой брусков, которые закрепят круг словно клинья. Бруски должна быть плотно прижаты к изделию, чтобы не допустить его движения при точении.
- Фломастером нанесите метку на первый зуб, с которого вы будете начинать.
- Выполните на первом зубе определенное количество движений точильным приспособлением. Запомните их количество.
- Для всех последующих зубцов повторяйте аналогичные по количеству и интенсивности движения.
- По завершению заточки обязательно проверьте работоспособность обновленной своими руками пилы. Если не возникает постороннего шума, вибраций и дисковый станок ведет себя стабильно, вам удалось правильно выполнить работу.
Альтернативные решения
К альтернативным способам заточки относятся те два метода, о которых мы описали выше. Они являются достаточно эффективными, потому часто применяются мастерами.
- Полнопрофильная обработка пильного диска. Среди всех методов точения этот способ можно считать самым точным и высококачественным. Это обусловлено тем, что для полнопрофильной заточки применяют специализированные точильные станки. Специальный круг выбирается по размеру и за один подход проходит все впадину между зубами диска, захватывая при этом поверхность соседней режущей кромки. Подобная методика точения пильных дисков позволяет избежать вероятности деформации зуба круг. Единственный недостаток способа заточки заключается в том, что для обработки пил разного профиля потребуется использовать соответствующие разные круги.
- Точение граней зубцов. Популярность данного метода точения инструментов циркулярных пил объясняется тем, что его можно использовать на профессиональном уровне и в обычных домашних условиях. Если заточка осуществляется с помощью станка, вам потребуется приобрести соответствующие абразивные круги, соответствующие параметрам ваших пильных дисков. Но оптимально для большинства владельцев циркулярных пил задействовать домашний способ обработки. Это обусловлено тем, что зачастую не требуется проводить большой объем работ, а вся обработка режущих кромок осуществляется надфилем. Чтобы эффективно заточить изделие, порой достаточно провести 4-5 движений качественным надфилем. Так зубцы приобретут необходимую степень остроты.
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении. Делительная головка состоит из элементов:
- корпуса;
- колодки поворотной;
- шпинделя.
На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.




