

Производство труб
Алюминиевые трубки в зависимости от способа производства бывают:
- холоднодеформированные;
- сварные прямошовные;
- прессованные.
Холоднодеформированные из алюминия
Холоднодеформированные алюминиевые трубки с диаметром от 6 до 150 мм выпускаются по ГОСТ 18475-82. Их назначение – общепромышленное. Основной характеристикой этих изделий, кроме геометрических, является марка алюминия (или сплава) и состояние материала, которое в зависимости от термообработки может быть
 Испаритель холодильника
Испаритель холодильника
- отожженным,
- нагартованным,
- закаленным,
- состаренным.
Поставляются в отрезках и бухтах. Бесшовные холоднодеформированные трубки из некоторых марок алюминия и его сплавов производятся по ОСТ 1 92096-83. Их назначение – специальные отрасли машиностроения.
Прямошовные сварные трубы
Алюминиевые трубки диаметром от 10 до 220 мм, изготовленные методом непрерывной сварки ТВЧ из ленты, называются прямошовными сварными и должны соответствовать ГОСТ ГОСТ 23697-79. Состояние материала у этих труб бывает
- нагартованным,
- закалённым + состаренным.
Трубы, произведенные из отожженной ленты, не подвергаются дополнительной термообработке. Вид термообработки трубной продукции зависит от материала ленты. Маркировка партии включает данные о состоянии материала и марке сплава.
Прессованные трубы из алюминия
Прессованные алюминиевые трубки диаметром от 18 до 300 мм производят по ГОСТ 18482-79. По этому стандарту различают тонкостенные (до 5 мм) и толстостенные изделия, произведенные методом прессования через пресс-шайбу. По состоянию материала трубки могут быть
- отожженными,
- закалёнными + состаренными.
При изготовлении трубной продукции методом горячего прессования, допускается не выполнять термообработку. Назначение изделий – общепромышленное.
Алюминиевые трубки 4 мм и 5 мм, которые появляются в продаже, все импортного происхождения. По ГОСТ трубная продукция таких диаметров не выпускается.
Пайка алюминиевых труб
Соединение алюминиевых изделий выполняется с помощью пайки под флюсом. Это достаточно сложный процесс, что обуславливается низкой температурой плавления алюминиевых сплавов, которая составляет 660 градусов. Уже при 3000 труба начинает терять прочность, что оставляет крайне узкий температурный интервал для работы, при превышении которого возрастает риск деформации соединяемых изделий.
Пайка алюминия, помимо газово-пропановой горелки, требует наличия таких материалов как припой и флюс. Соединение необходимо выполнять посредством припоев на основе цинка, меди и кремния. Стандартные оловяно-свинцовые припои лучше не использовать, поскольку их применение дает соединительный шов сильно подверженный коррозии.
Предпочтительные варианты – припои марок ЦОП40 и 34А отечественного производства, и Aluminuum-13 от немецкой компании Chemet. Качество соединения непосредственно зависит от того, каким флюсов выполняется пайка. Необходимо использовать составы Ф-59А, Ф61-А и “Активный флюс для пайки алюминия“.

Пайка алюминиевых труб
Пайка выполняется по следующей технологии:
- Участки труб на ширину 3-4 см от торца обезжириваются с помощью ацетона либо бензина и зачищаются наждачной бумагой. Необходимо снять окисную пленку, что улучшит адгезию флюса с металлом.
- Зона пайки покрывается слоем флюса толщиной 1-2 мм.
- Стыкующиеся кромки труб прогреваются газовой горелкой до температуры плавления припоя (указана в инструкции), при этом стержень припоя прикладывается к месту стыка так, чтобы при его плавлении соединение равномерно покрывалось расплавом.
- По завершению пайки остывший стык обрабатывается наждачной бумагой.
Пайка труб большого диаметра (свыше 20 мм) применяется с использованием соединительных фитингов, размер которых подбирается в соответствии с диаметром трубопровода. Трубы вставляются внутрь фитингов, и припоем покрываются места зазоров на крайних торцах соединительных элементов.
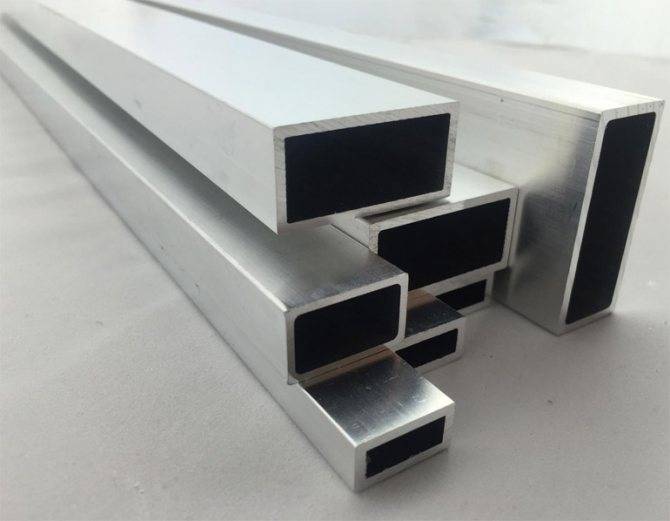
Свойства алюминиевых профилей
Профильная алюминиевая труба – это полое изделие, сечение которого имеет вид замкнутой геометрической фигуры. Это необязательно квадрат или прямоугольник. Алюминиевый профиль может быть шестигранным или иметь любую конфигурацию по желанию заказчика.
Свойства, которые отличают алюминиевые профильные трубы от стальных:
- антикоррозийная устойчивость;
- малый вес;
- высокая эстетичность;
- мягкость металла.
К основным потребительским характеристикам алюминиевой профильной трубы относят:
- высокую тепло- и электропроводность;
- устойчивость к химически агрессивной среде;
- мягкость, что позволяет придать любую форму;
- гигиеничность, экологическую безопасность;
- возможность вторичной переработки;
- длительный срок службы.
Для монтажа этих изделий не требуется специальный инструмент или особые знания. Соединение обычно выполняется с помощью саморезов и болтов. В некоторых случаях возможно применение сварки.
Технические характеристики
Технические характеристики являются справочными данными и собраны в специальные таблицы, которые содержат следующие сведения:
- Длину сторон и толщину стенки трубы в мм. Например, труба квадратная 40×40×1,2.
- Артикул (труба этих размеров — SY22009).
- Величину периметра, измеренную по внешней стороне. В данном случае — 159 мм.
- Вес погонного метра в граммах для трубы с такими параметрами (0,504 г).
Качественными считают алюминиевые профильные трубы соответствующие ГОСТу. Изделия должны быть гладкостенными, без заусенец (начиная с размера стенки в 10 мм), без видимых дефектов поверхности:
- расслоений, трещин, рыхлой поверхности;
- посторонних неметаллических включений;
- дефектов, которые приводят к утоньшению стенки ниже допустимого предела;
- следы обжига.
Рекомендуем ознакомиться: Использование медных труб в различных трубопроводных системах — плюсы и минусы
Допускаются царапины, вмятины, забои, запрессовки, если их глубина не влияет на допустимые размеры внутреннего сечения и толщины стенки изделия.
Виды продукции
Профильные трубы можно разделить по нескольким критериям.
По форме выпуска:
- трубы в бухтах (могут иметь сечение в форме овала);
- мерные, длина от 1,5 до 11,5 м;
- немерные.
По толщине стенки:
- толстостенные;
- тонкостенные.

В зависимости от технологии изготовления профильные трубы обладают разными эксплуатационными характеристиками:
- Н – нагартованные (упрочение профиля после формовки при температуре более низкой, чем отжиг);
- Н2 – полунагартованные;
- М – отжиг;
- Т – состаренные без ускорения;
- Т1 – искусственно состаренные;
- Т5 – не полностью закаленные.
Кроме того, некоторые производители предлагают профильные трубы со специальным напылением, которое улучшает их декоративные свойства. Например, большим спросом пользуются изделия с имитацией под дерево.
От чего зависит прочность алюминиевого профиля
Эксплуатационные характеристики готовых труб зависят от способа их производства и состава сплава.
Алюминиевые трубы из листового проката с профильным сечением обладают меньшей прочностью в сравнении с бесшовными.
Присадки придают сплаву определенные физико-химические свойства, такие как электропроводность, устойчивость к коррозии или повышенную прочность.
Несколько слов о сортаменте
Относительно того, как выглядит труба алюминиевая прессованная, необходимо отметить, что конструктивно, она может иметь круглое, квадратное или же прямоугольное сечение.
Интервал показателя наружного диаметра, равно как и описанной недвижимости, также может быть различным, в зависимости от того, какое изделие и для каких наименований работ требуется. Показатель прочности зависит непосредственно от характеристики сплава, размеров и толщины стенки, может варьироваться в зависимости от требований и регламента ГОСТ.
Что представляет собой труба ВИРСБО, как прессовать правильно данное изделие? На предприятии, производящем данные материалы, имеется ряд горизонтальных прессов имеет с усилием порядка 1000-20000 тс, что и позволяет получить на выходе сортамент требуемого размера. Помимо этого, применяется и вспомогательное оборудование, к числу которого относятся:
- Ролико-правильные машины, с их помощью обеспечивается конечная прямолинейность готовой продукции. От качества работы подобного оборудования напрямую зависит то, насколько ровными будут конструкции и насколько сохранится значение диаметра в каждой отдельной части конструкции. Стоит отметить, значение диаметра обязательно проверяется непосредственно по всей длине изделия, с целью выявления точек отклонения от заданных размеров;
- Используются в процессе работы и специальные печи отжига и последующего старения, а также уникальные по своим конструктивным характеристикам вертикальные закалочные печи (длина данного оборудования составляет порядка 17 метров), посредством которых обеспечивается придание изделию конечных свойств и качеств, в соответствии с требуемыми нормативными документами.
Важно! Вне зависимости от того, каким из установленных на производстве методов изготавливается сама конструкция, она не будет иметь на поверхности никакого видимого шва. Это сделает ее идеальным вариантом для последующего анодирования, а также иных способов декоративной отделки, при которых поверхность становится идеально гладкой, даже при монтаже на поверхности не будет резко выделяться
Производство алюминиевых труб
Трубный алюминиевый прокат по способу изготовления делится на три основных вида:
— трубы из алюминия, полученные методом прессования;
— изготовленные по принципу нержавеющих труб, т.е. свариванием штрипса (ленты) либо листа в сочетании с операцией горячего отпуска. Она способствует снятию внутренних напряжений на сварочных швах;










— изготовленный с помощью холодного деформирования круга. Технология включает в себя вытяжку, прошивку и калибровку.
В современных условиях все виды производства позволяют получать экономичную и высококачественную продукцию.
Для изготовления круглой алюминиевой трубы по ГОСТ 22233-2001 берут цветной металл маркировки А5, АД1, А8, АД, А85, сплавы маркировки АМц, АМцС, АМг1, АВ, АД31, Д1.
Технология изготовления включает в себя несколько последовательных этапов. Сначала заготовку нагревают, затем прессуют на матрице прокатного стана для получения формы круга. Затем — продавливание штемпелем с целью получения внутреннего отверстия. Потом проводят операцию закалки. Последний этап выполняют в зависимости от желания заказчика. Это нанесение анодного покрытия на поверхность готового изделия для утолщения естественного защитного слоя.
Сварные прямошовные трубы делают из ленты. В качестве исходного материала берут алюминиевые сплавы АМг2, ВД1, АМг3, АМг5, Д1, Д16, АК6.
Технология производства — это непрерывный процесс сварки током высокой частоты. Наружный диаметр, согласно сортаменту по ГОСТ23697-79 (о прямошовных сварных трубах из алюминиевых сплавов), варьирует от 10 мм до 220 мм.
Бесшовные холоднодеформированные трубы изготавливают из сплавов металла марок АМг2, Д16, АМг3, АМг5, АМг6.
Метод изготовления: вытяжка и калибровка округлых полуфабрикатов при пониженных температурах. Готовый трубный продукт используют во многих отраслях промышленности.
Исходя из требований по качеству конечной продукции, поверхность должна быть гладкой, ровной. На поверхности и срезах не допускают наличие таких дефектов, как:
— заусенцы, шероховатости;
— очаги коррозии;
— следы рыхлости, проявления пережога;
— трещины, раковины, сколы, расслоения.
Дефектами не считают:
— вмятины, не превышающие допустимые отклонения от диаметра;
— запрессовки, царапины, которые не оказывают влияния на минимально допустимый диаметр готового изделия;
— пятна, полосы в виде колец и спиралей;
— остатки материала для смазывания.
Где применяются алюминиевые трубы

Продукция из алюминия получила широкую популярность. Этот металл практически не требует технического обслуживания, он прост при монтаже, а также поддаётся погрузке и транспортировке. Важным фактором является доступная цена этого металла.
Алюминиевые трубы часто применяют в сельскохозяйственных отраслях, особенно при монтаже дренажных систем. Данный металл имеет высокую сопротивляемость воде и длительный срок эксплуатации. Также на него не воздействуют сельскохозяйственные культуры.
При добыче нефти, большая часть буровых вышек состоит из алюминиевых труб. Этот металл на протяжении длительного периода времени не реагирует на агрессивное воздействие нефти и её производных. Также алюминий имеет высокую пропускную способность, что позволяет снизить риск возникновения пробок в системе.
Трубы из алюминия очень часто используют в вентиляционных системах. Этот материал, из-за неплотной структуры, хорошо поддаётся деформации и сверлению. С помощью болгарки, алюминиевым трубам можно придать необходимую длину.
Также трубопроводы из алюминия часто применяют при прокладке канализационных систем. Данный металл не реагирует на воздействие сточных вод и других химически активных веществ. Следует учитывать склонность алюминия к деформации при низких температурах, поэтому канализационные трубопроводы следует прокладывать только на соответствующей глубине.
Помимо вышеописанных сферах применения, алюминиевые трубы могут нести исключительно декоративный характер. Очень часто данный материал используется для создания перилл и других конструкций на загородных участках и частных домах. Внешне металл идеально подходит для самого разнообразного интерьера и экстерьера.
Алюминий с внешней стороны трубы

Алюминиевый слой не придает прочности трубе, так как в отличии от металлопластиковых труб для армирования полипропилена используется алюминиевая фольга толщиной от 0,1 до 0,5 мм. Но в тоже время прекрасно решает проблему линейного удлинения. Как говорилось выше, если без армирования 1 м полипропиленовой трубы при нагреве удлиниться почти на 12 мм, то в тех же условия при армировании алюминием с внешней стороны труба изменит свою длину лишь на 2 мм.
Алюминиевая фольга с полипропиленом соединяется с помощью специального клея. Армирование алюминием с внешней стороны происходит в такой последовательности:
Полипропиленовая труба – слой клея – алюминиевая фольга – слой клея – слой полипропилена.
Качество клеевого соединения и самого полипропилена влияют на долговечность и срок службы такой трубы.
Достоинства армирования алюминием с внешней стороны:
Значительно сокращается линейное удлинение полипропиленовой трубы.
Недостатки армирования алюминием с внешней стороны:
Внешне кажется, что трубу в скором времени прорвет, но на самом деле это не так. Вздувается лишь внешний тонкий слой полипропилена, которым покрывается алюминиевая фольга.
Производители полипропиленовых труб допускают такие вздутия, так как это не влияет на прочность самой трубы. Основной толстый слой полипропилена остается не поврежденным. Вздутия могут образовываться из-за остаточной влаги во время производства. Этого недостатка бояться не стоит, система продолжит исправную работу и дальше не смотря на непрезентабельный вид.
Внешний слой необходимо зачищать перед сваркой так как внешний диаметр полипропиленовой трубы с алюминиевым армированием больше обычного.
Монтаж алюминиевых труб
В процессе эксплуатации изделий из алюминия невозможно обойтись без соединения элементов между собой, придания им необходимой формы, обрезки и состыковки с прочими элементами конструкций.
Первоначально все заготовки имеют прямолинейную форму. Иначе говоря, они все ровные. Хорошо,  если предстоит создание конструкции из ровных отрезков. При этом заготовки просто режут на куски определенной длины. А если необходимо придать конструкции какую-то форму? Тогда необходима гибка алюминиевых труб.
если предстоит создание конструкции из ровных отрезков. При этом заготовки просто режут на куски определенной длины. А если необходимо придать конструкции какую-то форму? Тогда необходима гибка алюминиевых труб.
Сгибаются заготовки на специальных трубогибочных станках. На таких станках используются профили различной формы. Выбор нужной формы зависит от толщины, формы и длины алюминиевого профиля.
Соединение алюминиевых труб между собой может производиться при помощи болтового или сварного соединения, а также методом отбортовки. Наиболее простым и надежным способом соединения является сварка алюминиевых труб.









Производится она двумя основными способами:
- сварка под давлением;
- сварка плавлением.
Наибольшее распространение получила сварка методом плавления, так как этот способ позволяет обойтись без специального дорогостоящего оборудования. Это может быть электроннолучевая сварка или сварка дуговая с применением инертного газа. Вообще, дуговая сварка работает по принципу расплавления алюминия электрической дугой, которая возникает между металлом и электродом под действием высокого напряжения.
Труба алюминиевая: для чего нужна и какую выбрать?
К сожалению, сейчас немного придётся расстроиться, любителям делать своими руками водопроводные системы или отопление. Хоть речь и пойдёт о металлических трубах, но… алюминиевые трубы довольно редко находят применение в быту. В отличие от распространённых стальных труб, и долговечных, но дорогих медных труб, труба алюминиевая в основном нашла своё место в промышленном применении. Алюминий оказался совершенно непригодным материалом для изготовления водопроводных труб по простой причине – определенная степень канцерогенности материала и, соответственно, изделий из него.
Поэтому, алюминиевые трубы для водопроводных систем категорически противопоказаны, а для систем отопления – не имеют ограничений.
В бытовом применении труба алюминиевая находит место в дренажных системах, либо в системах орошения садово-огородных участков. В своё время дюралюминивые трубы применялись в качестве обсадных труб при бурении скважин на участках. Но сегодня существует более широкий выбор экономически выгодных обсадных труб, чем труба алюминиевая.
Характеристики алюминиевых труб
Труба алюминиевая обладает, пожалуй, одной отрицательной особенностью – низкая прочность, если её применять в качестве конструкционного материала. С таким «слабым звеном» алюминия позволяет справится технология изготовления дюралюминия.
Дюралюминивые трубы – это алюминий, медь и магний, входящие в состав в технологических пропорциях, для упрочнения свойств труб алюминиевых.
Эксплуатационные свойства алюминиевых труб
- труба алюминиевая обладает высокими показателями предела текучести, временного сопротивления и пластики, которые требуются при создании прочных конструкций;
- лёгкость при обработке алюминиевых труб (сварка при монтаже), позволяет сооружать надёжные и прочные лёгкие конструкции. Плюс труба алюминиевая легко поддается обработке на трубогибочных станках и резке на «гильотинах»;
- высокий уровень коррозийной стойкости в воде и в агрессивной среде, делаю трубу алюминиевую незаменимой в судостроении и авиастроении, нефтяной и химической промышленности;
- практически полное отсутствие искрообразования при ударах и трении алюминиевых труб.
Исходя из перечисленных свойств труб алюминиевых, их применение не ограничивается только в системах дренажа и орошения.
Классификация алюминиевых труб
В зависимости от направления применения труба алюминиевая, ГОСТ и сортамент позволяют это, используется как в качестве конструкционного материала, так и по прямому предназначению – транспортировка различных веществ.
- способ производства: алюминиевые трубы холоднодеформированные, сварные, прямошовные, прессованные;
- форма сечения: круглые, прямоугольные трубы, квадратные и фасонные;
- толщина стенок: круглые толстостенные – толщина стенки > 5 мм; круглые тонкостенные – толщина стенки не более 5 мм;
- состояние материала: отожжённые (М); закалённые и естественно состаренные (Т); закалённые и искусственно состаренные (Т1), нагартованные;
- длина алюминиевой трубы, как и других видов металлических труб, бывает: мерной, немерной, в бухтах, либо изготовленной по индивидуальному заказу.
Для изготовления разных типов алюминиевых труб, в зависимости от назначения их применения, используются сплавы: А7, А6, А5 АДС, АД, АМЦ, АМг5, АМг60, АД31, Д1 и Д16, труба алюминиевая ГОСТ 18482-79, ГОСТ 18475-82 и ГОСТ 23697-79.
Сферы применения алюминиевых труб
Вначале материала, мы уже уточняли, что для бытового применения в системах водопровода труба алюминиевая не годится.
Алюминиевые трубы очень актуальны для изготовления изделий массового применения: системы кондиционирования и вентиляции (трубы алюминиевые гофрированные), составляющие для мебели, лестничные перила, конструкции для малых архитектурных форм, рекламных сооружений (баннеры) и т.д.
Благодаря своим высоким эксплуатационным характеристикам алюминивая труба пользуется заслуженным авторитетом и высоким спросом в нефтяной и химической промышленности, авиа, – и судостроении, в строительстве.
Применение алюминиевых труб в промышленных масштабах является в некоторых моментах более удобным, выгодным и практичным вариантом.
Удачи вам при выборе труб алюминиевых. Огромный сортамент алюминиевых труб позволит вам подобрать именно то изделие, которое соответствует вашим бизнес-планам.
Пайка алюминия
Заинтересованность производителей в разработке и применении алюминиевых сплавов делает их все более популярными. Благодаря быстрому образованию на поверхности алюминия оксидной пленки, поверхность металла хорошо защищена от воздействия внешней среды. При этом такая пленка не дает возможность сделать хорошее паяное соединение. Решить проблему можно с помощью флюсов.
На производстве активно используется технология пайки алюминия с применением припоев и флюсов компании Castolin, лидера в своей области.
Компанией были разработаны припои и флюсы, применяемые для спаивания меди и алюминия в двух режимах:
- высокотемпературный (твердая пайка);
- низкотемпературный (мягкая пайка).
Припои Castolin пригодны для пайки алюминия и меди, что особенно важно при монтаже систем кондиционирования с использованием алюминиевых трубок для подачи хладагента. При этом швы получаются гладкими, плотными
Эти припои подходят и для спайки алюминиевых труб, которые внутри покрыты медью.
В состав некоторых припоев входит большое количество алюминия. Это позволяет спайке приблизиться по своим характеристикам к основному металлу, увеличивает показатель ее прочности. Температура в процессе пайки достигает 440⁰ – 470⁰ С, при этом удается избежать перегрева алюминия и достичь хорошего качества.
Для очистки поверхности алюминия от оксидной пленки, загрязнений, для обеспечения хорошей смачиваемости, растекания припоя применяют химически активные вещества – флюсы. Без них хорошая качественная спайка невозможна.
Традиционно для производства трубок транспортировки хладагента в криогенном оборудовании используется медь. Только в последнее время ее стали заменять алюминием с целью снизить затраты на монтаж и установку. Использование алюминиевых трубок в кондиционерах позволяет значительно уменьшить материальную стоимость без потери качества благодаря современным технологическим решениям.
Виды алюминиевого металлопроката
Алюминий и его сплавы легко поддаются обработке и обладают небольшим весом. Разнообразный ассортимент проката позволяет изготавливать продукцию необходимой формы и размера без значительных энергозатрат, не допуская перерасхода сырья.
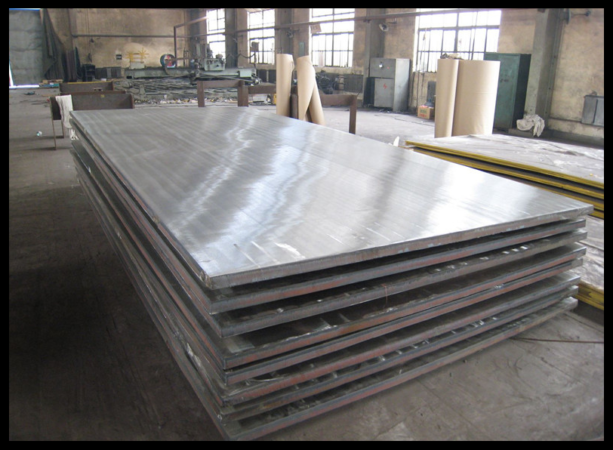
Листовой прокат
Больше половины всего производимого проката приходится на листовой.
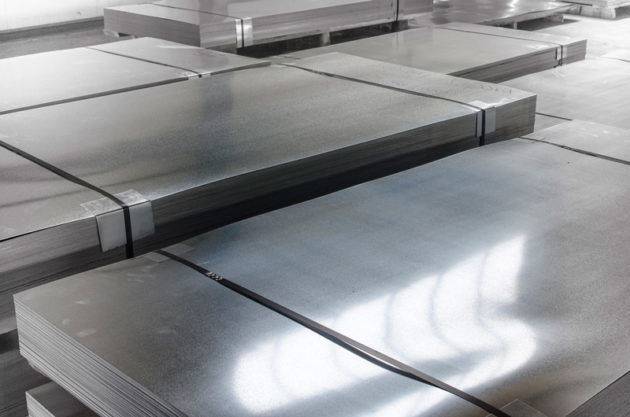
Алюминиевая шина. Полоса прямоугольной формы в поперечном сечении. Грани изделия могут быть скруглены (есть варианты со снятыми фасками). Толщина полосы колеблется в пределах от 3 до 12 мм, ширина — от 1 до 18 см. Шины отпускают бухтами или полосами кратной длины (3–9 метров).

Толстый лист. Плиты толщиной 6 мм и более. Выпускаются преимущественно в виде листов, заданной формы и длины, но бывают редкие исключения производства толстых листов в бухтах. Этот вид проката нашел широкое применение в производстве массивных плоских форм одинаковой толщины, например, крылья самолетов. Толстый лист часто используют в качестве заготовки для последующего фрезерования или другой механической обработки.
Тонкий лист. Листовой прокат толщиной менее 6 мм, но не тоньше 0,2 мм. Может поставляться в бухтах или в виде листов. В зависимости от производителя, может быть крашенным или текстурированным.
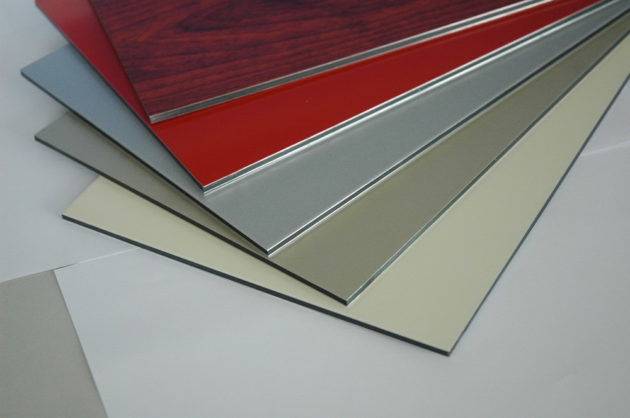
Фольга. Плоский прокат толщиной от 0,2 мм до 4 мкм. Выпускается преимущественно в бухтах, но есть варианты поставок в виде алюминиевых листов небольшого размера.

Сортовой прокат
В эту категорию входит наибольшее количество разновидностей продукции:
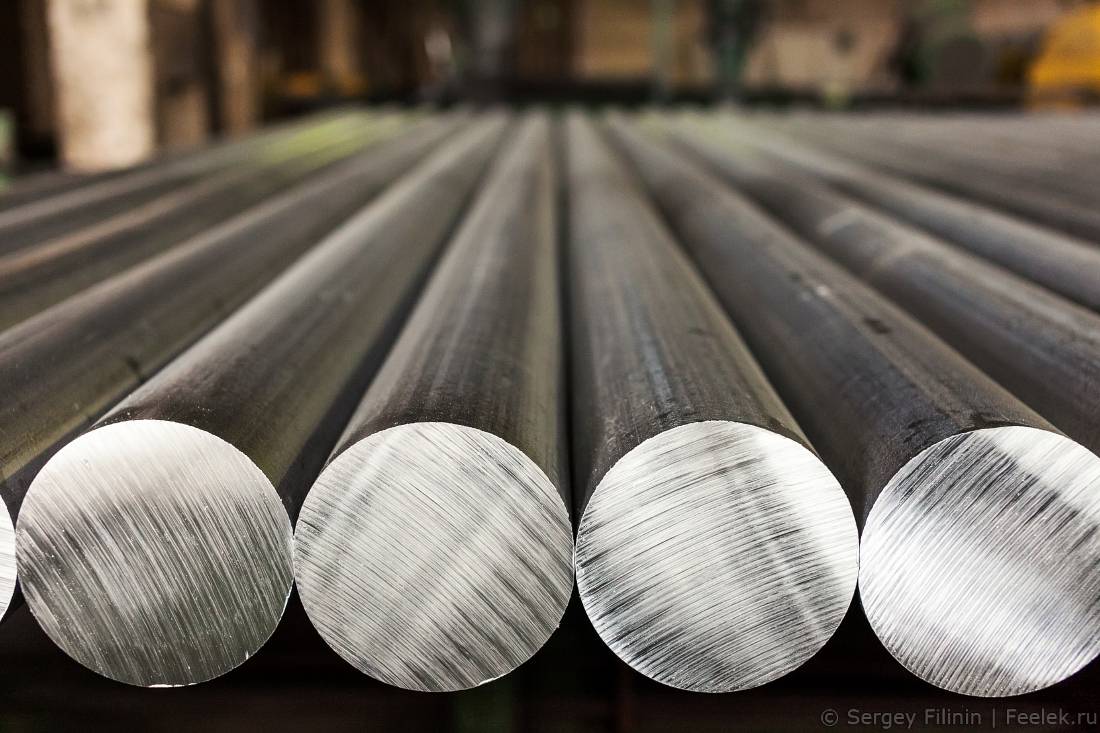
- круглый алюминиевый прокат гладкой фактуры (прут разного сечения, выпускается заготовками определенной длины);
- рифленый круглый прокат (алюминиевая арматура);
- прут квадратной, прямоугольной или шестигранной формы;
- алюминиевые уголки, швеллеры, двутавры;
- круги, катанки, болванки, чушки;
- проволока разных сечений.
Отдельная категория сортовой продукции – прокатный профиль. Изделия этого типа имеют огромное количество наименований, отличаются богатым разнообразием форм и фактуры. Профиль находит свое применение там, где нецелесообразно или неудобно использовать трубу уголок или швеллер. Подобную продукцию используют для решения задач узкого направления в сфере строительства и на производстве.
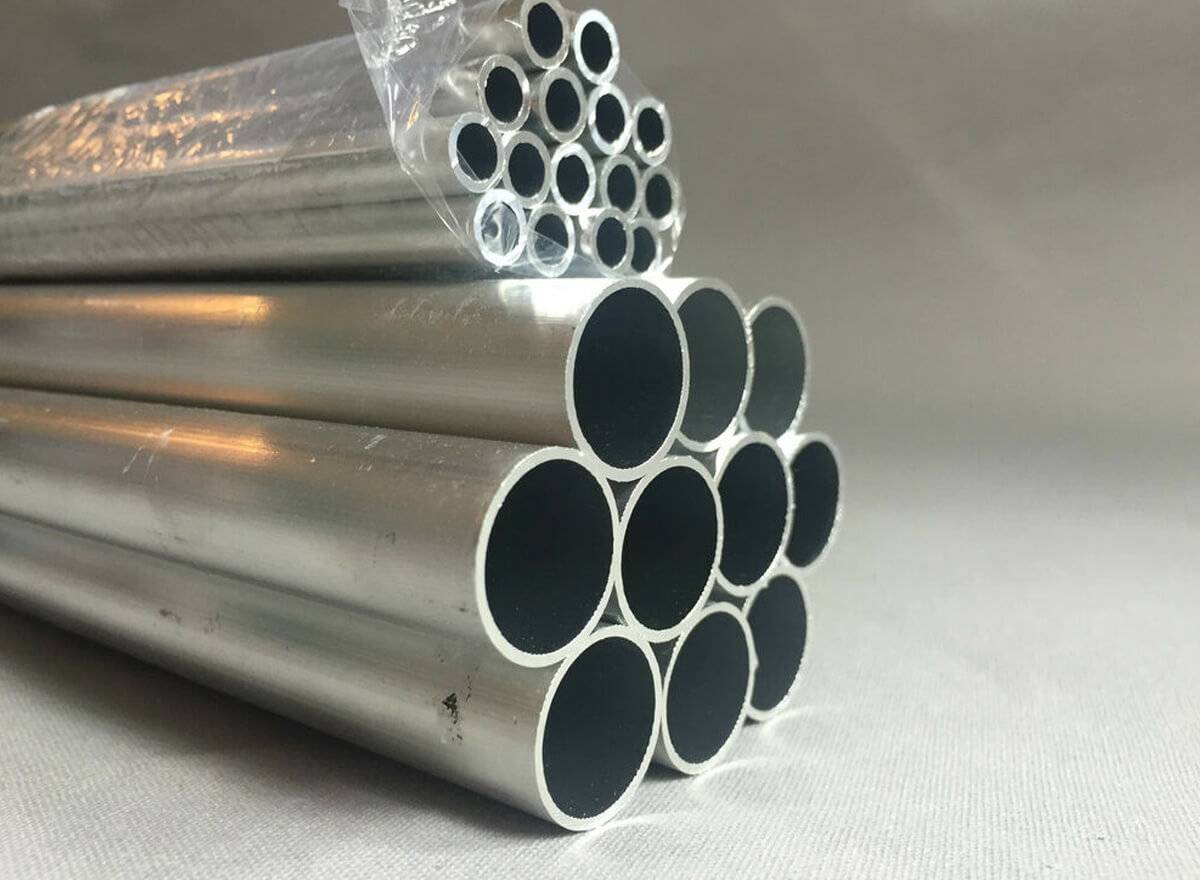
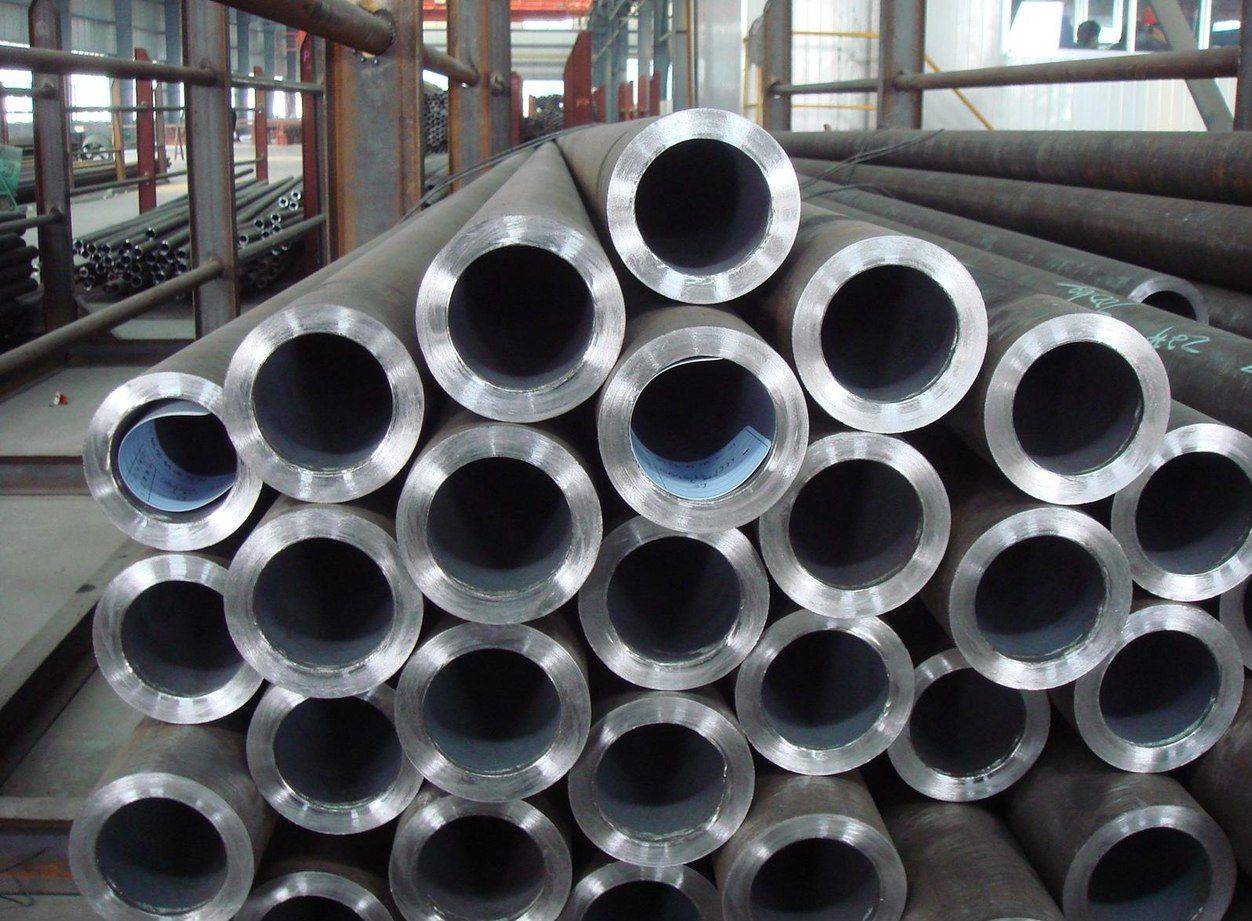
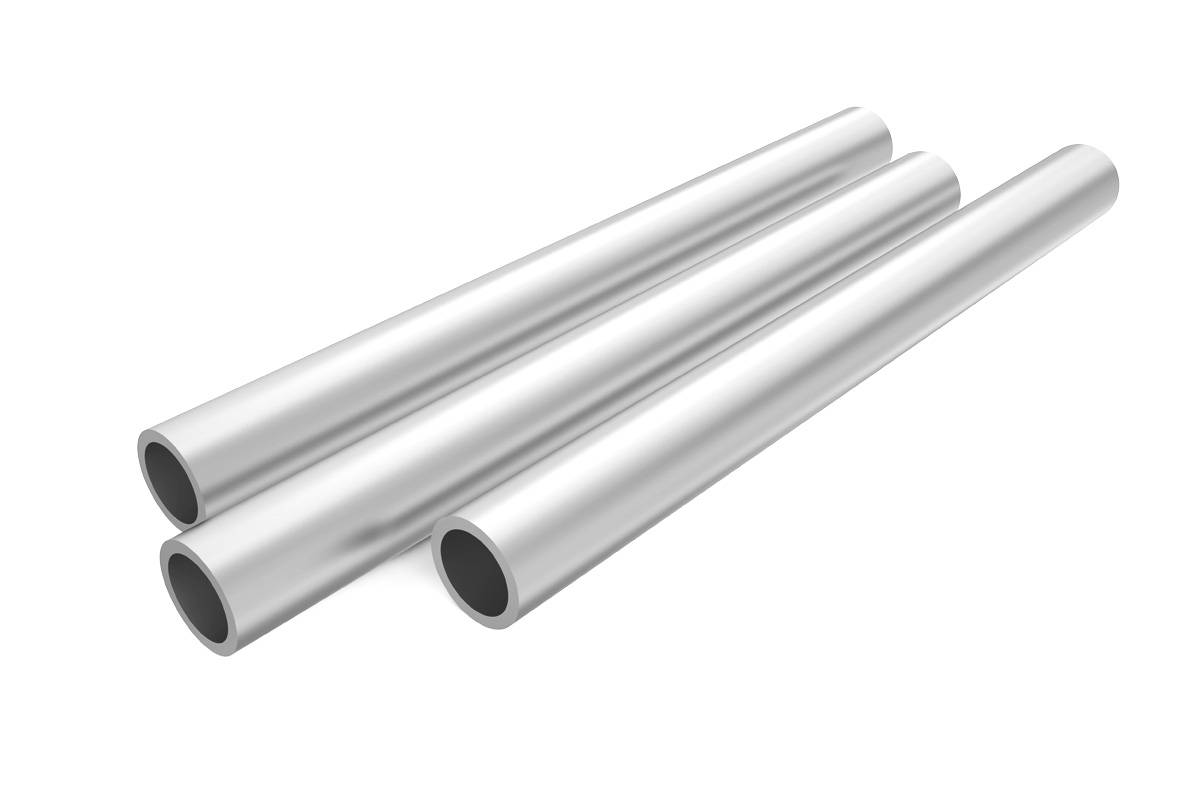
Алюминиевые трубы
Полый металлопрокат из алюминия или его сплавов. Чаще всего округлой, квадратной или прямоугольной формы. Есть варианты проката труб треугольной формы и сложного профиля. Широко используется в строительстве, промышленности, энергетике и для прокладки коммуникаций.




2 Производство алюминиевых труб
В зависимости от техники производства алюминиевые трубы подразделяются на три категории:
- Трубы, полученные благодаря деформации алюминиевого круга. Вытяжка, калибровка и прошивка происходит в условиях пониженнных температур.
- Трубы, изготавливаемые способом прессовки.
- Трубы, производимые благодаря сварке листа из алюминия или штрипса* с горячим отпуском для снятия внутреннего напряжения на всех швах сварки.
*Штрипс – стальная полоса, которая используется в роли заготовки для производства стальных труб. После проката штрипса на полосных станах его сматывают в большие рулоны или просто разрезают на много полос.
Профили в нагартованном и естественно постаревшем состоянии из сплава алюминия марки 1915 при толщине стенки до 10 мм допустимо производить без применения термообработки, если профили по всем механическим характеристикам соответствуют требованиям, обозначенным к профилям в соответственном состоянии.
Профили из сплава алюминия 1955 изготавливают с внешним диаметром 18–50 мм. Толщина стенки должна быть 1,5–10 мм.
При согласии потребителя допускается изготовка нестандартных круглых и овальных профилей с промежуточными замерами по внешнему диаметру и толщине. Максимальные отклонения принимаются для ближайшего наименьшего размера.
Фасонная алюминиевая труба изготавливается по чертежам, согласованным с потребителем.

Алюминиевые профили нарезают длиной от 1 до 6 м в отрезках:
- неизмеримой длины;
- измеримой длины;
- кратной измеримой длины.
Следует уточнить, что профили измеримой или кратной измеримой длины изготавливают с промежутком в 500 мм. Диаметр внутри бухты должен быть как минимум 1 000 мм. По согласию потребителя немерные профили, смотанные в шпули*, могут быть длиной 15 м (не более). При этом внутренний диаметр должен быть как минимум 800 мм, а наружный диаметр шпули обязательно должен быть, как минимум, на 5 см меньше чем диаметр щеки шпули.
*Шпуля – прямоугольная вогнутая форма намотки.
Предельно допустимые отклонения длины профилей измеримой длины и кратной измеримой длины должны быть 15 мм включительно, но не более. Максимальные отклонения длины профилей в бухтах должны быть 7 м включительно, но не более. При необходимости допустимые отклонения длины мерных профилей могут быть 10 мм включительно, но не более. Профили кратной мерительной длины изготавливаются с учетом увеличения на 5 мм.
Внутренняя и внешняя поверхность труб обязательно должна быть абсолютно чистая и без:
- расслоений;
- трещин;
- неметаллических добавок;
- раковин;
- рыхлости;
- следов коррозии и селитры;
- утяжин;
- следов пережога (относится к закаленным трубам).
На внешней поверхности профилей допускаются:
- Плены, риски, царапины, пузыри, забоины, различного вида запрессовки, только если глубина их пролегания не допускает толщину стенки за пределы отклонения.
- Вмятины, спиральные и кольцевые следы, если осадка их залегания не выходит за допустимые отклонения диаметра.
- Цвета побежалости, пятна и светлые полосы кольцеобразной и спиральной структуры.
- Остатки технологической смазки.
На внешней поверхности труб изготавливаемых бухтовым способом допускаются:
- Отпечатки матрицы и кольцевые гофры, если они не выходят за допустимые отклонения диаметра.
- Максимум – один свищ* для каждых 100 м длины трубы.
- Отпечатки смотки на обоих концах труб, если длина не превышает 3 м включительно.
*Свищ – дефект в виде трубчатой полости в металле сварного шва. Образуется из-за выделений газа во время сварки.
Разрешается частичная зачистка труб, если она не допускает габариты трубы за максимальные отклонения (зачистка трещин исключается).
Профиль с внешним диаметром более 10 см и стенками толще 1 см должны исключать заусенцы с наружной стороны.
Овальность труб должна соответствовать предельно допустимому отклонению внешнего диаметра.
Для профилей, изготовленных бухтовым методом, допускается частичная овальность:
- Максимум – 1 мм, при общем диаметре менее 20 мм.
- Максимум – 2 мм, при общем диаметре более 20 мм.
Вне зависимости от вида все трубы обязательно должны быть прямыми по всей длине и ровно обрезаны по обоим концам.




