

Техника безопасности
Для обеспечения собственной безопасности работнику необходимо знать и соблюдать требования инструкции по технике безопасности для точечной сварки:
- для недопущения удара электрическим током производить заземление агрегата;
- до начала работы обязательно осуществлять проверку его исправности;
- использовать индивидуальные средства защиты для рук, глаз и тела;
- исключить подачу высокого напряжения к элементам управления аппаратом
- применять в приборе только провода установленного сечения;
- работы производить в помещении с хорошо оборудованной вентиляцией или использовать специальные маски для защиты органов дыхания.
- блокировки и тумблера (кнопки) включения или отключения должны быть исправны, хорошо видимыми и легко доступными;
- при производстве работ область зажимных механизмов должна быть закрыта щитком.
Соблюдение этих мер безопасности обеспечит сохранение здоровья работника и окружающих, позволит выполнить необходимый объем работы точно и в срок.
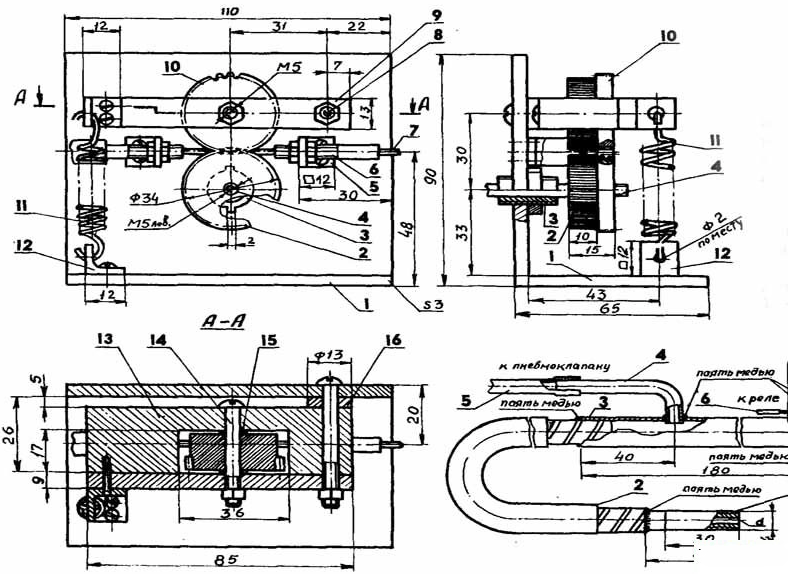
Держак для крепления электродов
Как сделать сварку самостоятельно мы уже рассказали, теперь несколько слов об устройстве, в которое вставляются электроды. Простейшее приспособление делается из куска металлической трубы:
- берем отрезок длиной не менее 20 см с диаметром 20 мм,
- на обоих конца делаются выемки, отступив от края 40 мм, глубина не более 0,5 диаметра трубы,
- с одной стороны, вставляем электрод и прижимаем его к трубе приваренным к трубке куском из стали, толщиной не менее 5 мм и снабженным сильной пружиной (по примеру бытовой плойки),
- ко второму концу прикрепляется провод от самодельного устройства.
Прежде чем подсоединять провод, надеваем на трубу дюрит (трубка из армированного полимера) с подходящим диаметром, исключающим его проворачивание во время работы.
Варианты конструкции
Существует много разновидностей держателей для электродов, но суть у них одна — надежная фиксация стержня для сварки. К основным типам относятся:
- Устаревший вариант закрепления электродов в форме тройника.
- Клещи — наиболее популярный вид, т. к. электрод зажимается под нужным углом. Недостатки заключаются в слабой фиксации.
- Винтовой способ — обеспечивает прочное зажатие, но смена электродов отнимает больше времени у исполнителя.
Некоторые производители сварочного оборудования соединяют вместе основные виды, например, тип клещи, но электрод вставляется в разные отверстия под определенным углом.
Н. О. Кондратьев, образование: колледж, специальность: сварщик шестого разряда, опыт работы: с 2002 года: «Начинающим сварщикам надо использовать надежные держатели для электродов, чтобы стержень не гулял во время сварки, а жестко сидел в креплении — от этого зависит качество шва».
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.
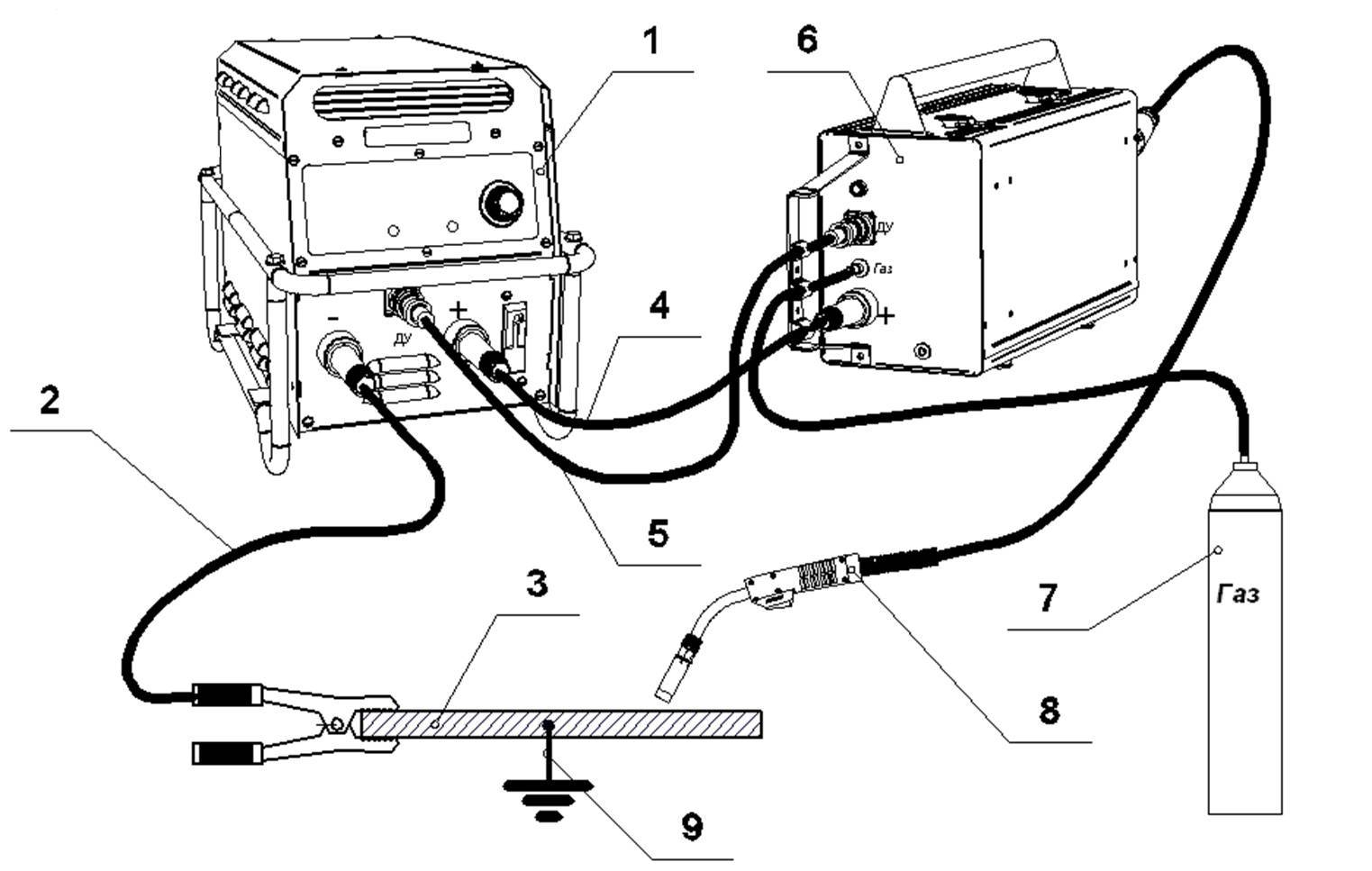
Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава
Важно, чтобы и сварочная проволока соединялась с этим потенциалом
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Схемы
Одним из первых шагов изготовления инвертора – определение его рабочей схемы. Поскольку в интернете находится большое количество выбора, нет необходимости придумывать, что-то новое.
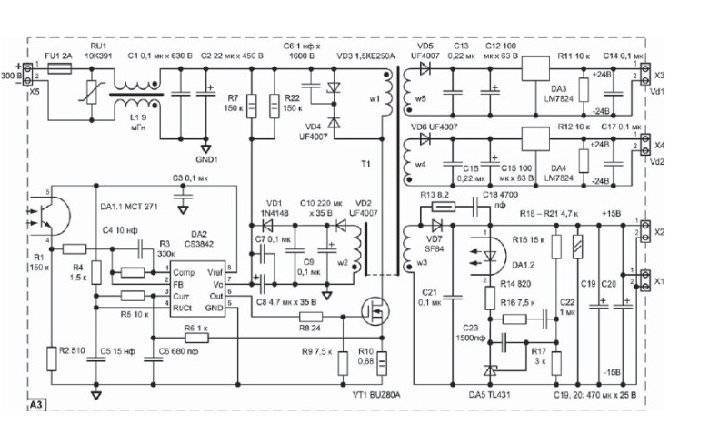
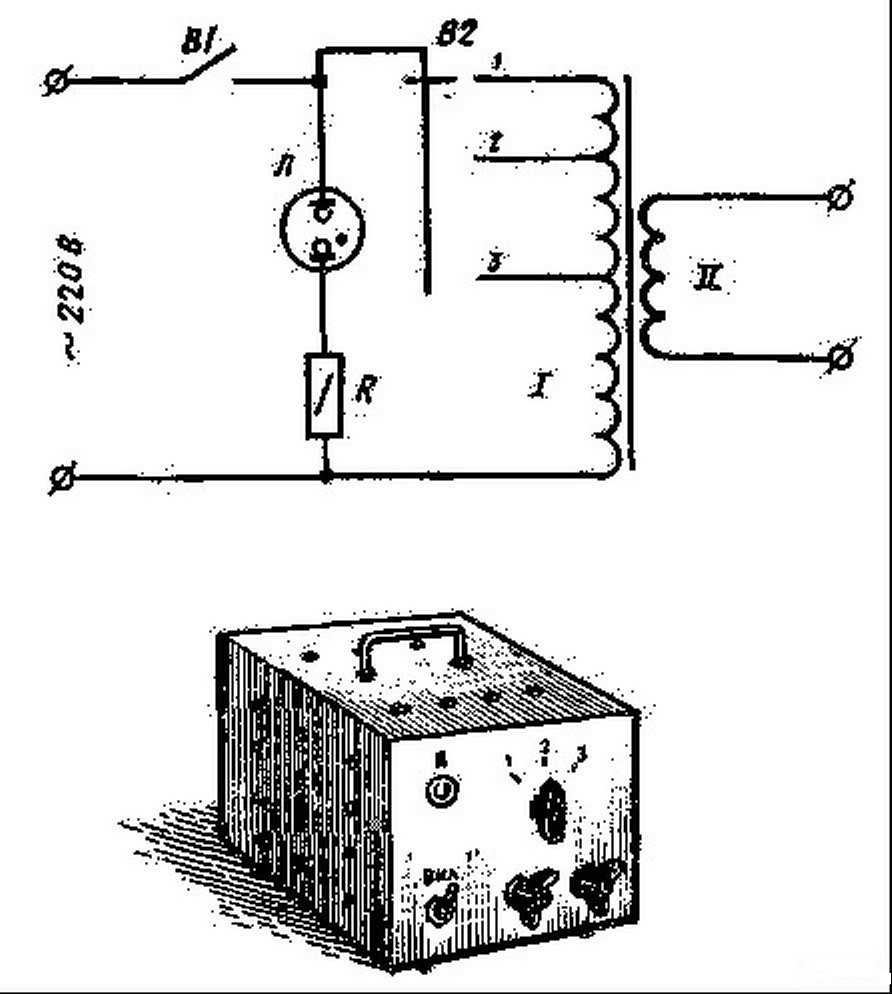
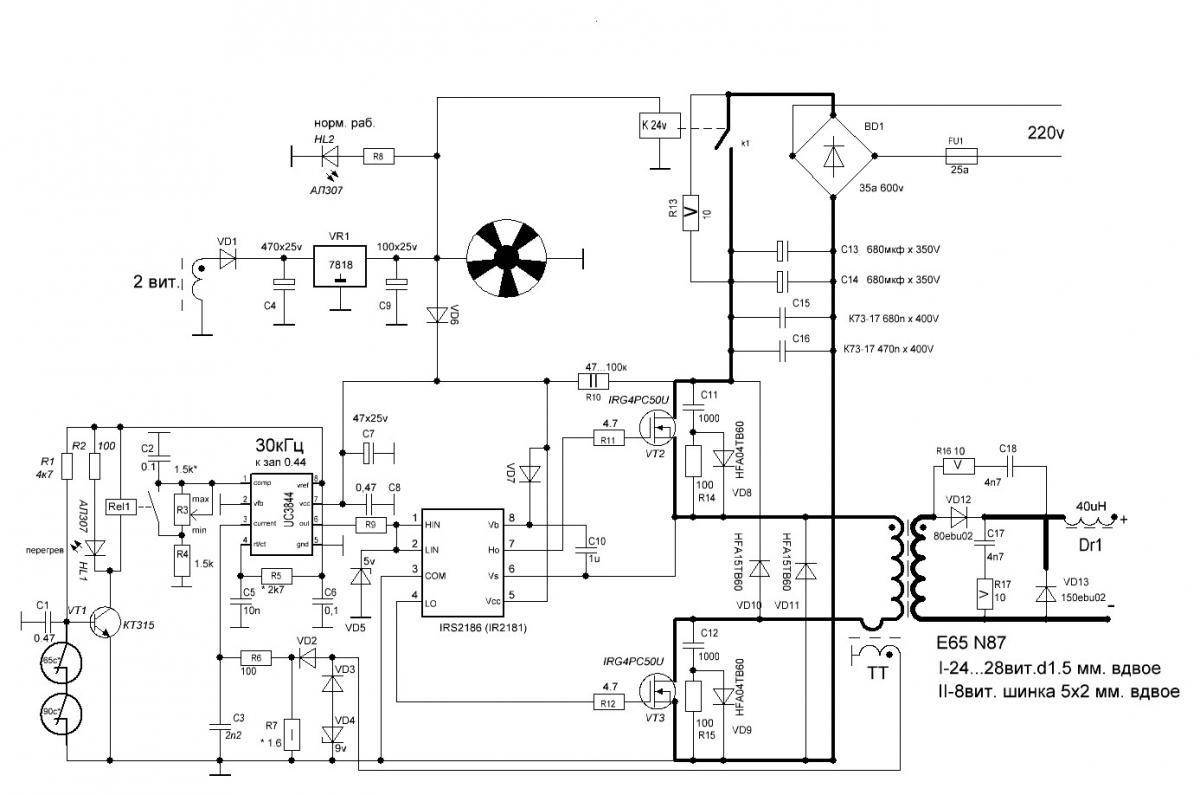
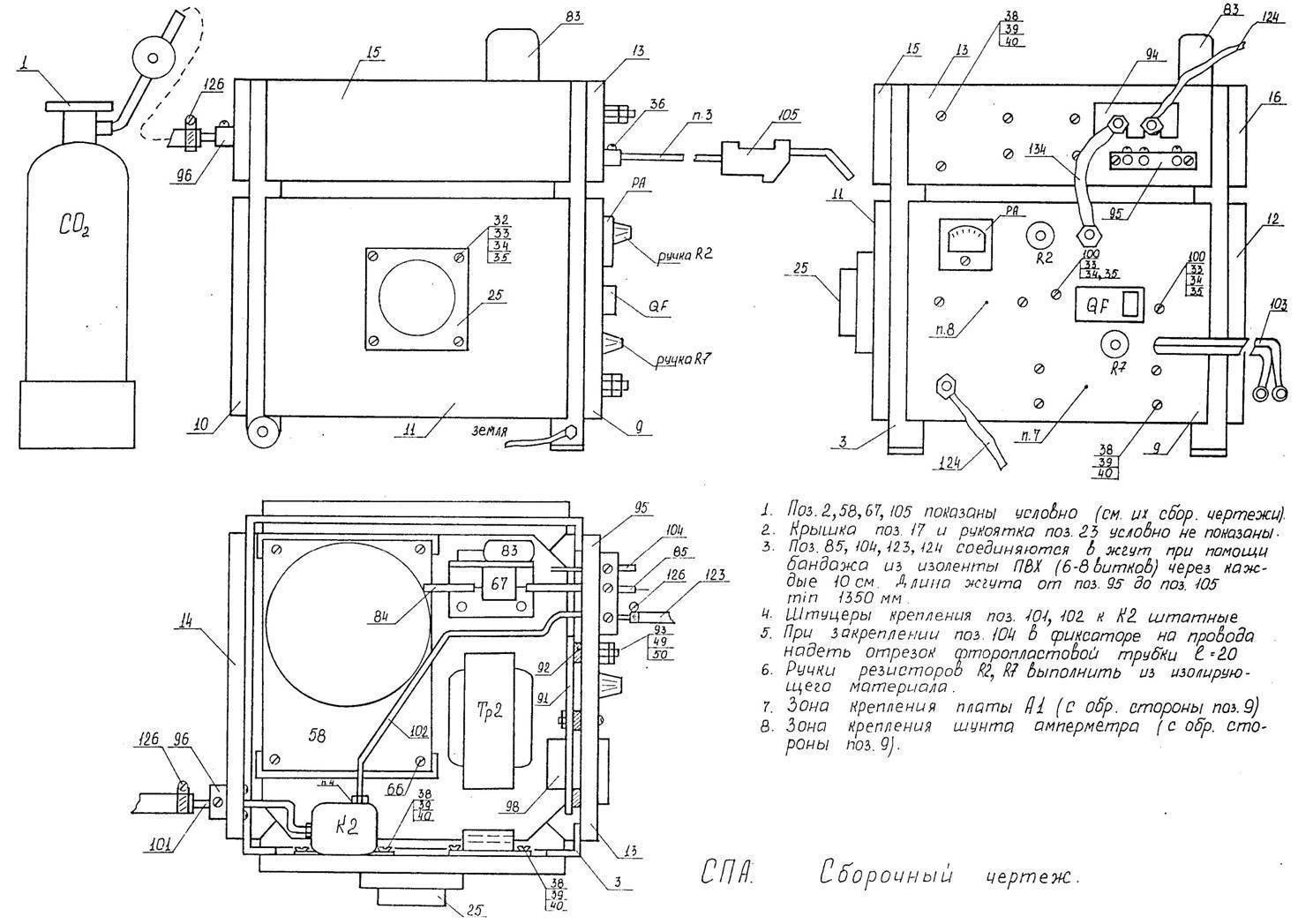
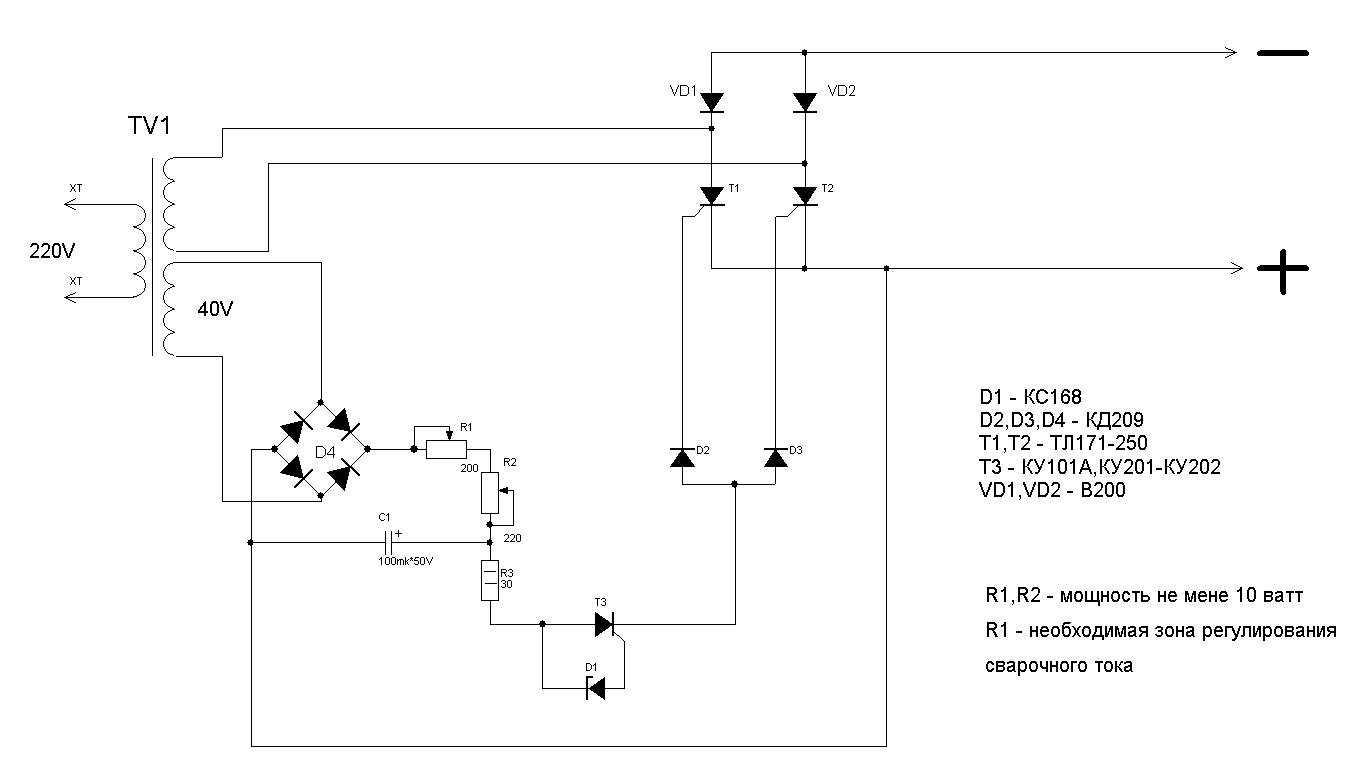
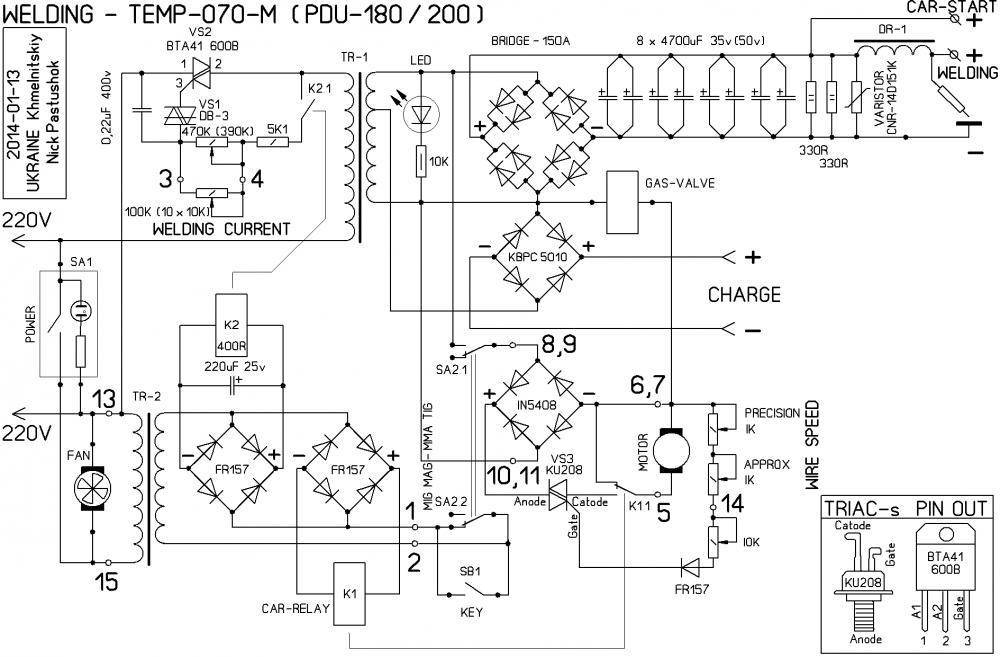
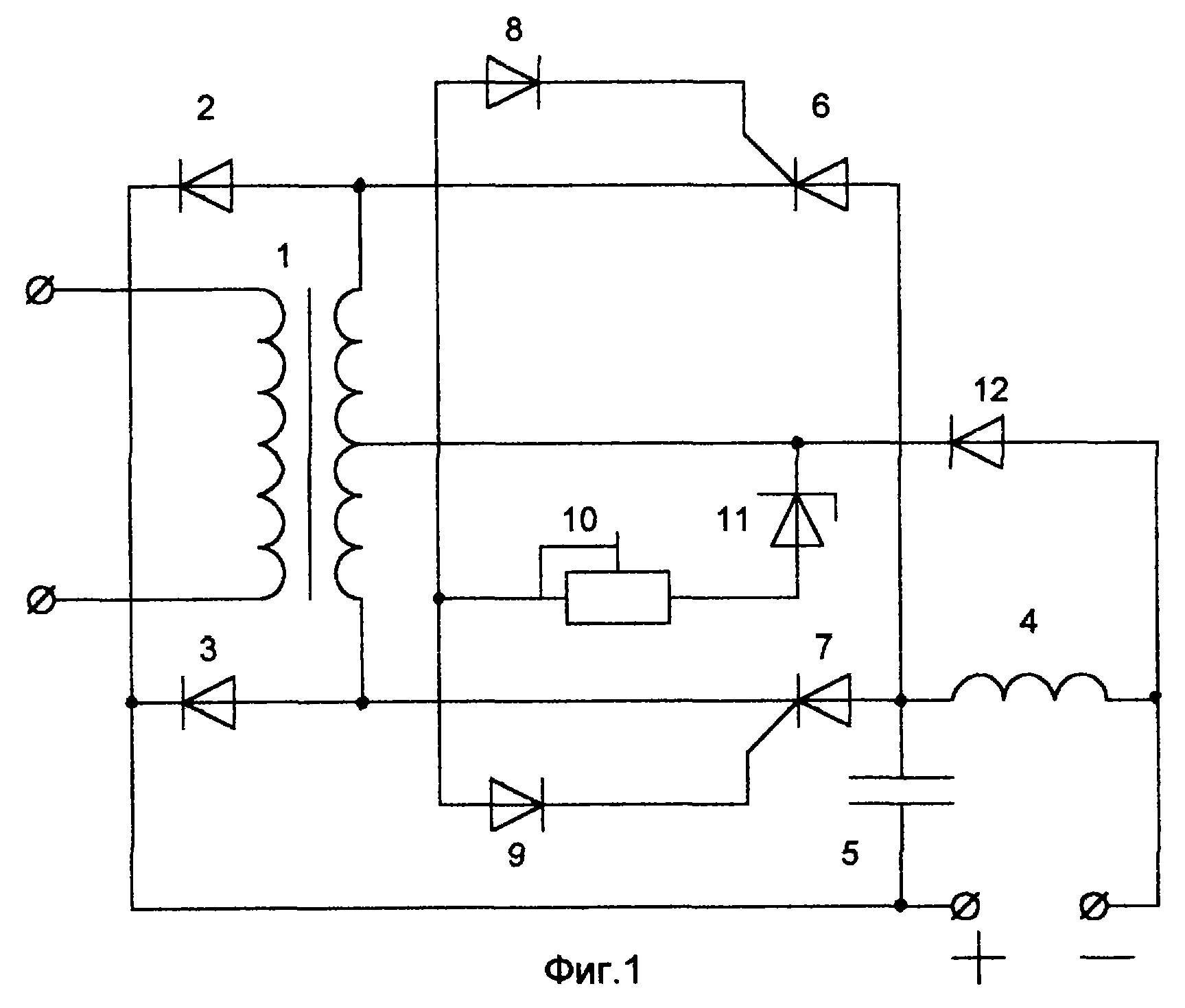
За основу будем продолжать использовать информацию об инверторе модели COLT1300, рабочая схема показана на рисунке 1:
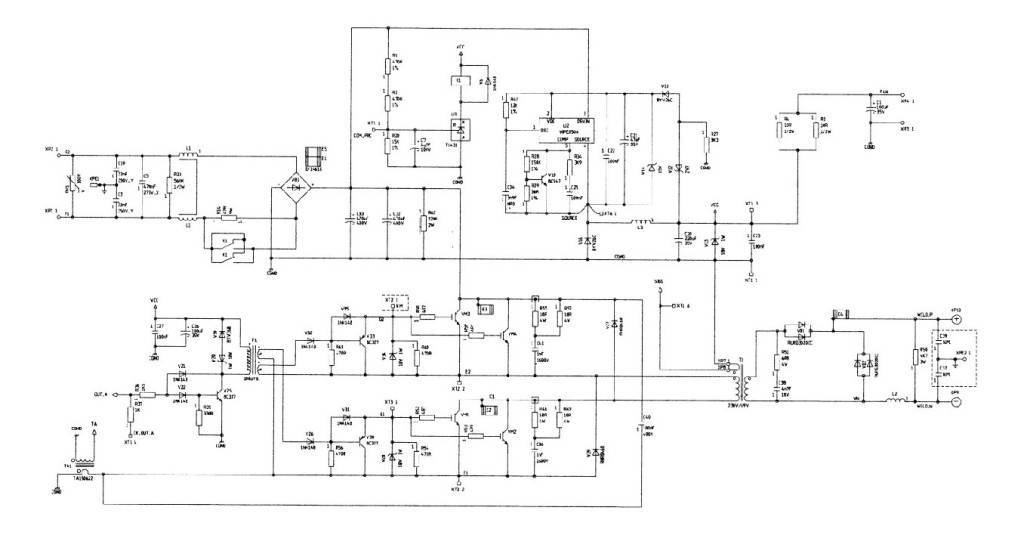
Рис 1.
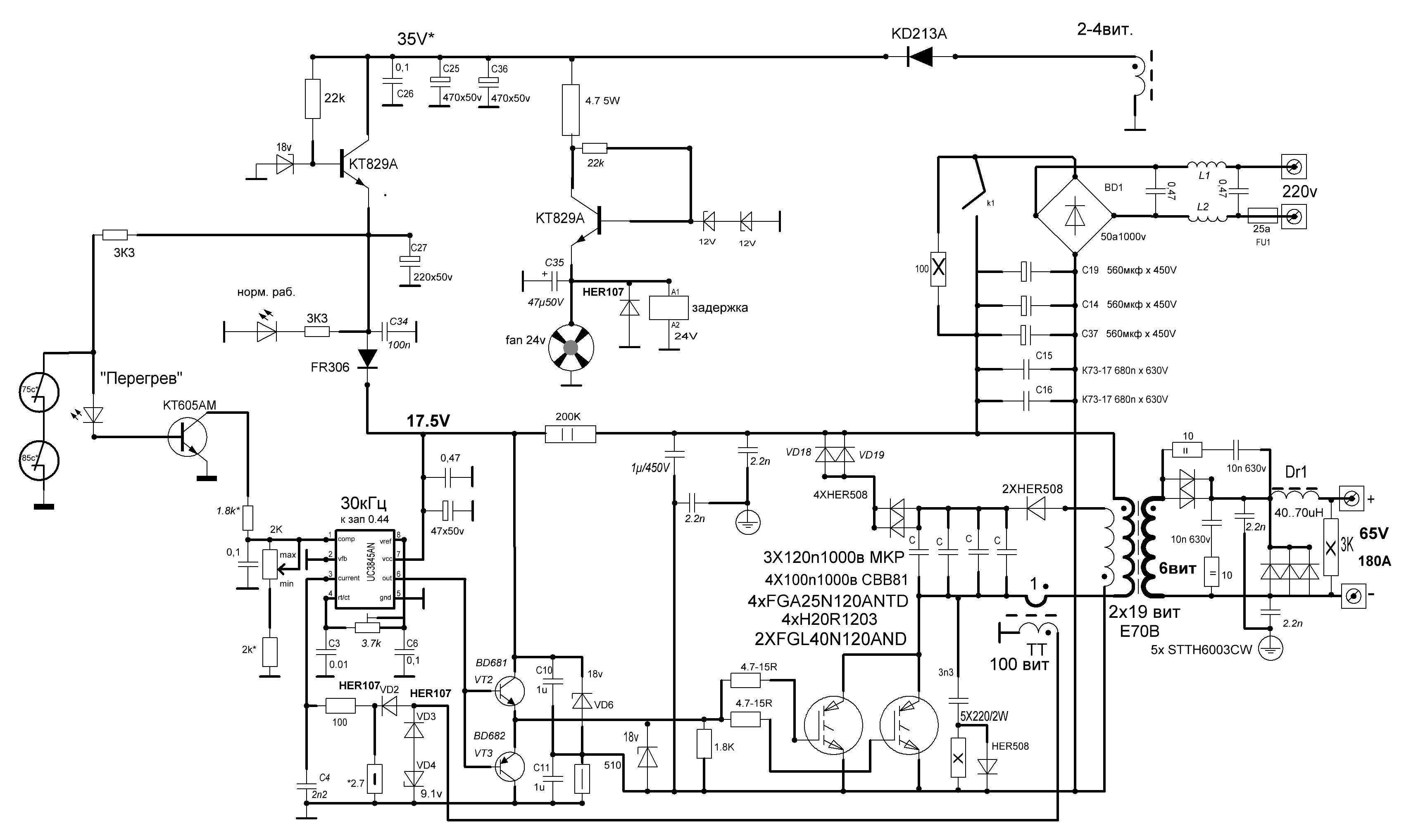
На рисунке 2 изображена схема блока управления процессами, проходящими в силовой части. У рассматриваемого типа аппарата схемы втиснуты на одну плату. Изменим это и блок управления сделаем на отдельной плате.
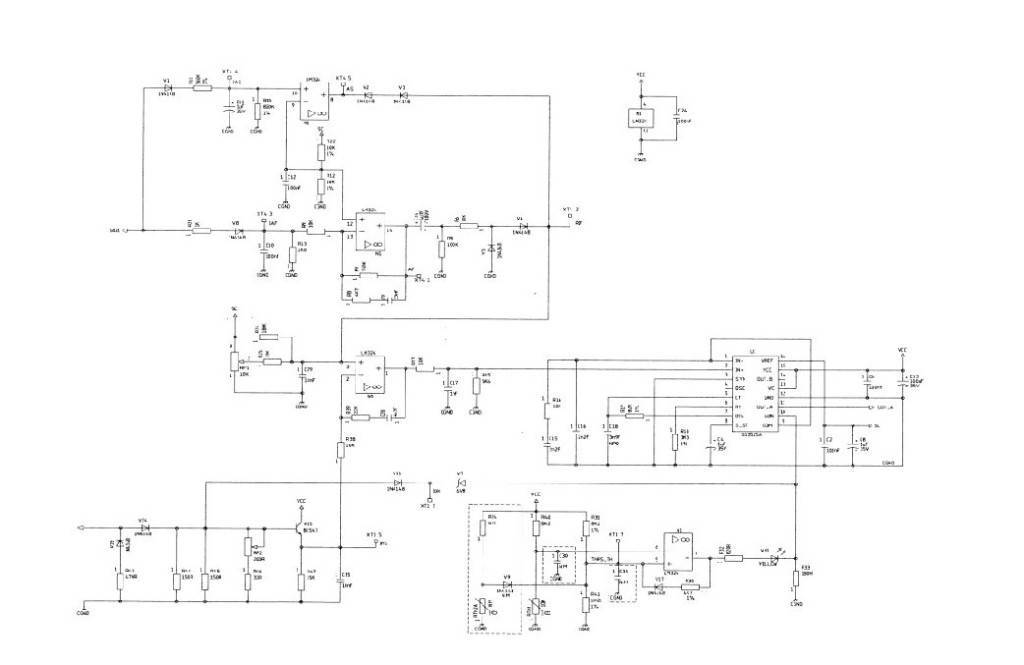
Рис.2
Разобьем основную схему на несколько частей и получим:
Силовая часть и драйверы транзисторов:

Источник питания силовой части:
Сварочный инвертор с шип контролером:
Блок питания инвертора:
Для изготовления электрических 4 плат, потребуется следующее:
- текстолит FR4 150×250мм (2мм);
- перманентный черный маркер;
- лимонная кислота и перекись водорода;
- флюс паяльный ЛТИ-120;
- сверло диаметром 1мм и 2мм;
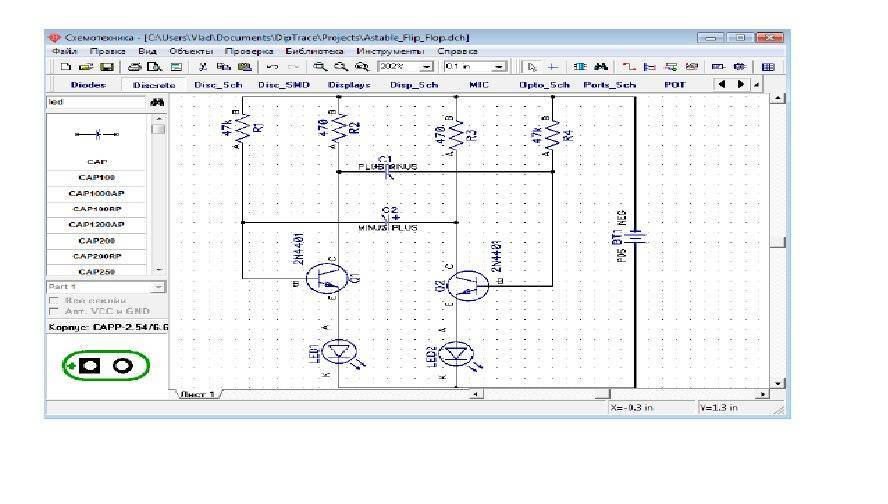
В программе Dip Trace чертим силовую схему:
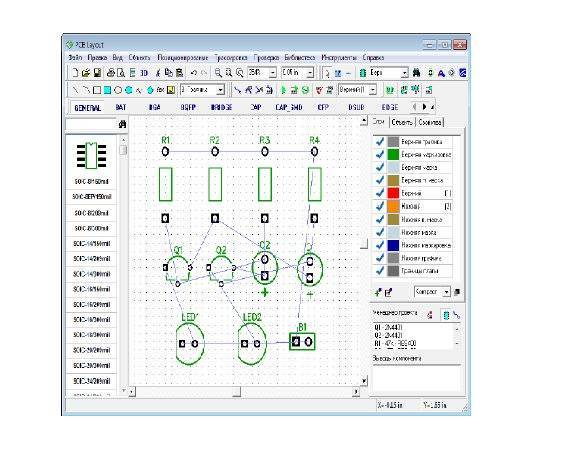
Преобразовываем в плату:
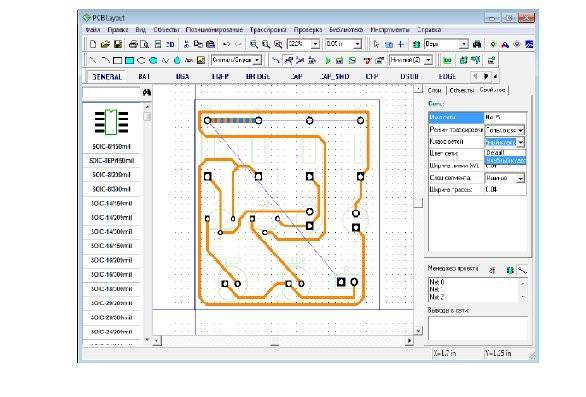
В конце получится рисунок:
Пример показан на более простой схеме. Скачать учебник для работы в Dip Trace можно на сайте Full-Chip.net. В нем последовательно описывается каждая операция для печати микросхем.
Полученное изображение макета надо распечатать на лазерном принтере, это обязательное условие, чернило, не даст нужный эффект:
Подготовим текстолит. Слегка зачистить мелкозернистой наждачной бумагой до яркой поверхности. Прикладываем к пластине напечатанный макет и сверху заворачиваем еще одним слоем газетной бумаги.
Прикладываем горячий утюг и ждем 15-20 секунд. Даем постепенно остыть, затем что бы легко было отдирать, замачиваем водой. Если на каком-то участке связь плохо пропечаталась, дорисовываем черным маркером.
Готовим ванну для травления платы. В раствор входит лимонная кислота, перекись водорода и вода. Емкость достаточного размера, чтобы плата могла полностью в нее войти
С этой смесью надо соблюдать осторожность, работать в резиновых перчатках. Размешивать только деревянными предметами, металлическими нельзя
Дальше все это надо поставить в теплое место или в таз с теплой водой
Контролируя процесс можно увидеть, когда не окрашенный медный налет сойдет, тогда можно доставать деталь.
Высушиваем схему и снимаем наждачной бумагой маркер. Покрываем поверхность флюсом ЛТИ-120
Что бы ни дать окислятся дорожкам, их надо осторожно полудить до приятного блеска.
Итак, получаем две платы на силовую схему и блок управления.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.

Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
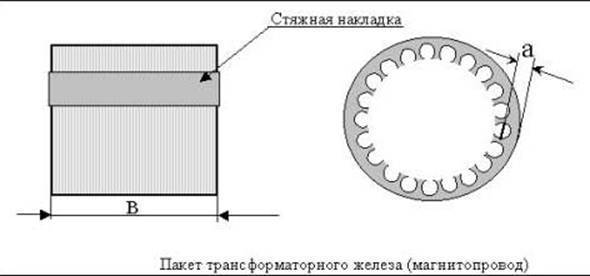
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
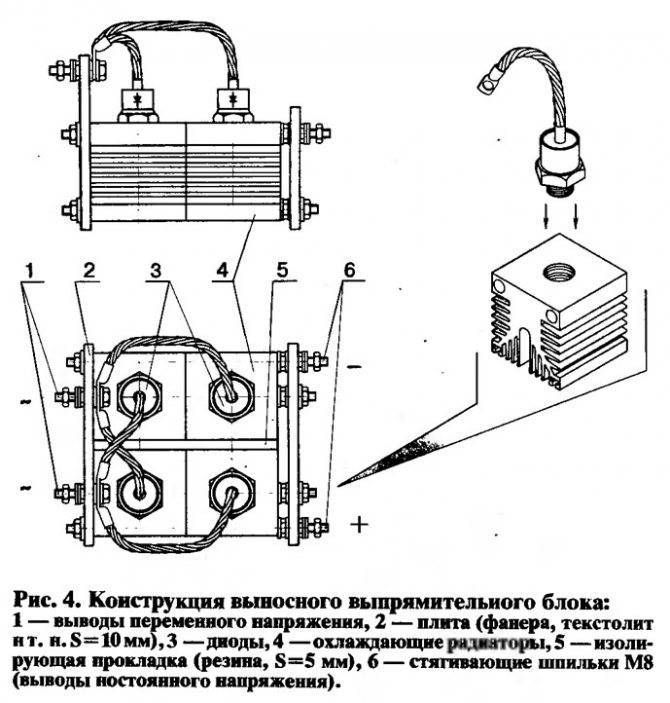
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
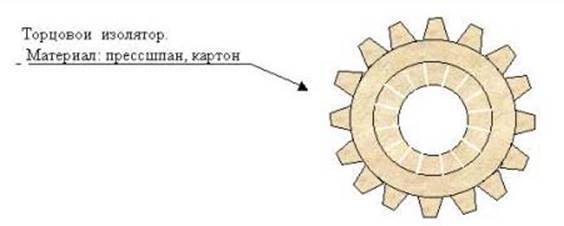
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
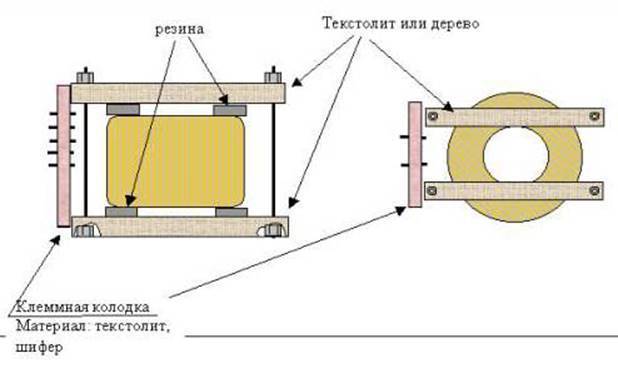
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.

Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм2 до 4 мм2. Но идеальный вариант — это проводник с сечением 7 мм2. При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм2
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
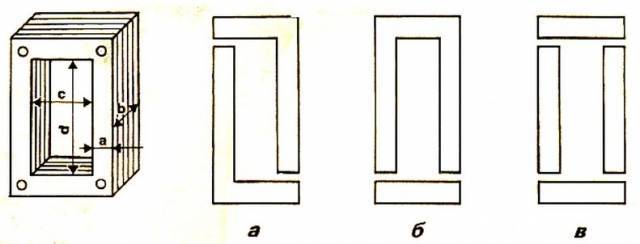
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
- В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
Рекомендуется на 165 и 190 витке сделать ответвление. Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
Далее, делается вторичная обмотка, состоящая из 70-ти витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Изготовление сварочного аппарата
На сегодняшний день практически невозможно и довольно-таки трудно сварить металл или обработать его надлежащим способом, не применяя сварочное оборудование. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.
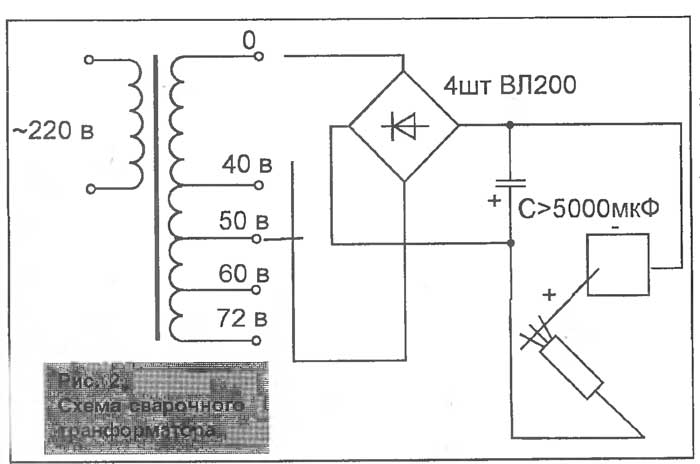
Схема трансформатора с отдельным дросселем.
Чтобы изготовить качественный агрегат необходимо обладать знаниями и навыками, которые помогут понять схему сварочного аппарата постоянного тока или переменного, что является двумя вариантами сборки оборудования.
С целью домашнего использования лучше всего узнать, как сделать мини сварку.
Удобнее вызвать мастера или приобрести уже готовый агрегат, однако иногда это бывает слишком затратно, поскольку на выбор модели по различным параметрам, таким как масса для сварочного аппарата, количество вольтов на сварочный аппарат определить достаточно трудно.
Существует несколько типов сварочных аппаратов: работающих на переменном токе, постоянном, имеющие три фазы либо инверторные. Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов
Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения
На переменном токе
Чтобы изготовить самодельные сварочные аппараты необходимо подобрать показатель напряжения, самое лучшее это 60 вольт, ток лучше всего регулировать от 120 до 160 ампер.
Можно самостоятельно определить значение сечения необходимого провода для изготовления первичной обмотки трансформатора, который должен подсоединяться к сети в 220 вольт.
Сечение по параметрам площади не должно быть больше 7 мм2, поскольку к вниманию стоит отметить возможный перепад напряжения и возможной дополнительной нагрузки.
Исходя из вычислений, оптимальным размером диаметра жилы из меди под первичную обмотку, который уменьшает действие механизма, является 3 миллиметра. При выборе алюминия для провода, сечение умножается на значение 1,6.
Стоит отметить, провода нужно обмотать тряпкой, поскольку они должны быть изолированы. Дело в том, что под увеличением температуры провод может расплавиться и возникнет короткое замыкание.
При отсутствии необходимого провода, есть возможность заменить его жилой немного тоньше, приматывая её парно. Однако необходимо помнить, что обмотка толщина увеличится, из-за чего размеры сварочного оборудования будут большими. Под вторичную обмотку применяют большой толщины провод с большим количеством жил из меди.
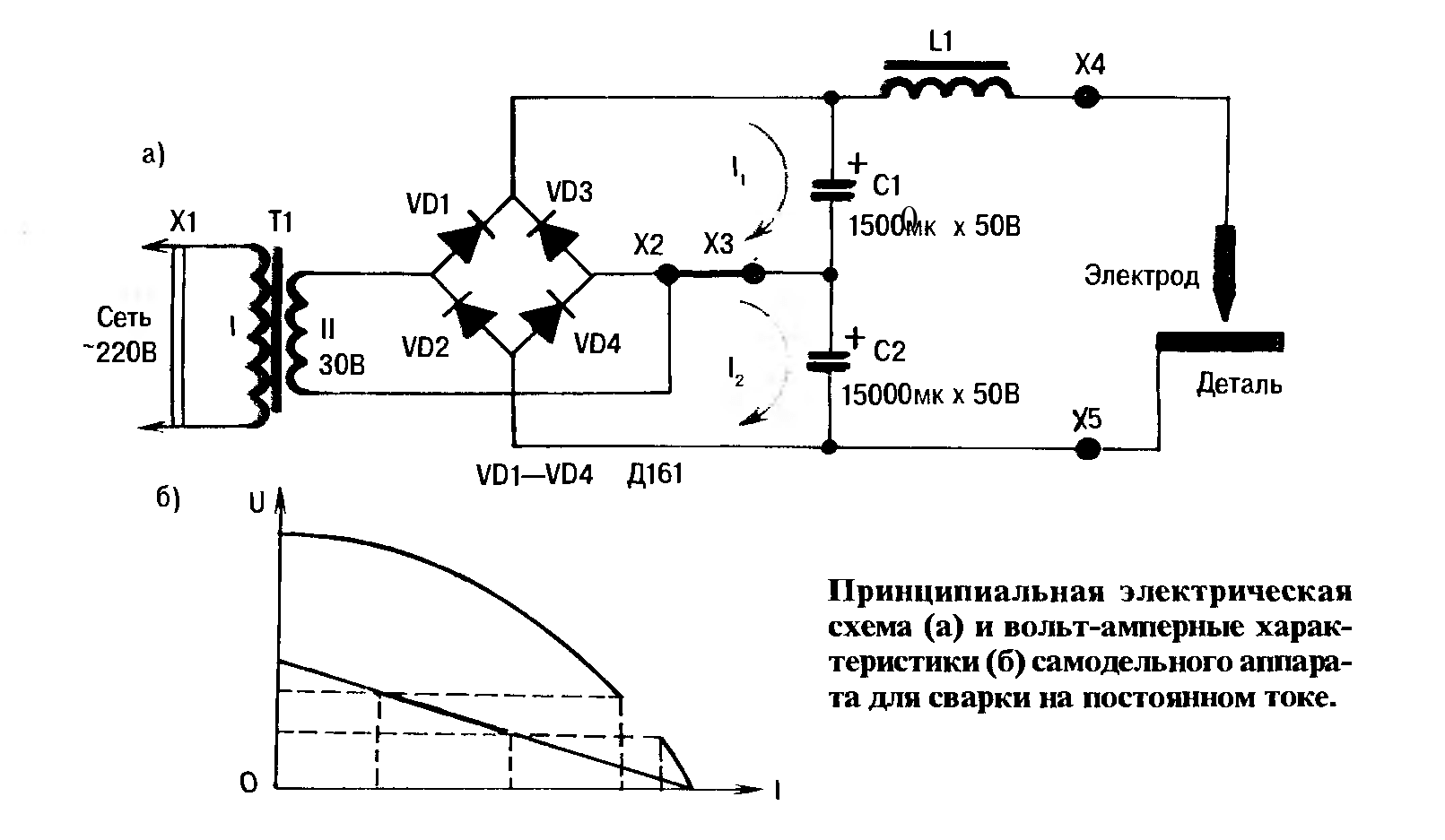
На постоянном токе
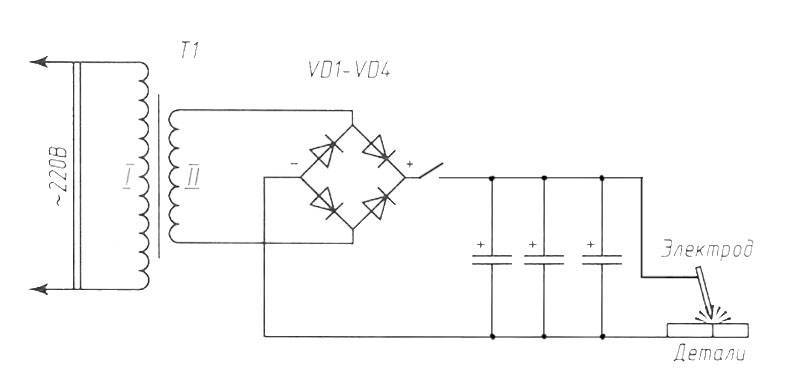
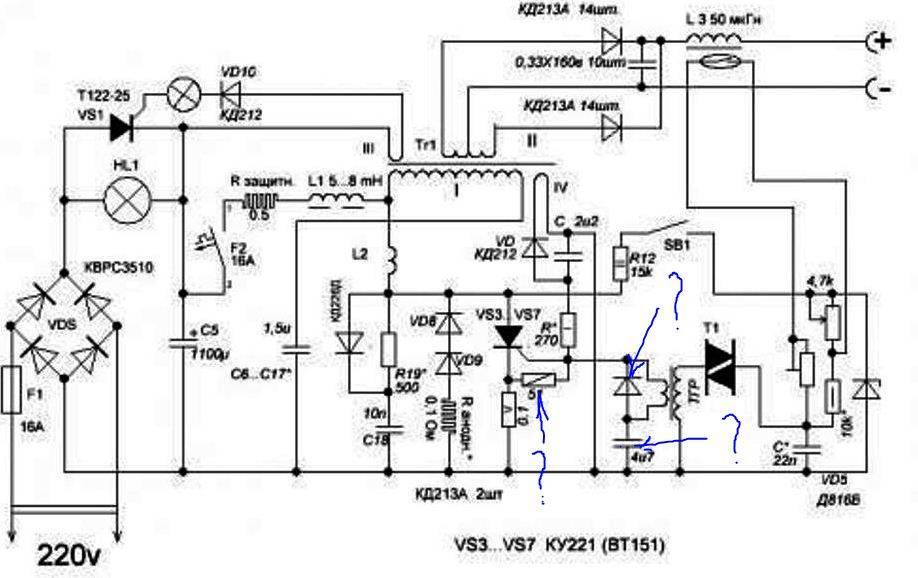
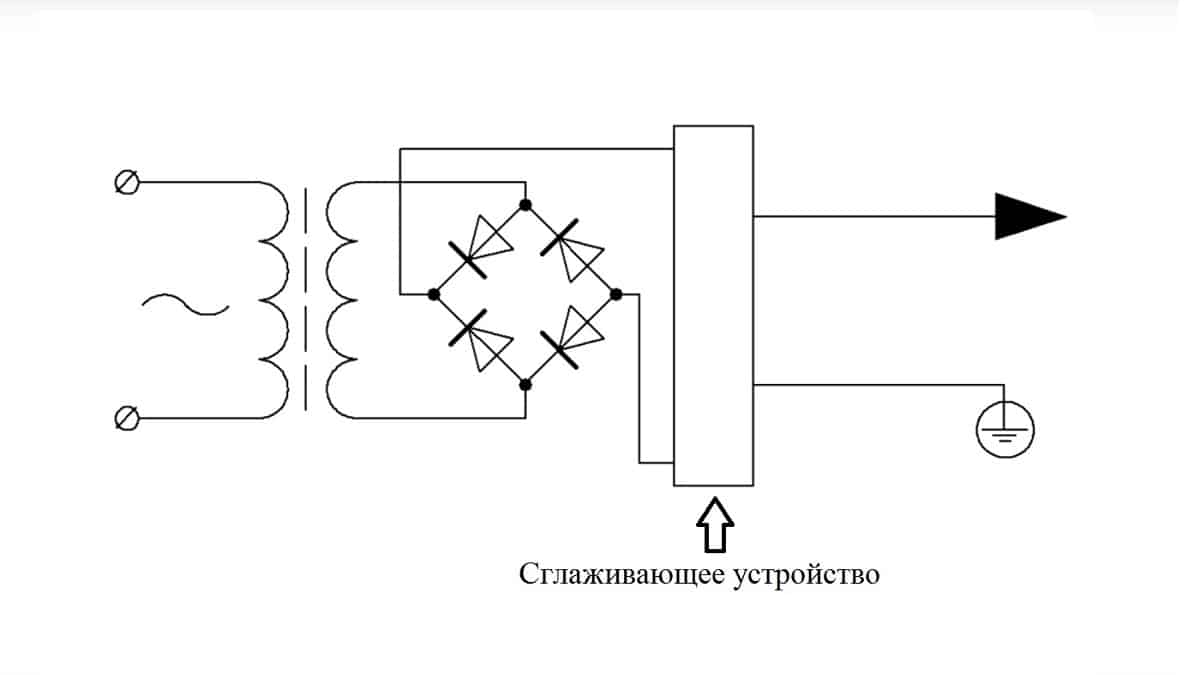
Электрическая схема сварочника на постоянном токе.
Некоторые сварочные аппараты работают при помощи постоянного тока. Благодаря такому агрегату можно сваривать чугунные изделия и конструкции из нержавеющей стали.
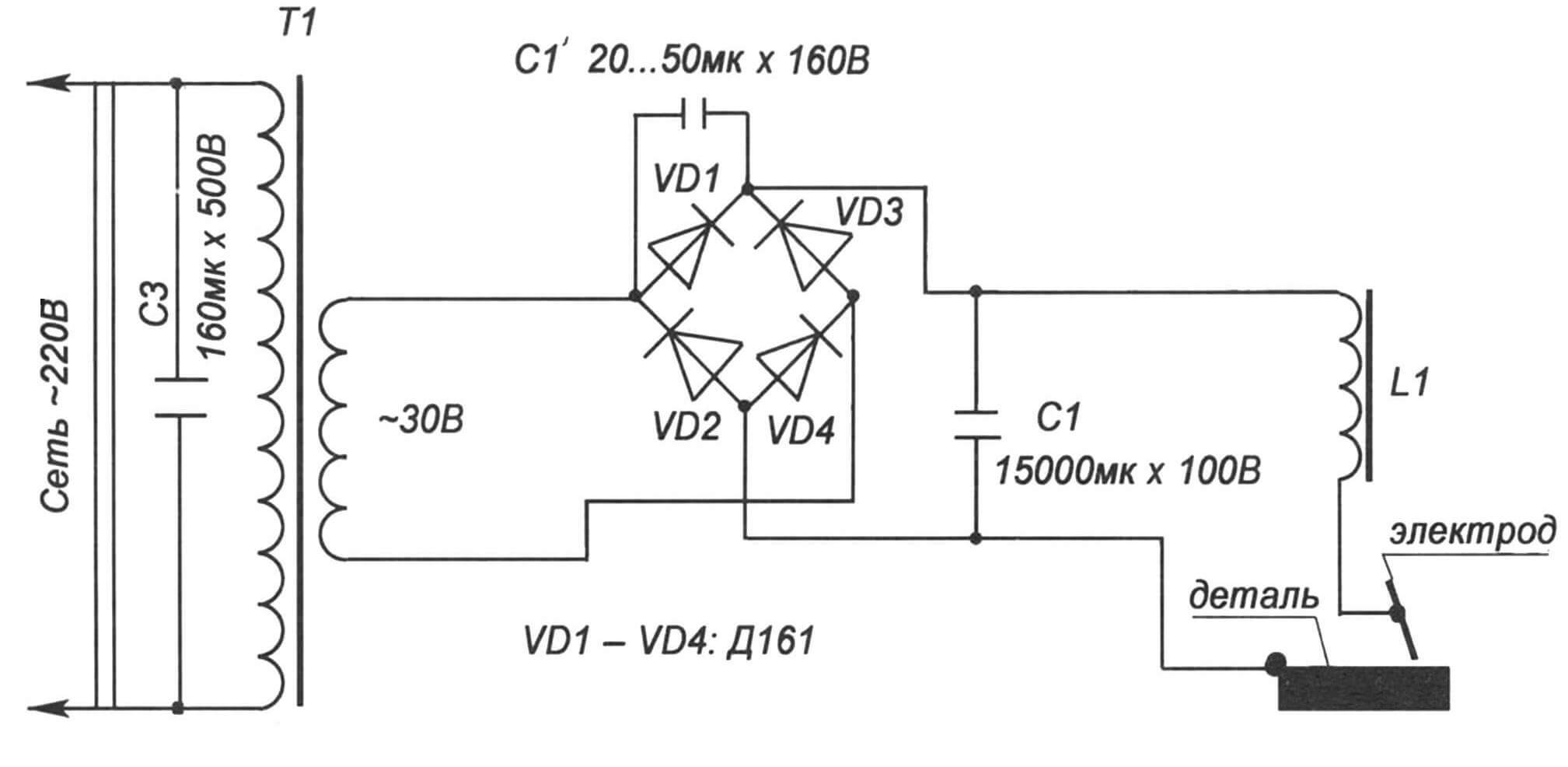
Чтобы создать своими руками сварочный аппарат постоянного тока может потребоваться не больше получаса. С целью преобразования самоделки с переменным током, нужно, чтоб вторичная обмотка была подключена с выпрямителем, который собирается на диоде.
В свою очередь, диод должен выдерживать ток с 200 ампер и обладать хорошим охлаждением. Чтобы подровнять значение тока можно воспользоваться конденсаторами, имеющие определенные характеристики и особенности напряжения. После этого агрегат собирается последовательно по схеме.
Дроссели используют в регулировке тока, а контакты, чтоб присоединить держатель. Дополнительные детали используются в передаче тока от внешнего носителя на место сваривания.
Сборка трансформаторного сварочного аппарата
Главной деталью такого аппарата является трансформатор. Основной характеристикой его должна быть способность стабильно держать рабочий ток, а это опирается на такой показатель, как внешняя вольт-амперная характеристика блока питания. Иными словами, ток сварки не должен значительно отличаться от тока, производимого коротким замыканием.
Для этого ток необходимо ограничить одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно снять со сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, то можно изготовить сварочный трансформатор своими руками.
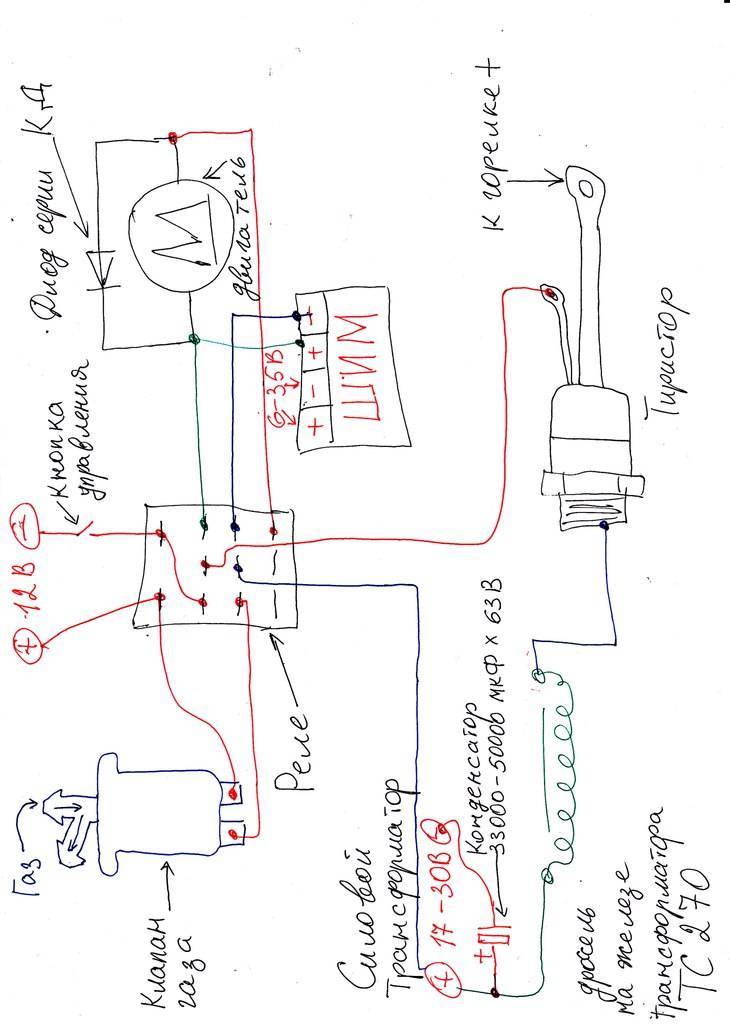
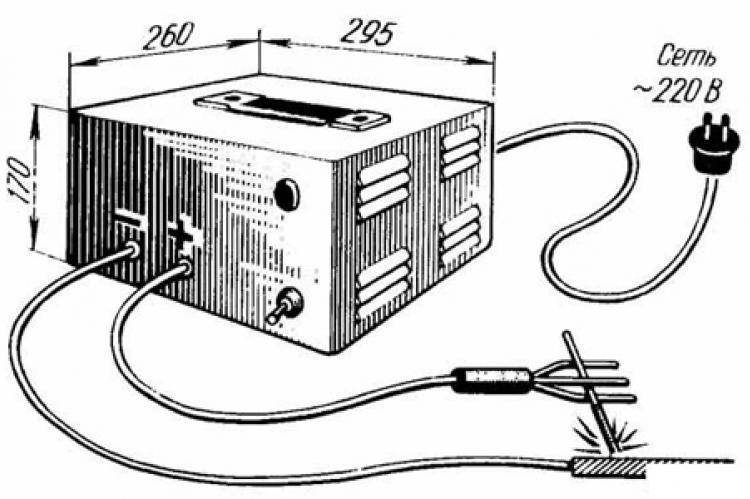
Устройство самодельного сварочного полуавтомата.
Для изготовления сердечника нужно приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составить от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки для самодельных сварочных трансформаторов должны состоять из толстой термостойкой медной проволоки сечением не менее 5 мм, а лучше более, заключенной в стеклотканевую или хлопчатобумажную изоляцию. Пластиковую или резиновую изоляцию для таких целей применять не рекомендуется, поскольку она менее стойка к перегреванию и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Нужно помнить, что вторичную обмотку сварочного трансформатора нужно наматывать на обеих сторонах сердечника. Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
https://youtube.com/watch?v=L75jxmwkoII
Полезные рекомендации по настройке аппарата
 Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
- Сначала инвертор необходимо подключить питание 15В к ШИМ, одновременно подключить к питанию один конвектор, чтобы уменьшить нагреваемость аппарата и сделает тише его работу.
Для замыкания резистора необходимо подключить реле. Его подключают, когда закончится зарядка конденсаторов. Такая процедура существенно сокращает колебания напряжения при подключении инвертора в сеть 220В. Если не использовать резистор при подключении напрямую может произойти взрыв.
Затем проконтролировать, как срабатывают реле замыкания резистора через несколько секунд после подключения тока на плату ШИМ. Продиагностировать саму плату на присутствие импульсов прямоугольной формы после того, как сработают реле.
Потом подается питание 15В на мост, чтобы проверить его исправность и правильность монтажа. Сила тока не должна быть выше 100мА. Ход установить холостой.
Проверить корректность установки трансформаторных фаз. Для этого можно воспользоваться осциллографом на 2 луча. Подключить питание на мост от конденсаторов через лампу 220В 200вт, перед этим выставить частоту ШИМ 55кГц, подсоединить осциллограф, глянуть на сигнальную форму, отследить, чтобы напряжение не поднималось больше 330 В.
Для того, чтобы определить частоту аппарата, нужно постепенно снижать частоту ШИМ пока на нижнем ключе IGBT не появится небольшой заворот. Зафиксировать этот показатель, разделить его на два, к получившейся сумме добавить значение частоты перенасыщения. Конечная сумма и будет рабочим колебанием частот трансформатора.
Мост должен потреблять тока в районе 150ма. Свет от лампочки должен быть не ярким, сильно яркий свет может указывать на пробой в обмотке или об ошибках в конструкции моста.
Трансформатор не должен выдавать никаких шумовых эффектов. Если они присутствуют, то стоит проверить полярность. На мост можно подключить тестовое питание через какой-нибудь бытовой прибор. Можно использовать чайник мощностью 2200 Вт.
Проводники, которые идут от ШИМ, должны быть короткими, скрученными и размещаться подальше от источников помех.
Постепенно повышать ток инвертора при помощи резистора. Обязательно слушать прибор и наблюдать за показаниями осциллографа. Нижний ключ не должен повышаться больше 500В. Стандартный показатель – 340В. При наличии шума могут выйти из работы IGBT.
Начинать сварку с 10 секунд. Проверить радиаторы, если холодные, продлить сварку до 20 секунд. Потом можно увеличить время сварки до 1 минуты и более.
После использования нескольких электродов трансформатор нагревается. Через 2 минуты вентилятор его охлаждает и можно снова приступать к работе.
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
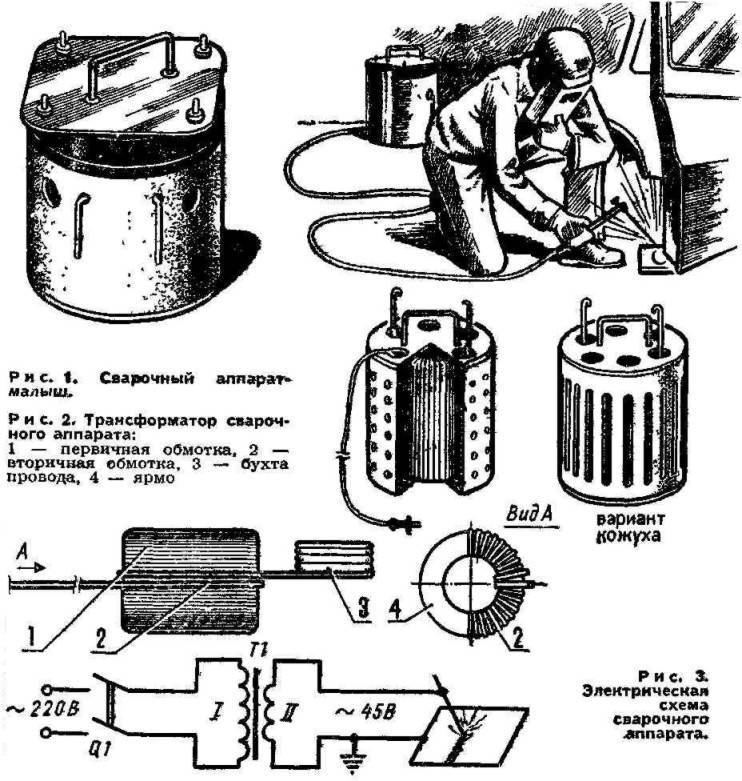
Трансформатор для сварочных работ.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
https://www.youtube.com/watch?v=gdFLDqahzJ4
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции.
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях ращрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
Схема устройства сварочного трансформатора.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной. Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические)
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.
Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Устройство для спайки проводов
Если прибор будет предназначаться только для работы с тонкими жилами, например, при установке распределительных щитков, обходятся микросварочным прибором. Размер устройства составляет 7-10 см. Оно собирается на основе транзистора КТ835. Трансформатор наматывают самостоятельно, придавая ему вид высокочастотного повышающего преобразователя.
В отличие от стандартных схем, конструкция использует высокое напряжение (до 30000 В). При сварке этим устройством соблюдают технику безопасности. Трансформатор изготавливают на базе ферритового стержня. Первая обмотка включает 20 витков диаметром 1 мм, вторая – из 500. В схему вводят резисторы, препятствующие перегреву прибора на холостом ходу.




