

Применение и виды зенкеров
Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов (на фото). Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания.
Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси.
Зенкер с твердосплавными пластинами
Разработали зенкер для металлообрабатывающей промышленности с целью обработки просверленного, продолбленного или выполненного с помощью штамповки отверстия. Зенкер по металлу, требования к характеристикам которого регулирует ГОСТ 12489-71, используется при выполнении промежуточной или уже конечный обработки. В связи с этим выделяют два вида инструмента:
- для последующего развертывания с припуском;
- для получения высокоточного отверстия – с квалитетом Н11 (допуск 4–5 класса точности).
ГОСТ 12489-71 Зенкеры цельные. Конструкция и размеры Скачать
При применении расточки увеличивается диаметр, повышается точность поверхности и чистота отверстия. Зенкерование предназначается в основном для:
- достижения более гладкой, чистой поверхности отверстия перед процедурой развертывания или нарезания резьбы;
- калибрования отверстия под болт, шпильку или какой-либо другой крепеж.
Применяются зенкеры, требования к которым определяет ГОСТ 12489-71, также при обработке торцевых поверхностей и при выполнении некоторых операций, придающих отверстию нужный профиль (например, расширение углубления в верхней части отверстия, предназначенного под головки болтов).
Зенкеры подразделяют на несколько видов по способу их закрепления в станок:
- насадной;
- хвостовой (с метрическим конусом или с конусом Морзе – виды хвостовика для крепления в станок).
Зенкер алмазный
По конструкции зенкеры бывают следующих видов:
- сборные;
- цельные;
- сварные;
- с твердосплавными пластинами.
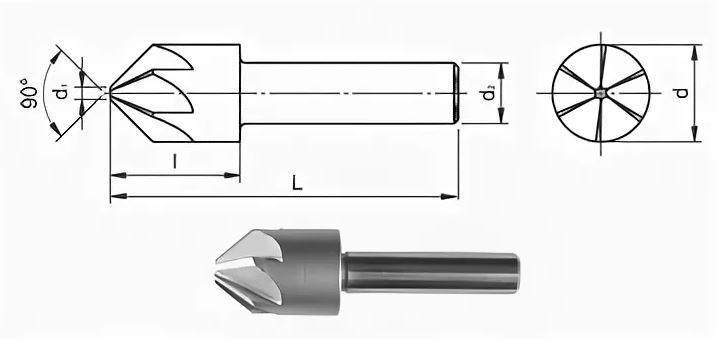
Цельный зенкер похож на сверло, поэтому второе его название – сверло-зенкер. У него больше, чем у простого сверла, спиральных канавок и режущих кромок (от 3 до 6 зубьев). Режущую часть инструмента, как оговаривает ГОСТ 12489-71, выполняют из быстрорежущей стали P18, P9 или делают с твердосплавными пластинами (BK4, BK6, BK8 для обработки чугуна, T15K6 – для обработки стали). Инструмент, оснащенный твердосплавными пластинами, имеет большую производительность (более высокую скорость резания), чем изготовленный из быстрорежущей стали.
Спиральные хвостовые зенкеры
Это интересно: Заточка топора своими руками — углы, приспособления
Гибочное оснащение – основное приспособление для гибки металла
Практически любой аппарат предполагает наличие пресса. Он дает возможность распространять усилие и увеличивать давление на нужную область. Он может быть нескольких видов:
- Ротационные, они же вальцовые. Образец проходит между вальцами – стальными валиками.
- Поворотные. Есть две плиты – сверху и снизу. Нижняя закреплена и остается неподвижной, в то время как верхняя оказывает воздействие на материал всей своей массой.
- Обычные пневматические или гидравлические. Это устройство классической штамповки мелких деталей – есть матрица и пуансон, которые сжимаются, чтобы деформировать лист.
Металлорежущие станки и инструменты
Под определение металлорежущие, попадают следующие станки:
- сверлильные;
- токарные;
- револьверные;
- расточные;
- координатно-расточные;
- фрезерные;
- строгальные.
Металлорежущий инструмент, который используют как станочный, имеет такие зоны:
Зажимную. Это та часть, которую закрепляют в патроне станка в строго требуемом положении;
Режущую или калибрующую, имеющую непосредственный контакт с деталью. Сюда входят следующие элементы:
- лезвия;
- канавки для выхода стружки;
- стружкозавиватели;
- каналы, по которым поступает смазка или жидкость для охлаждения;
- базовые элементы и т.д.
Форма у этих частей разная, но все же, для всех изделий конструктивное исполнение части режущей не имеет много вариаций. Все они включают:
- переднюю поверхность;
- разное число задних поверхностей.
То, какое название дано режущему инструменту, определяется ориентацией рабочих поверхностей касаемо детали при работе с ней. Смотря на то, какую задачу выполняет станочный инструмент, его относят к:
- зубонарезному;
- делающему или обрабатывающему отверстия, а к такой операции относится и сверление, и зенкерование, и развертывание;
- абразивному;
- алмазному;
- резьбонарезному.
Резцы
Резцы являются исполнительным средством для станков:
- токарного;
- строгального;
- долбежного;
- расточного;
- токарно-револьверного;
- карусельного.
Операции, выполняемые с использованием резцов
При помощи резцов:
- оформляют и растачивают отверстия;
- обрабатывают поверхности усложненные и абсолютно ровные;
- прорезают канавки.
Фрезы
Фрезы размещают на фрезерных станках. Они имеют много остро заточенных лезвий и вращаясь, выполняют:
- операции с самыми разными плоскостями;
- резку заготовок.
Отталкиваясь от геометрии и положения режущих лезвий по отношению к инструменту, который совершает вращательное движение, фрезы бывают:
- цилиндрическими. Они есть активным рабочим органом для горизонтально-фрезерных станков;
- торцовыми. Оснащают ими вертикально фрезерные станки;
- концевыми. Ими обрабатывают пазы большой глубины;
- дисковыми, без которых не возможна фрезеровка канавок, пазов;
- угловыми. При их помощи делают пазы угловые и плоскости наклонные;
- фасонными, которыми обрабатывают всевозможные фасонные поверхности.
Протяжки

Инструмент имеет множество режущих кромок, приспособлен для эксплуатации на протяжном станке. Его посредством обрабатываются:
- отверстия, проходящие насквозь;
- наружные поверхности.
По форме протяжки могут быть:
- цилиндрическими;
- граненными;
- шпоночными;
- шлицевыми;
- фасонными внешними;
- плоскими наружными.
Инструменты, предназначенные для выполнения и обработки отверстий
Инструментам образующий и обрабатывающий отверстия представлен:
- развертками;
- сверлами;
- цековками;
- зенкерами;
- расточными пластинами;
- зенковками;
- комбинированным инструментом.
Инструмент зуборезный
Зуборезным инструментом нарезают и обрабатывают:
- зубчатые колеса;
- червяки;
- зубчатые рейки.
В эту группу входят:
- лерки (плашки);
- метчики;
- резцы резьбовые;
- фрезы.

Инструмент абразивный
Абразивным инструментом выполняется:
- шлифование;
- полирование;
- затачивание.
Перечень состоит из:
- головок хонинговальных;
- кругов для шлифования;
- наждачных полотен;
- брусков.

Алмазный инструмент
Режущая часть — алмазная. Алмаз не обязательно природный, бывает и синтетический. Вид представлен:










- хонами;
- брусками;
- шлифовальными кругами;
- резцами;
- фрезами, имеющими алмазные пластины;
- фильерами и т.д.

Оборудование и приспособления для сверления
Для каждого из этапов разработан инструмент для сверления отверстий. На подготовительной стадии применяются следующие инструменты, позволяющие производить точную разметку места положения будущего отверстия. Для этого применяют: керн, специальный шаблон или кондуктор. Керн представляет собой хорошо заточенный стержень из прочной инструментальной стали. С его помощью наносят углубление на поверхности заготовки, в точке, где планируется произвести сверление. Попадая в это углубление, сверло не скользит по поверхности и производится точное сверление.
Для повышения производительности на предприятиях с массовым производством изготавливают специальные шаблоны. Они позволяют производить разметку мест будущих отверстий у однотипных заготовок. Специальные шаблоны применяют для высверливания на цилиндрических поверхностях. Их изготавливают из стальной полоски, согнутой под прямым углом. На одной из поверхностей сверлят небольшое отверстие, которое в дальнейшем позволит керном наносить отметку на цилиндрической поверхности.
Для получения повышенной точности разметки, соблюдения вертикального положения сверла и соблюдения заданного расстояния, между отверстиями применяется инструмент называемый кондуктором. Кроме этого его применяют при сверлении тонкостенных изделий, для которых не возможно сильное механическое воздействие (например, удар молотка по керну).
Кроме этих изделий применяют инструменты и приспособления позволяющие производить сверление дрелью при её жесткой фиксации. С этой целью применяю:
- направляющий фиксатор;
- удерживающая стойка;
- кондуктор для направления движения сверла.
Первые два приспособления изготавливаются под конкретную конструкцию электродрели. Кондуктор позволяет точно направлять сверло к месту будущего отверстия. Его успешно используют для размеров, не превышающих 20 миллиметров. Поэтому при изготовлении отверстий большого диаметра с помощью кондуктора производят предварительное рассверливание.
Все эти проблемы легко решаются при применении сверлильных или токарных станков. Сверлильные станки делятся на три категории:
- универсальные;
- специализированные;
- специальные.
Они классифицируются по следующим признакам:
- конструкцией стола;
- уровню автоматизации;
- количеству имеющихся шпинделей;
- степени точности;
- наличию дополнительных возможностей.
Первая категория станков позволяет решать практически весь спектр задач по производству отверстий. Серьёзным ограничением служит допустимое расстояние, на которое может двигаться патрон с закреплённым сверлом. Это обстоятельство не позволяет производить сверления на большую глубину. В этом случае применяют специализированные станки. Для повышения производительности труда и увеличении количества выпускаемых однотипных деталей конструируют специальные агрегаты. Они способны выполнять перечень необходимых операций с высокой точностью и скоростью.

По конструкции такие станки выпускаются с одним или несколькими шпинделями. Конструкция стола отличается многообразием: обычные, плавающие, подъёмные и другие. Уровень автоматизации определяется способом выполнения операций сверления. Самыми простыми станками являются ручные и механические. Более совершенными являются автоматические и станки с числовым программным управлением.
Кроме сверлильных станков для решения этих задач используют различные токарные станки.
На токарных станка можно выполнять весь перечень операций связанных с получением отверстий: непосредственно само сверление, рассверливание с последующим развёртыванием или зенкованием.
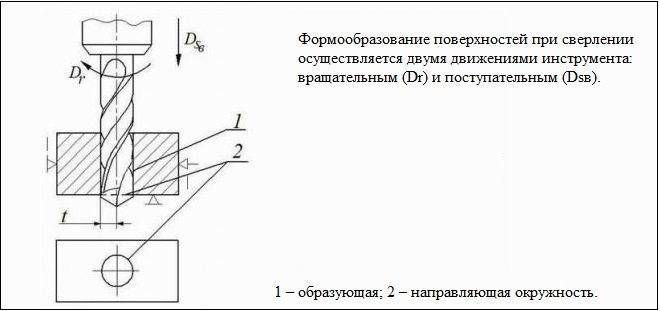
Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.
Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).

Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Выбор режущего инструмента
Только правильно подобранный инструмент может применяться для получения качественного изделия. Среди столь большого выбора подобрать наиболее подходящий вариант исполнения изделия сложно. Режущий инструмент по металлу выбирают с учетом следующих рекомендаций:
- Для начала определяется поставленная задача. Как правило, технология производства составляется технологом, который также указывается наиболее подходящий режущий инструмент. К примеру, получить тело вращения можно с требуемым диаметром можно при использовании резца, отверстие сверла. При этом одна деталь может изготавливаться при применении одного вида изделия с различными параметрами.
- Следующий шаг заключается в определении того, какое именно оборудование будет применяться для передачи вращения. Примером можно назвать промышленные станки или ручные конструкции. От этого момента зависит то, какая державка подойдет.
- На момент составления технологической карты указываются основные параметры резания. С учетом подобного показателя проводится выбор режущего инструмента по типу применяемого материала при изготовлении основной или рабочей части.
- Учитывается и производительность применяемого оборудования. Для выпуска большого количества продукции нужно выбирать вариант исполнения с повышенной износостойкостью.
Производство режущего инструмента предусматривает соблюдение определенных требований, которые устанавливаются в проектной документации
Кроме этого, уделяется внимание популярности бренда, так как от этого зависит качество
В заключение отметим, что неправильно подобранное изделие может создать серьезные проблемы.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Модульные развертки RHM

В ассортименте представлены цельные развертки диаметром от 14 до 50 мм, обеспечивающие большой удельный съем металла и не требующие специальной настройки. Все головки стандартных разверток обеспечивают точность обработанных отверстий по ISO H7 и подходят для большинства операций. Благодаря осевому креплению головок модульных разверток, возможна их быстрая и простая замена, без необходимости повторной проверки биения. Специальные покрытия и геометрия заборной части обеспечивают возможность высокоскоростной обработки стали, нержавеющей стали, чугуна и цветных металлов.










Основная область применения
Для закрепления разверток рекомендуются стандартные регулируемые гидравлические патроны SIF или обычные патроны SIF гарантирующие минимальные радиальное биение и угловые отклонения
Надежное крепление инструмента чрезвычайно важно для достижения прямолинейности и качества поверхности отверстия. Начиная с диаметра 20 мм, вы можете выбрать развертки как с осевым, так и с радиальным креплением головок
Особенности и преимущества
- Соединение KST с контактом по конусу
- Равномерное распределение крутящего момента.
- Более высокие значения подач по сравнению со стандартным инструментом для развертывания.
- Благодаря минимальным вибрациям обеспечивается высокое качество обработанной поверхности и стойкость инструмента.
- Взаимная ориентация головки и корпуса не требуется.
- Более высокая производительность и рентабельность
- Полированные режущие кромки обеспечивают повышенную стойкость инструмента, высокое качество обработанной поверхности и отверстия.
- Специальные сплавы обеспечивают максимальный удельный съем металла при обработке на повышенных скоростях и подачах.
- Геометрическая точность отверстий значительно выше по сравнению с аналогичными инструментами. Неравномерное расположение зубьев обеспечивает минимальные вибрации.
- Инструмент по индивидуальному заказу
- В наличии развертки диаметром до 50 мм с шагом 0,001 мм, с внутренним подводом СОЖ и без.
- Стандартный ассортимент включает развертки промежуточных диаметров, предоставляемые по заказу в кратчайшие сроки.
- Развертки RHM для обработки жаропрочных сплавов, а также разной длины и с различными типами хвостовиков поставляется по запросу.
Сверление
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать различные технологии. Наиболее распространенной из таких технологий является сверление, выполняемое с использованием режущего инструмента, который называется сверлом.
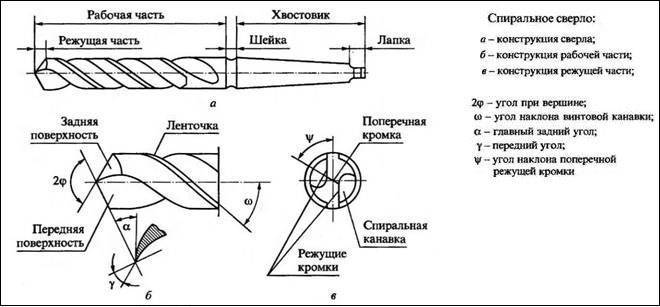
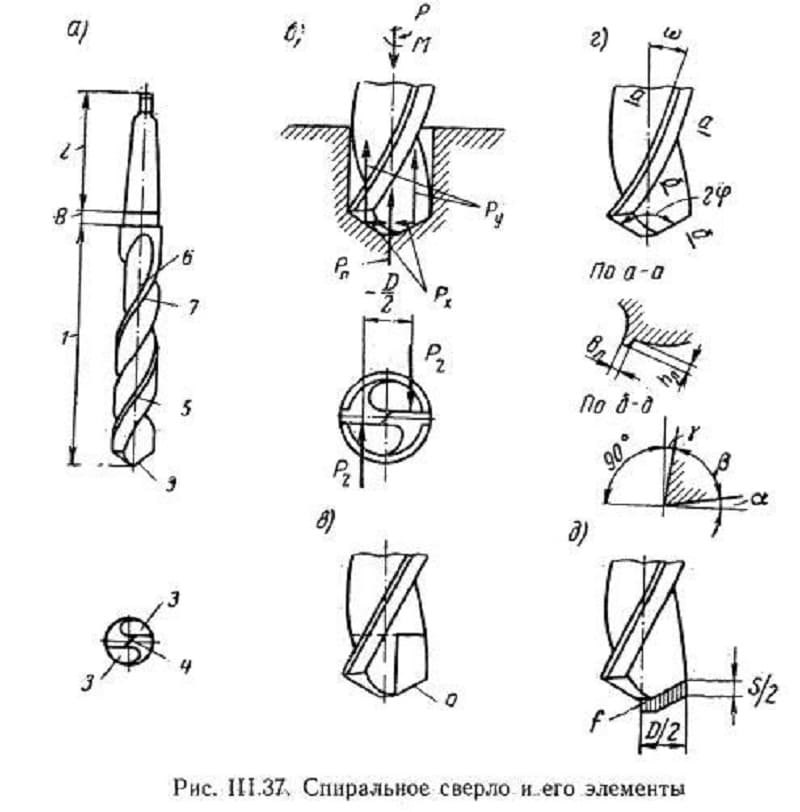
Основные части спирального сверла
При помощи сверл, устанавливаемых в специальных приспособлениях или оборудовании, в сплошном материале можно получать как сквозные, так и глухие отверстия. В зависимости от используемых приспособлений и оборудования сверление может быть:
- ручным, выполняемым посредством механических сверлильных устройств или электро- и пневмодрелей;
- станочным, осуществляемым на специализированном сверлильном оборудовании.
Физика сверления отверстий
Использование ручных сверлильных устройств является целесообразным в тех случаях, когда отверстия, диаметр которых не превышает 12 мм, необходимо получить в заготовках из материалов небольшой и средней твердости. К таким материалам, в частности, относятся:
- конструкционные стали;
- цветные металлы и сплавы;
- сплавы из полимерных материалов.
Если в обрабатываемой детали необходимо выполнить отверстие большего диаметра, а также добиться высокой производительности данного процесса, лучше всего использовать специальные сверлильные станки, которые могут быть настольными и стационарными. Последние в свою очередь подразделяются на вертикально- и радиально-сверлильные.
Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.
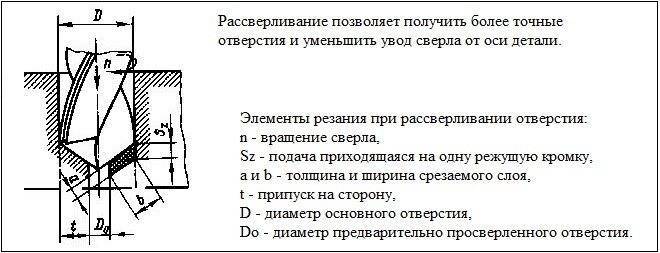
Физика рассверливания отверстий
Такой способ обработки отверстий нежелательно применять для тех из них, которые были созданы методом литья или посредством пластической деформации материала. Связано это с тем, что участки их внутренней поверхности характеризуются различной твердостью, что является причиной неравномерного распределения нагрузок на ось сверла и, соответственно, приводит к его смещению. Формирование слоя окалины на внутренней поверхности отверстия, созданного с помощью литья, а также концентрация внутренних напряжений в структуре детали, изготовленной методом ковки или штамповки, может стать причиной того, что при рассверливании таких заготовок сверло не только сместится с требуемой траектории, но и сломается.
Конструктивне особенности
Если рассматривать зенковку, то можно выделить некоторые её части
- Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам.
- Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму.
- Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается.
 Cтроение зенковки
Cтроение зенковки
Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла.
Правила работ с зенковкой
При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
- Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.
- При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло.
- При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева.
- Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям.
Типы отверстий и методы их сверления
В теории металлообработки все отверстия делятся по следующим признакам:
- назначению;
- геометрическим размерам и глубине;
- степени обработки.
По назначению их подразделяют: для крепления двух и более элементов, последующего нарезания резьбы, вставки отдельных элементов конструкции.
По второму признаку рассматривают следующие виды:
- сквозные;
- глухие (в том числе глубокие);
- половинчатые;
- большого диаметра.
Особое место занимают отверстия, которые подготавливают для нарезания внутренней резьбы. В этом случае сверление и рассверливание отверстий производиться с учётом будущего диаметра вкручиваемого элемента, обладающего наружной резьбой. Для каждого из отверстий выбирают свои способы сверления.
Так как сверление это процесс механического резания металла, поэтому для получения желаемого результата следует выбрать необходимые методы обработки. Для производства сквозных отверстий в деталях необходимо продумать систему их крепления, которая не позволит повредить поверхность, находящуюся за деталью. Наиболее целесообразно применять тиски или струбцины.
Для изготовления глухих или половинчатых отверстий следует предусмотреть точную остановку сверла, которое обеспечит необходимый размер. Сверление больших отверстий предполагает применение специального оборудования. При необходимости получения отверстий разного диаметра следует подобрать требуемый набор свёрл или применять станки с числовым программным управлением. Они позволят автоматически производить замену сверла на инструмент с заданным диаметром.
Обработка глубоких отверстий / Deep hole drilling
Механическая обработка глубоких отверстий это получение отверстий глубиной до 150 диаметров режущего инструмента сверлением или растачивание
Механическая обработка глубоких отверстий это получение отверстий глубиной до 150 диаметров режущего инструмента сверлением или растачиванием. Данная операция может выполняться с использованием различных инструментальных наладок. Наиболее распространенным методом является обработка вращающейся заготовки при одновременной продольной подаче невращающегося инструмента. Альтернативным методом является обработка вращающимся инструментом. Возможно также одновременное вращение инструмента и заготовки. Независимо от применяемого метода, основные принципы обработки остаются неизменными, при этом огромную роль играет выбор корректных значений скорости резания и подачи. Необходимо обеспечить удовлетворительное стружкодробление и эвакуацию стружки из зоны резания без повреждения инструмента или обрабатываемой детали. Одним из наиболее важных факторов успешной обработки является эффективная система подачи СОЖ. Обработка глубоких отверстий может выполняться с использованием трёх различных систем системы STS (одноштанговой), эжекторной системы (двуштанговой) или с применением ружейных свёрл










Система STS Для материалов с затрудненным стружкообразованием, таких как нержавеющие и низкоуглеродистые стали Для материалов с неоднородной структурой при возникновении проблем со стружкодроблением Рекомендуется для обработки больших партий деталей Рекомендуется для обработки отверстий большого диаметра Необходимо специализированное оборудование для обработки глубоких отверстий Эжекторная система Не требует уплотнения между заготовкой и кондукторной втулкой Легко встраивается в существующее оборудование универсальные токарные станки, токарные центры, обрабатывающие центры и горизонтально-расточные станки Рекомендуется при обработке деталей, с которыми возникают проблемы герметизации Позволяет использовать предварительно изготовленное пилотное отверстие для направления вместо кондукторной втулки, что часто встречается на обрабатывающих центрах Ружейные свёрла Для обработки отверстий небольшого диаметра Могут применяться на обрабатывающих центрах при наличии предварительно изготовленного пилотного отверстия для направления сверла в начальный момент врезания Внимание требуется подача СОЖ под высоким давлением 4 SANDVIK Coromant ОБРАБОТКА ГЛУБОКИХ ОТВЕРСТИЙ Системы для обработки глубоких отверстий Обработка глубоких отверстий инструментами Sandvik Coromant





