

Общие требования при выполнении работ
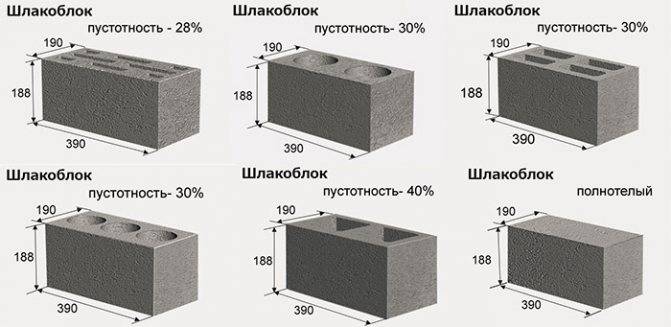
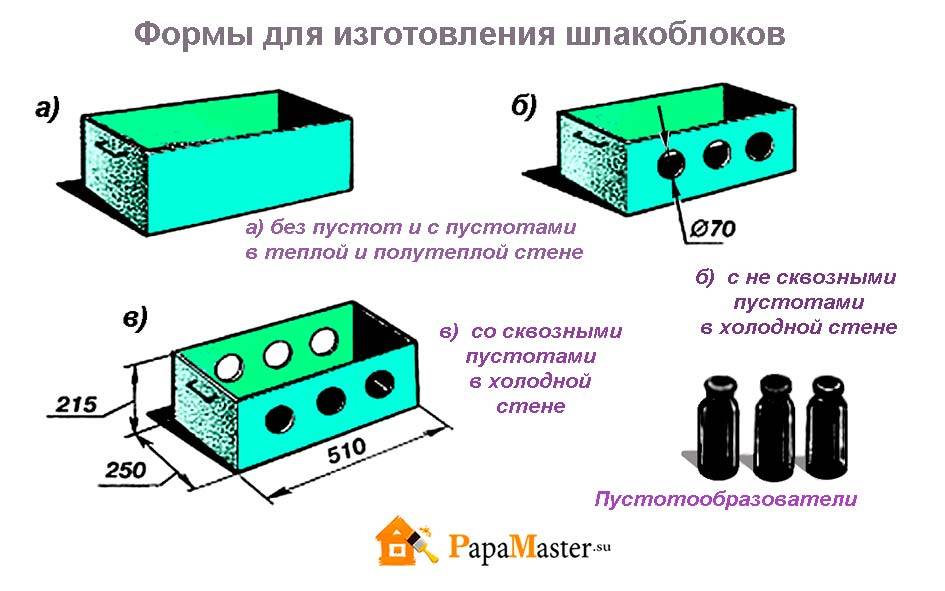
Изготовить хорошие блоки можно и в гараже — главное, знать технологию и придерживаться рецептуры. Так, стандартный шлакоблок – 39х19х188 мм, с небольшими тремя отверстиями
А чтобы он получился качественным и прочным, важно, чтобы:
- Песок был крупным;
- Шлак – доменным;
- Цемент – качественным, не менее М400;
- Оборудование – с вибропрессованием.
Сам шлак получается при переработке угля, и, по сути, это – идеальный наполнитель для блоков. Однако в последнее время, благодаря активному проведению газа, шлак и зола от угля вырабатываться стали намного меньше. А потому шлак все чаще стали заменять на зитобетон, который, к сожалению, намного дороже.

Одно из самых важных требований к качеству шлакоблоков – это их геометрия. Ведь чем большими будут неровности и изъяны в блоках, тем серьезнее придется потратиться на возведение стен
А чтобы шлакоблок получился идеально ровным, важно, чтобы сама виброформа всегда была наполнена до краев – иначе блоки будут получаться кривыми. Причем не просто до краев – а с горкой, ведь вибрация потом слегка утрясет бетон. Весь же процесс выглядит так: виброформа включается на один раз, через 5-15 секунд выключается, и уровень раствора в форме оценивается – если оказался ниже краев формы, нужно поставить прижим, снова включить вибрацию – и когда она упрется в ограничитель, выключить
Сделать это нужно одновременно: включить вибратор и вытянуть форму
Весь же процесс выглядит так: виброформа включается на один раз, через 5-15 секунд выключается, и уровень раствора в форме оценивается – если оказался ниже краев формы, нужно поставить прижим, снова включить вибрацию – и когда она упрется в ограничитель, выключить. Сделать это нужно одновременно: включить вибратор и вытянуть форму.
Изготовление строительных блоков вручную
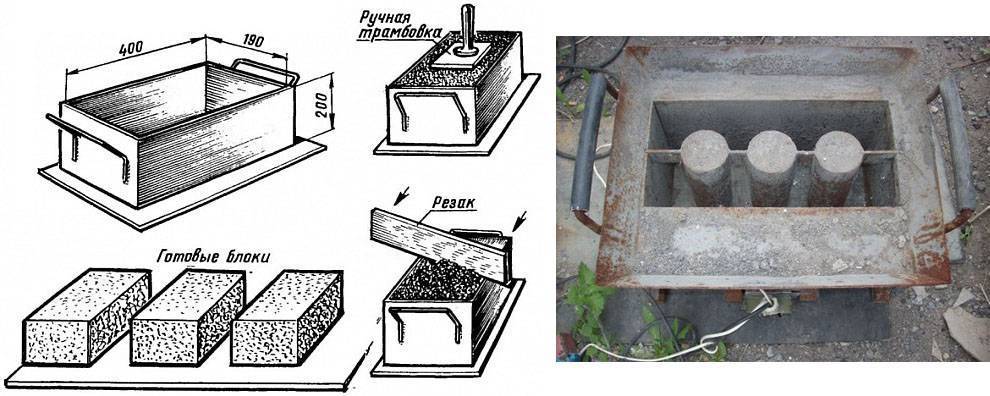
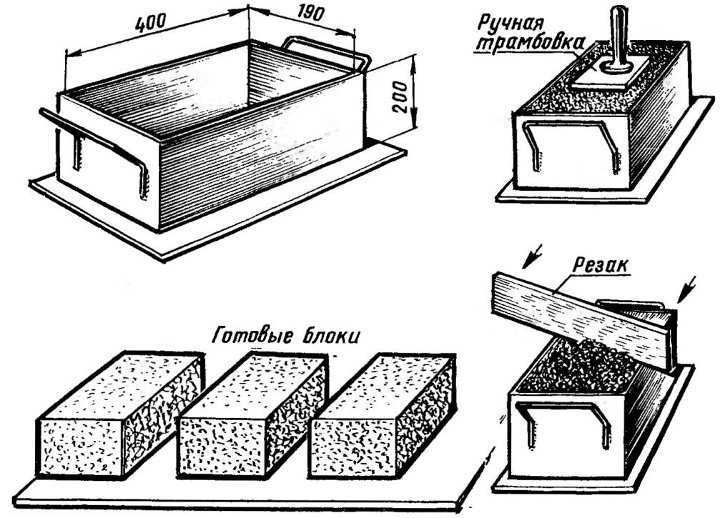
Технология изготовления шлакоблоков допускает и работу вручную. Своими руками можно собрать как форму, так и вибростол. Формы обычно изготавливают из деревянных досок или металлических листов, которые скрепляют между собой (сваривают) по размерам будущих блоков. Стандартный размер блока — 200х200х400 мм. Разумеется, допускаются и любые другие варианты размеров, а также матрицы со штырями для формирования пустот.

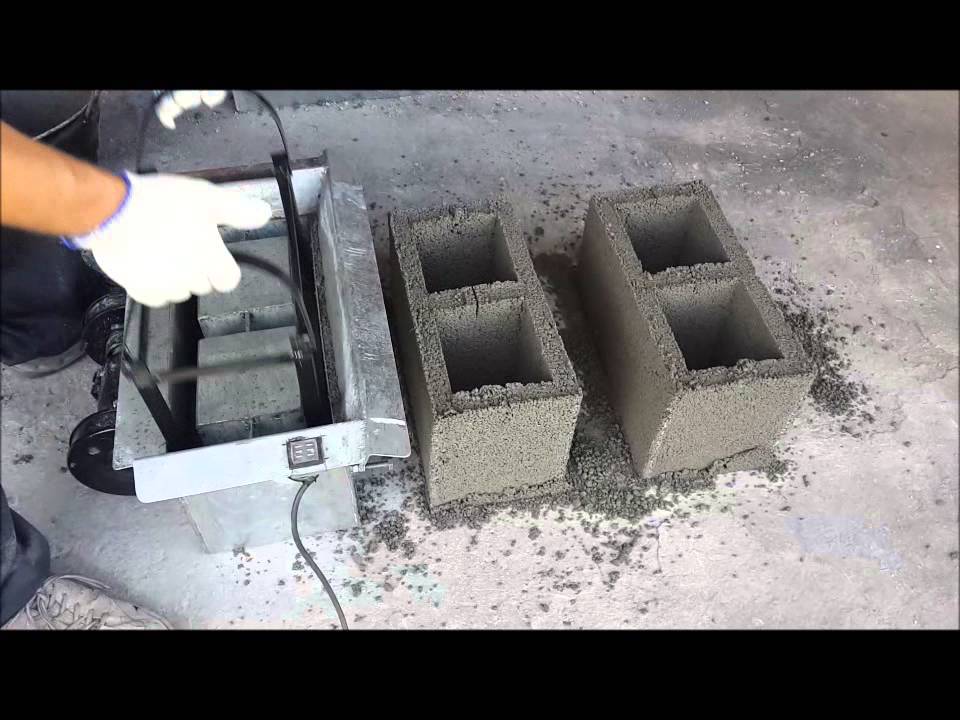
Шлакоблоки можно изготавливать в домашних условиях и на собранном вручную оборудовании
Наибольшее значение будет иметь вибростанок. От качества его работы зависит однородность будущих блоков. Некоторые производят блоки без станка-вибратора, но такие подойдут только для собственного применения, так как их прочность весьма далека от необходимой. Посмотрите видео о том, как изготовить вибростанок своими руками (в конце материала).
Стадии изготовления шлакоблоков будут теми же, что и на промышленном предприятии: подготовка смеси, укладка в формы, прессование и вибрация, сушка. Рекомендуется использовать бетономешалку, а не замешивать раствор вручную. Это слишком тяжело, а получившаяся масса скорее всего будет недостаточно однородной.
Технические характеристики
- Шлакоблоки обладают сравнительно низким коэффициентом теплопроводности — от 0,20 до 0,65 Вт/м3 (лучше чем у кирпича). За счет этого их применяют часто не только как конструкционный материал, но и как утеплитель.
- Плотность — от 750 до 1450 кг/м3. От всех прочих видов отличается высокой прочностью — марка от М35 до М125. Параметр нужно учитывать при проектировании коммуникаций, так как он с трудом режется.
- Морозостойкость составляет до 50 циклов замораживания-размораживаниия без появления видимых повреждений.

Достоинства:
- невысокая цена;
- доступность и разнообразие материалов для изготовления, возможность получения изделий с нужным набором параметров, подходящих для конкретных целей;
- польза для экологии — за счет использования отходов металлургической промышленности (шлака), а так же боя кирпича и бетона, остающегося при сносе старых зданий, уменьшается количество свалок строительного мусора;
- огнестойкость;
- не является благоприятной средой для развития грибков, плесени, не подвержен порче грызунами;
- простота монтажа стен.
Недостатки:
- очень высокая степень гигроскопичности — сильно впитывает влагу из воздуха, обязательно требуется надежная облицовка с обеих сторон;
- наличие опасных для здоровья веществ (серы) — для полного их выветривания блоки выдерживают на открытом воздухе не менее года, при покупке необходимо проверять сертификат экологической безопасности;
- из-за необходимости качественной гидроизоляции, облицовки общая стоимость строения незначительно ниже, чем при использовании более дорогих стройматериалов, существенная экономия получается лишь при изготовлении своим руками.
Из шлакобетона чаще строят подсобные, хозяйственные, производственные помещения, гаражи.
О шлаке для производства блоков
Это силикатный отход обработки металлов, его просеивают через сито. Шлак, полученный при сжигании различных видов твердого топлива (уголь, дрова), содержит радиоактивные компоненты, поэтому для строительства жилых помещений его не применяют.
Разновидности шлаков:
- гранулированные (граншлак);
- негранулированные.
Для изготовления строительных блоков отбирают самую крупную фракцию гранулированных отходов, более мелкие (негранулированные) идут на производство асфальта, тротуарной плитки. Цена за 1 тонну материала — от 100 рублей. Различают отходы цветной и черной металлургии (доменные), предпочтительнее второй вариант, так как полученные при обработке цветных металлов стоят дороже.

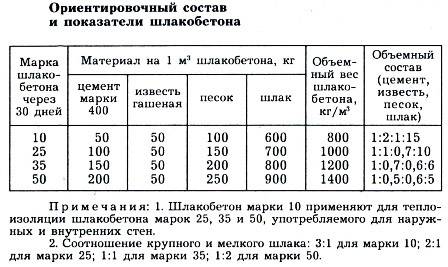
Состав смеси для получения блоков
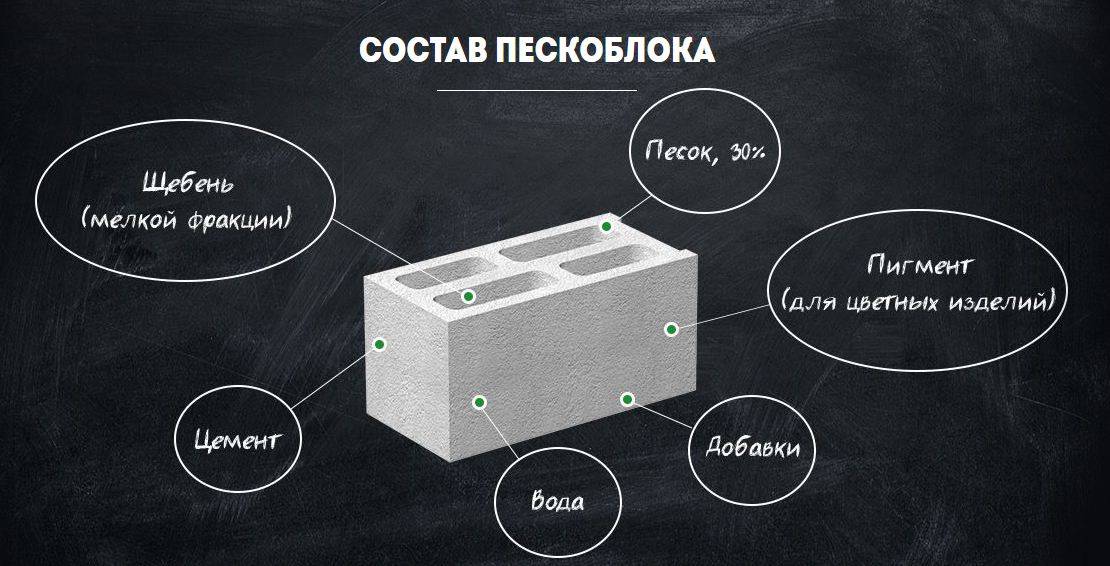
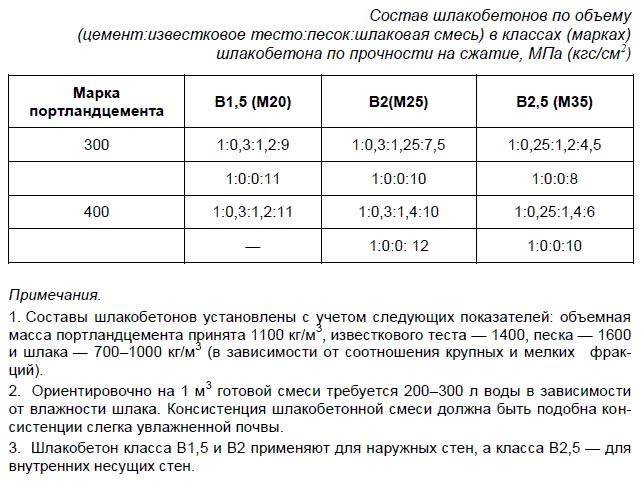
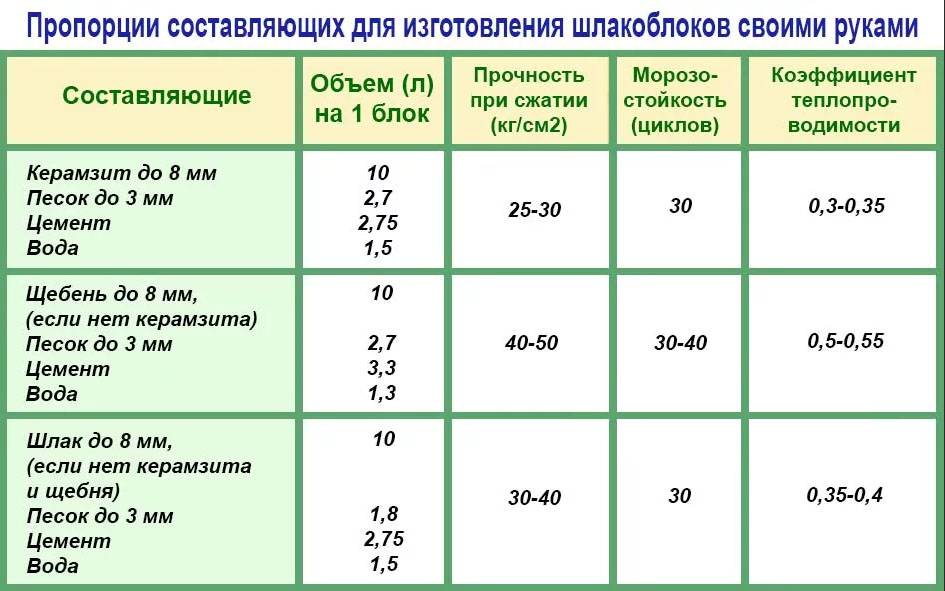
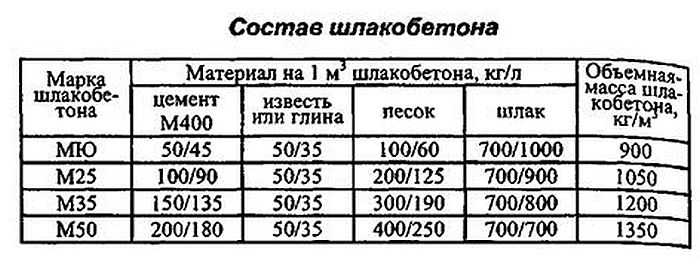
В качестве вяжущего выбирается цемент марки не ниже М400. Наполнитель либо полностью состоит из шлака, либо смешанный — добавляют в небольшом соотношении щебень (допустимо вторичный), песок обычный или керамзитовый, мелкий керамзит, дробленый кирпич. Пропорции для шлакоблоков: на 8—9 частей наполнителя 1,5—2 части вяжущего. Если цемент марки М500, то его можно брать примерно на 15 % меньше, чем М400.
Шлак обычно составляет не менее 65 % всего объема заполнителя. Например, из 9 частей не менее 6 приходится на него, остальное дополняют песком, щебнем. Но теоретически возможно использовать для производства своими руками кирпичный или бетонный бой, отсев. Вне зависимости от типа материала принято условно называть и такие изделия шлакобетоном. Классические пропорции: 2 части песка, 2 части щебня, 7 частей шлака, 2 части портландцемента М400.
Воду добавляют в соотношении примерно 0,5 части. Готовая смесь получается полусухой. Чтобы проверить качество, горсть бросают на твердую поверхность. Если ком рассыпался, но при сжатии вновь легко обретает прежнюю форму, то состав пригоден для использования.
Смешивать компоненты лучше в бетономешалке или смесителе, но такое оборудование стоит дорого. Небольшое количество замешивают вручную, процесс трудоемкий.

Изготовление шлакоблоков на станке
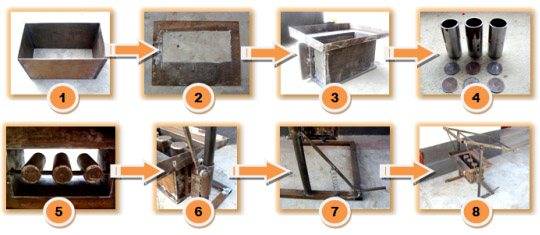
Прежде всего нужно будет собрать станок. Основа всей конструкции — матрица, куда и засыпается смесь. Она изготавливается из листов стали по принципу, описанному для обычной формы. Для пустотообразователей можно взять обычные трубы — достаточно 6 штук. Трубам нужно будет придать форму конусов. Роль двигателя сможет выполнить любой электромотор. Если сделать станок своими руками затруднительно, можно приобрести промышленное изделие или взять его в аренду.Как создать шлакоблоки с помощью станка:
Приготовить раствор, используя пропорции. Строго отслеживать количество воды, чтобы смесь не получилась слишком жидкой. При извлечении из формочки она будет растекаться.
Заполнить матрицу станка смесью с горкой. Разравнивать не нужно.
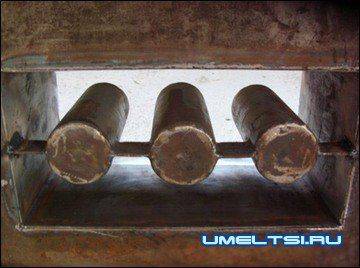
Включить двигатель на 5 секунд для утрамбовки. Выключить и разровнять шлакобетонную смесь руками. Должны быть видны металлические цилиндры-пустотообразователи.
Если раствора маловато, нужно добавить и снова активировать работу двигателя. Как только произойдет осадка прижима до ограничителей — формирование изделия завершено.
Снова включить двигатель станка на 10 секунд.
Закрыть крышкой с отверстиями и снова активировать процесс
Но здесь уже важно несколько раз поднимать и опускать крышку для эффективного вибропрессования и формирования пустот.
Не прекращая работы двигателя снять формочку.
Вибропресс позволяет за одну смену произвести до 500 шлакоблочных изделий. На сушку и затвердевание уходит месяц
Важно, чтобы процесс проходил в теплом и влажном месте. Переносить шлакоблоки к месту хранения следует не ранее, чем через 10 дней. Если добавлялся пластификатор — через 5.

Самодельный станок для изготовления блоков
Это устройство даст возможность получать более надежные строительные материалы, а также ускорить сам процесс производства. Сборка его не обещает особых трудностей при изготовлении, однако такое оборудование будет в состоянии поспорить даже с заводскими аналогами.
Самый элементарный вариант вибропрессовочного станка состоит из матрицы, ручного пресса и вибратора. Чтобы минимизировать физические нагрузки, «давилку» легко усовершенствовать — применить рычажную систему.
Материалы, инструменты
Чтобы собрать станок для изготовления блоков, необходимо подготовить и/или приобрести:
- листовой металл, минимальная толщина — 3 мм;
- трубы для пустот, диаметр — от 8 до 10 мм;
- швеллера, полосы металла (3 мм);
- электродвигатель (до 1 кВт);
- болгарку, диск для металла;
- сварочный аппарат;
- слесарный инструмент;
- тиски;
- шплинты;
- крепеж: болты, гайки, шайбы.
Размеры и форму матрицы выбирают самостоятельно, так как эти параметры зависят лишь от масштабов производства блоков.
Как делают оборудование?
Изготовление самодельного вибропрессовочного станка происходит по такому сценарию:
- Из листового металла болгаркой вырезают заготовки для стенок формы, а также для внутренних перегородок. К высоте прибавляют лишние 50 мм, они будут необходимы для трамбовки бетона.
- Трубу режут на такое количество отрезков, сколько необходимо для пустот всех кирпичей, изготавливаемых одновременно. Каждый из них должен иметь по три отверстия. Длина каждого элемента меньше высоты матрицы: разница составляет 3-5 мм.
- Цилиндрические отрезки превращают в конусные. Трубы сначала разрезают до середины, затем обжимают заготовки в тисках. Теперь черед сварочных работ: это соединение сторон обжатых труб, глухое заваривание элементов с двух сторон.
- Следующий шаг — соединение каждых трех заготовок металлическими пластинами. Затем добавляют с обоих краев «трубчатого» ряда по пластине для крепления к стенкам. В них делают отверстия для фиксации к проушинам.
- Посередине каждого отсека делают пропилы. С внешней стороны формы приваривают проушины. Они дают возможность временного крепления труб для получения пустот. В этом случае, убрав цилиндры, можно делать полнотелые шлакобетонные блоки.
- Сваркой снаружи длинной (либо поперечной, это зависит от размеров станка) стенки приваривают четыре болта для фиксации электродвигателя-вибратора. Сверху приваривают металлический фартук, а по краям — лопасти.
- Из толстой пластины делают пресс с ручками и отверстиями для труб-ограничителей. Диаметр их немного больше, чем у труб: пресс должен опускаться вглубь матрицы на 50-60 мм, но не более.
- Монтируют двигатель. На вал приваривают эксцентрики. Это болты, которые фиксируют параллельно валу, оставляя место для гаек. Оси крепежей должны совпадать. На болты накручивают гайки, они дадут возможность изменять силу и частоту вибрации.
- Станок чистят, полируют, грунтуют, сушат, потом окрашивают. Последние необходимые операции — шплинтование (стопорение) резьбовых соединений, заземление электрической части.
Производительность
Этот агрегат не сможет гарантировать больших объемов продукции, однако и цели такой в домашнем хозяйстве обычно не ставят. Говорят, что работая вдвоем с матрицей на несколько шлакобетонных блоков, за день можно изготовить десятки камней. Тут цифры очень разнятся, поэтому приводить их в качестве примера не имеет смысла.
Что такое шлакоблок?

Шлакоблок – это строительный материал, который производится путем вибропрессования из бетонной смеси с различными добавками
Шлакоблок – это строительный материал, который производится путем вибропрессования из бетонной смеси с различными добавками. В результате получается изделие, внешне напоминающее кирпич с хорошими эксплуатационными характеристиками. Построить шлакоблочный гараж, сарай или одноэтажный дом можно просто и быстро.
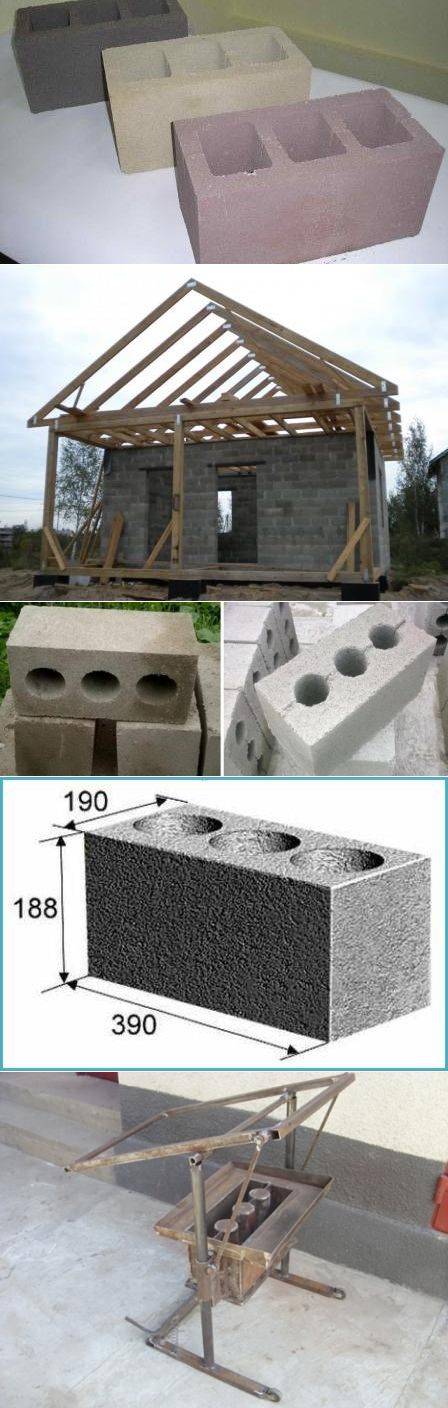





Кроме того можно изготовить станок для изготовления шлакоблоков своими руками, и производить строительный материал прямо на стройплощадке. Обладая качественной рецептурой и технологией производства, изготавливая шлакоблоки своими руками, можно создать вполне доходный бизнес.
Шлакоблоки можно условно поделить на два вида:
- Полнотелые. Обладают высокой прочностью и, как правило, используются для наружной облицовки и фундаментов;
- Пустотелые. Хотя и обладают, в сравнении с полнотелыми, меньшей прочностью, однако ее достаточно для строительства жилых домов. Они обеспечивают хорошую тепло- и звукоизоляцию помещений. Кроме того, если делаться будут шлакоблоки своими руками, расход сырья будет меньшим, и соответственно себестоимость готовой продукции в разы будет меньше, чем при покупке готовых изделий у сторонних производителей.
Для увеличения теплоизолирующих свойств блоков в специальный раствор бетона добавляют различные наполнители. Если в качестве наполнителя используется шлак, то такой блок будет называться шлакоблоком, если керамзит или опил, то получим керамзитобетонные или арболитовые блоки соответственно. Такие блоки могут служить отличным утеплителем для внешних стен дома. Кроме того, блоки имеют большие, по сравнению со стандартным кирпичом, габариты, что значительно ускоряет строительные работы. А изготовление шлакоблоков своими руками прямо на строительной площадке по мере их необходимости, убережет от лишних затрат на основной строительный материал.
Как сделать шлакоблок в домашних условиях при помощи простой хозяйственной утвари представлено в видео ниже. Выполнена форма для шлакоблока своими руками, из подручных материалов.
Особенности продукции
1. Возможность изготовления шлакоблоков своими силами в домашних условиях.
2. Разнообразность методики. Кроме автоклавной обработки, материал можно высушить или при температуре окружающего воздуха, или обработкой паром.
3. Минимальные теплопотери здания.
4. Низкая стоимость и короткие сроки строительства. Учитывая размеры блоков, стены возводятся быстро
А если принять во внимание, что расход раствора небольшой, то и времени на его приготовление тратится меньше
5. Изменяя пропорции для шлакоблока, можно придавать изделию те или иные качества, необходимые в месте применения.
6. Получение продукции любого размера и формы, что значительно повышает удобство использования и во многих случаях значительно облегчает монтаж.
Но стоит отметить и имеющиеся недостатки:
- с точки зрения экологии – много вопросов. Особенно к продукции, в составе которой – доменный шлак;
- невысокие показатели, характеризующие морозоустойчивость;
- с точки зрения влагопоглощения материал нуждается в усиленной защите;
- хрупкость. Для монтажа фундамента шлакоблок явно не подходит. При возведении стен также следует учитывать высотность и предполагаемую нагрузку.
Применение
- Как правило, для сооружения малоэтажных построек различного назначения. Существует мнение, что шлакоблоки можно использовать и для устройства фундаментов, если в их составе цемент «высоких» марок. Однако специалисты-практики не советуют этого делать и для основания дома выбрать другой материал.
- В качестве дополнительного утеплителя в каркасных конструкциях.
Инструкция как сделать шлакоблок самостоятельно
1. Изготовление самодельного станка для шлакоблока. Самый простой вариант – из гладких досок. Из них сбивается длинный короб, в котором устанавливаются съемные перегородки. Они могут быть из любого жесткого материала: дерево, фанера, металл, пластик. Для их фиксации в досках на соответствующих расстояниях выпиливаются пазы. Размеры ячеек зависят от требуемых габаритов изделий.
Чертежи формы для блоков шлакобетона
Для того чтобы исключить деформацию короба от влаги в процессе производства, все внутренние поверхности окрашиваются.
Готовая форма должна быть размещена на прочной ровной основе.
2. Подготовка шлака. Необходимо смешать его фракции разных размеров. Каждые из них придают определенные свойства конечному продукту. Крупные снижают теплопотери, но одновременно уменьшают прочность. Мелкие – наоборот. Смешение позволяет получить «золотую середину». Соотношение: на 3 части мелких – 7 частей крупных. Для этого сырье несколько раз просеивают через сита с разными ячейками.
3. Приготовление раствора. Пропорция – 1 к 10 (цемент – шлак). Главное – тщательно перемешать. Нужно заранее предусмотреть, в какой по объему емкости его готовить.
4. Заливка раствора. Если блок должен быть полнотелым, то ячейки формы заполняются, немного не доходя до верхнего уровня. Приготовление пустотелых изделий предполагает делать жесткие «вставки», которые после выемки оставят в блоке полости. Можно использовать бутылки, в том числе и пластиковые. Но в них надо обязательно заливать воду и закупоривать. Часа через 3 – 4 бутыли удаляются, причем их нужно выкручивать, чтобы не «беспокоить» всю массу.
Можно наладить и промышленное производство на дому. Форма должна иметь ручки для переноски, так как ее после заполнения раствором ставят на вибростол. Его можно сделать самостоятельно, а можно и купить. Но он обойдется от 20 000 рублей и более, в зависимости от комплектации. Имеется в продаже и вибросито – от 26 000 рублей.
Практические советы
- Наибольшей прочностью обладают блоки, приготовленные на основе цемента. На втором месте – из извести.
- Чтобы повысить прочность продукции, необходимо часть мелких гранул шлака заменить песком.
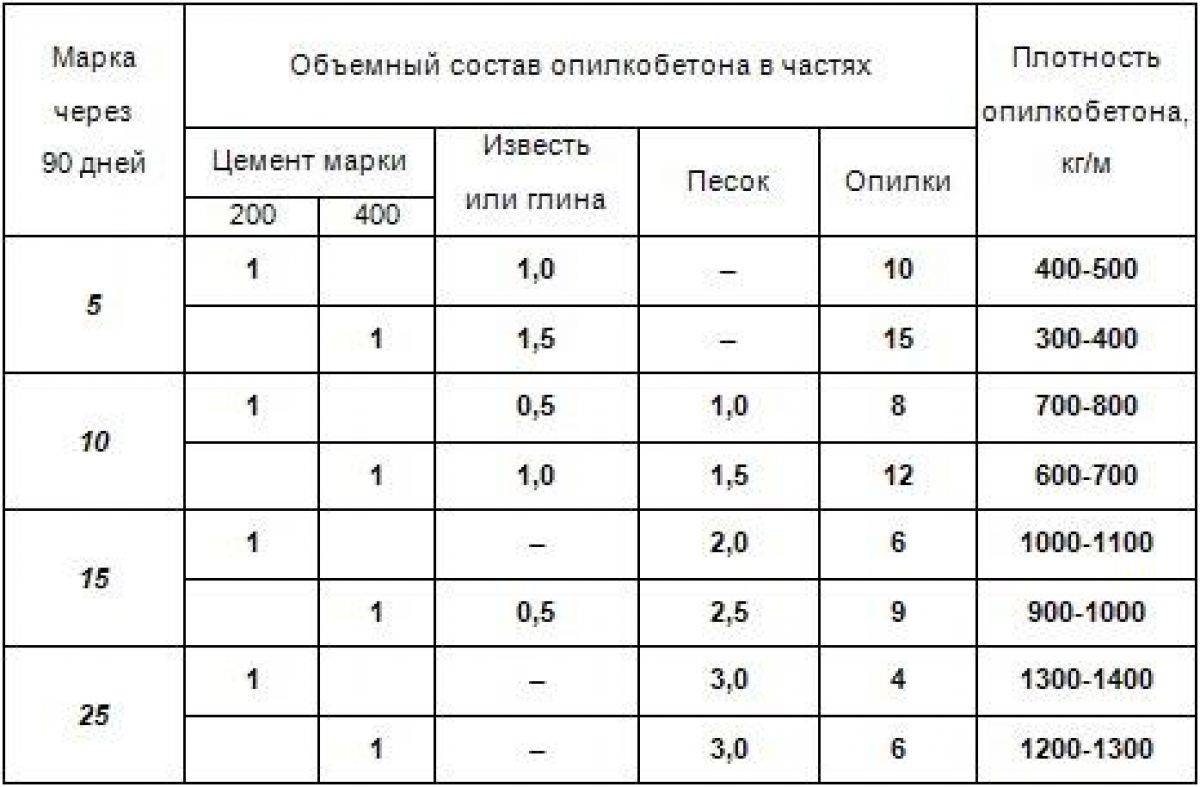
- Смешение цемента с известью (или глиной) в соотношении 3:1 позволит сэкономить без ущерба качеству.
- Перед заливкой раствора внутренности формы протираются, чтобы исключить прилипание блоков к днищу и стенкам. Это делается соляркой, отработанным маслом и тому подобными средствами. После выемки изделий форма также очищается и просушивается, и только потом процесс изготовления возобновляется.
- Чем гуще раствор, тем быстрее он застывает. В этом случае пропорция для него – 1:8.
Как сделать самостоятельно в домашних условиях
После того, как раствор был замешан с помощью бетономешалки или ручным способом по одному из рецептов, необходимо перейти в процедуре создания материала:
Установка опалубки. Вся конструкция для заливки нескольких блоков должна находиться в опалубке. Ее можно сделать из фанеры, но она должна быть необъемной.
- Подготовка формы. При изготовлении формы из металла или дерева, стоит учитывать, что она должна быть без дна, иначе потом нельзя будет вытащить блок.
- Форму нужно поместить на гладкую поверхность, которая будет застелена тканью или пленкой.
- Все стенки опалубки и формы нужно смазать маслом – это поможет легче извлечь блок на выходе.
- Форму заполняют полученным бетонным раствором до середины, затем прокладывают фиброволокно или проволоку для армирования.
- Форму заполняют до краев раствором. Поверхность необходимо сгладить ровным плоским инструментом, чтобы не было бугров.
Если есть вибропресс, то можно спрессовать бетон в этом станке. Для этого блоки кладут на рабочую плоскость и закрывают с помощью рычагового механизма. Если станка нет, то можно попробовать самостоятельно немного потрясти форму для равномерного распределения раствора.
Сушка может быть длительной – она достигает 28 дней. Когда блок полностью высох он набирает максимальной прочности и будет готов к использованию в строительстве. Если есть необходимость делать отверстия при изготовлении бетонных блоков, то для этого можно использовать деревянные конусы, обернутые железных кровельным материалом. После застывания конусы можно изъять.
Производство шлакоблока в домашних условиях
- Готовим смесь средней текучести, как и обычный цементный раствор, используемый для заливки фундамента.
- Перед заливкой в форму, его следует «утрусить». В промышленных условиях для этого используется специальное оборудование. В быту же желательно иметь небольшой глубинный вибратор. Если же его нет, емкость просто простукивается снаружи небольшим молотком.
Это необходимо для того, чтобы все компоненты смеси распределились равномерно, заполнив все пустоты формы. Также простукивание удаляет пузырьки воздуха, которые значительно понижают прочность изделия. Заливаем бетон. В формах он должен отстояться около 96 часов.
- По истечении вышеуказанного времени, продукт извлекаются из форм. Во время сушки блоков, их следует смачивать водой во избежание пересыхания, после чего материал накрывается клеенкой.
- Спустя 28-30 дней стройматериал полностью готов к использованию.
Станок для изготовления шлакоблока

На сегодняшний день рынок строительных материалов предлагает огромный выбор стройматериала, на любой выбор и бюджет. Технологии шагнули далеко вперед, коснулись они и строительных материалов. Производитель применяет всевозможные химические соединения для ускорения процесса производства, отсюда и изобилие.
Но строительный материал можно делать и самому, Спросите как? Смотрите далее и всему научитесь, сделаете свой станок для производства блоков, построите себе дом, гараж, баню, да что захотите.
Материалы
1. листовой металл 3 мм 2. водопроводная труба 3. наждак 4. провод 5. выключатель 6. проф труба квадратного сечения 7. арматура 8. пружина
Инструменты
1. болгарка 2. сварочный аппарат 3. молоток 4. наждак 5. набор гаечных ключей 6. штангенциркуль 7. линейка
Процесс создания станка для производства шлакоблока.
И так следует начать с того, что такое шлакоблок? Из чего его делают и каковы его характеристики.
Производственный выпуск шлакоблока начался еще в Советское время, когда для постройки домов, гаражей, заводов, казарм, животноводческих ферм и тд. требовался недорогой и простой в производстве материал, им то и стал шлакоблок.





Само название говорит за себя из чего делается данный блок, а изготавливается он из угольного шлака, который остается после топки котлов в угольной котельной. Как понятно материал бесплатный, попросту отходы производства, которые можно преобразовывать в личную выгоду для частного строительства или бизнеса.

Производство шлакоблока-это самое простое среди строительных материалов данного типа и размера, потому как не требует дополнительной температурной обработки, в отличии от кирпича.
Технология заключается в следующем: берется шлак смешивается с песком и цементом, добавляется вода, замешивается ВНИМАНИЕ! (полусухой раствор) в пропорции 1 часть цемента 3 части песка и 5 частей шлака, а так же 0.5 воды от общей массы цемента. Главное здесь не переборщить с водой, по утверждению автора раствор должен получится (полусухой) определить это можно следующим образом, взять в руку немного раствора и сжать, он не должен выделять воду и не рассыпаться, а бросив на землю должен рассыпаться
После приготовления правильного раствора, его следует заложить в форму, включить вибратор, запрессовать крышкой и отключив мотор вибратора произвести подъем формы, блок остается на земле сохнуть, а форма передвигается далее для следующей формовки. Для начало следует рассмотреть чертежи станка.

Затем из полученных заготовок сваривается железный короб.

Для удобства засыпки раствора в матрицу, автор делает специальный фартук для короба, из того же металла 3 мм.

Наваривается на короб.

По бокам с обеих сторон навариваются проушины.

После того как основа готова, автор переходит к созданию пуансонов которые будут отвечать за полости в блоках, для этого была взята водопроводная металлическая труба и разрезана на 3 равные части.

В трубах делается пропил в верхней части для их последующего крепления, а в нижней части делается 3 пропила, затем обжимается и проваривается, тем самым создается конус он необходим для лучшего изъятия формы.
Далее форма надевается на станину. Изготавливается стопорный механизм.

А так же пресс-крышка.

Создается рычажный механизм и ставится вибратор, сделанный из наждака, также подключается выключатель, чтоб можно было включить и выключить вибратор

И вот станок готов можно начинать работать и делать свои собственные блоки.
На этом заканчиваю статью. Но вы еще так же можете просмотреть видео по изготовлению станка и закрепить пройденный материал. Приятного просмотра
Спасибо за внимание! Заходите в гости почаще, не пропускайте новинки в мире самоделок! Источник
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Подготовка шлака к работе
Разные фракции придают определенные характеристики шлакоблоку. Небольшие увеличивают прочность и потери тепла, крупные – наоборот. Поэтому смешав 3 части мелких и 7 частей крупного размера, можно получить «золотую середину». За 6 часов до замеса шлак желательно увлажнить, чтобы обеспечить надежное соединение между наполнителем и крупинками цемента.
В наполнителе не должны присутствовать лишние примеси: земля, несгоревший уголь и щепки, поэтому его необходимо заранее просеять. У этого материала есть определенная доля радиации, при самостоятельном изготовлении стоит узнать, откуда привезено сырье, или использовать отходы от своей печи.

Способы производства
Для выпуска небольшого количества стройматериалов потребуются формы под заливку блоков необходимого размера и емкость для замешивания раствора. Число форм зависит от объема стройматериала, потому что готовые изделия будут сохнуть прямо в них. Их делают из деревянных плах или металлических листов. Они имеют вид открытого ящика с дном и боковыми гранями.
Для экономии материала сооружают матрицу с несколькими ячейками. Это позволяет заливать в одну форму 4-6 шт. При этом способе производства раствор замешивают пожиже, чтобы его масса была более однородной и плотно растекалась по заготовке. Размеры могут быть стандартными (40х20х20 см) и индивидуальных форм. Для предотвращения деформации короба от влажности в процессе работы, рекомендуется окрасить его внутренние поверхности.
С целью снижения веса и экономии раствора в уже залитую форму вставляют пуасоны (это болванки или бутылки), которые через 6-8 часов убирают, а в изделии остаются отверстия. В зависимости от размера элемента количество пуасонов может быть 2 или 3. Около суток блоки сушатся в форме, после чего их аккуратно вынимают и складывают штабелями. Требуется 28 дней, чтобы они полностью высохли и обрели необходимую прочность.
Второй способ производства шлакоблоков предусматривает применение специального оборудования. Он гарантирует более высокое качество и позволит за счет увеличения количества наладить даже свой собственный бизнес. Для этого понадобится бетономешалка и вибростол, который даст возможность уменьшить число форм для заливки и значительно снизить время изготовления самих блоков.

Инструкция по изготовлению вибростола
Этот станок можно купить готовый или сделать и самостоятельно. Схема сборки довольно проста: потребуется лист стали толщиной 2-3мм, двигатель асинхронный мощностью от 100 Вт, грузы для вибрации и дисбаланса, болванки для пустот.
1. Из листа стали отрезаем заготовки следующих размеров в количестве двух штук: по 40х25 и 20х25, 40х15 см – козырек, 4х4 – четыре ребра и 39.5х19.5 – один прижим.
2. Из пластин 40х25 и 20х25 см варим форму, длина – 40, ширина – 20, высота – 25 см. Сварной шов делаем только снаружи.
3. От металлической трубы диаметром 8 см для будущих отверстий отрезаем 3 части, каждая длиной 25 см.
4. Отрезки труб помещаем внутрь формы строго горизонтально в один ряд. Обязательно на одном расстоянии между собой и от стенок короба. Затем заготовки привариваем к корпусу и друг с другом ребрами 4х4 см, которые должны располагаться в верхней части.
5. Прикрепляем вибратор к длинному краю матрицы, сначала вставив его в монтажные отверстия, а болты затягивают гайками и обваривают сваркой.
6. Над вибратором желательно прикрепить козырек, который будет служить защитой двигателя от раствора и воды. На его край приваривают ножку – это дополнительная опора. Она даст конструкции необходимую устойчивость, так как центр тяжести всего устройства из-за вибрации будет смещен в сторону.
7. К ручкам конструкции привариваются фиксаторы.
Формы для пенобетонных блоков
После изготовления пенобетон находится в жидкой консистенции и растекается по поверхности оснастки с учетом своей вязкости. От формы для производства пеноблоков зависит не только их размер, но и качество готовой продукции.
Материал и тип, из которого выполнена технологическая оснастка, в первую очередь зависят от требований к оборачиваемости и масштабов производства. Оборачиваемость зависит от времени, которое проходит с момента заливки до предварительного отвердения.






По конструкционной особенности формы бывают двух типов -неразъемные и разъемные. Кроме того, они могут различаться по количеству блоков, которые можно залить одновременно, т.е. одноместные и многоместные.
Различные типы технологической оснастки позволяют получить как готовые штучные блоки, так и массив, который после извлечения из оснастки подвергается распилу.Конечно, формы для пеноблоков своими руками делают первого типа, так как они позволяют получить уже готовый продукт.
Недостатком оснастки для изготовления штучных блоков является то, что они позволяют выпускать изделия фиксированного размера. Чаще всего производят блоки габаритами — 200*300*600 мм.
Самыми распространенными материалами для их изготовления форм являются: влагостойкая фанера, пластик и металл. От типа материала зависят не только технологические и эксплуатационные свойства оснастки, но и ее цена.
 Формы из фанеры
Формы из фанеры
Формы для блоков
Формы из фанеры
Как правило, такие формы изготавливаются с металлическим каркасом. Металлические конструкции необходимы для того, чтобы придать фанере необходимую жесткость, а также предотвратить ее деформацию. В результате, это положительным образом влияет на качество выпускаемой продукции.
Главным достоинством оснастки из фанеры является ее невысокая стоимость и простота изготовления. Эксплуатация также не требует больших затрат. Формы могу выдержать как минимум 40-50 циклов заливки. Если правильно обслуживать фанерную оснастку и ухаживать за ней, то она сможет прослужить еще дольше.
Изготовленная форма для пеноблоков своими руками представляет собой сбитый фанерный ящик с ячейками. Каждая ячейка соответствует размеру будущего изделия.
 Форма из пластика
Форма из пластика
Формы из пластика
Пластиковые формы для пеноблоков являются самыми дешевыми. Они отличаются неприхотливостью в эксплуатации и не требуют смазки перед заливкой. Недостатком таких форм является их хрупкость. Этим обусловлен их незначительный срок эксплуатации.
В последнее время стали производить металлические каркасы, в которые устанавливается пластиковая оснастка. Они позволяют увеличить долговечность форм.
 Металлические формы
Металлические формы
Формы из металла
Самыми прочными являются металлические формы для пеноблоков, но при этом они и самые дорогие. Однако, если учитывать продолжительность срока их эксплуатации, то стоимость форм составляет незначительную часть в себестоимости готовых изделий.
Сделать металлическую оснастку гораздо сложней. Если у вас нет такой возможности, то можно поискать б у формы для пеноблоков, которые будут стоить гораздо дешевле, чем новые.
Производство шлакоблока в домашних условиях
- Готовим смесь средней текучести, как и обычный цементный раствор, используемый для заливки фундамента.
- Перед заливкой в форму, его следует «утрусить». В промышленных условиях для этого используется специальное оборудование. В быту же желательно иметь небольшой глубинный вибратор. Если же его нет, емкость просто простукивается снаружи небольшим молотком. Это необходимо для того, чтобы все компоненты смеси распределились равномерно, заполнив все пустоты формы. Также простукивание удаляет пузырьки воздуха, которые значительно понижают прочность изделия.
Заливаем бетон. В формах он должен отстояться около 96 часов.
- По истечении вышеуказанного времени, продукт извлекаются из форм. Во время сушки блоков, их следует смачивать водой во избежание пересыхания, после чего материал накрывается клеенкой.
- Спустя 28-30 дней стройматериал полностью готов к использованию.
Технология производства
Можно рассмотреть описание одной из технологий для производства. Этапы выполнения таковы:
Технология производства: 1. Приготовить раствор. 2. Залить раствор в форму. 3. Просушить.
- Подготовка бетонной смеси.
- Производство.
- Просушка готовых блоков и складирование.
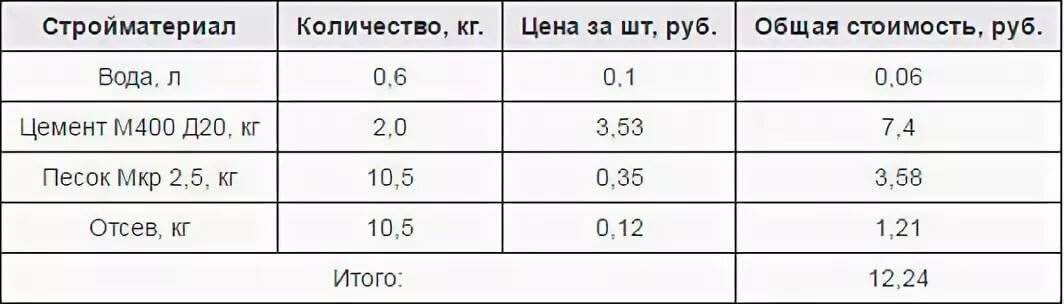
Подготовка бетонного раствора (пропорции):
- Засыпается 4 лопаты гранулированного шлака + 4 лопаты мелкого отсева.
- Добавляется 1 лопата цемента.
- Все составляющие раствора хорошо перемешиваются.
- Добавляется УПД в растворенном виде.
- Все заново перемешивается таким образом, чтобы бетон как следует пропитался раствором УПД.
Производство:
- В вибрационный станок засыпается бетон.
- Устанавливается прижим, включается вибратор.
- С вибрацией поднимается станок, готовый шлакоблок остается на площадке.
После окончания всех работ производится просушивание и складирование готового материала.
Раствор без добавки УПД:
- готовые блоки высыхают на площадке в течение суток. Периодически их надо слегка смачивать, как и любое из цементосодержащих изделий;
- после этого блоки надо аккуратно перевернуть на боковую грань для подсыхания других граней;
- в таком положении шлакоблок надо выдерживать еще сутки, потом их выкладывают в штабель для досыхания.
Если используется раствор с УПД, готовые блоки убирать с площадки и складировать их в штабель можно уже через 6-8 часов.





