

Самостоятельное производство
Технология изготовления газобетона своими руками предполагает все те же стандартные этапы, но намного большие затраты труда и времени. Если на заводе многие процессы автоматизированы, то при самостоятельном производстве все придется делать без привлечения установок. Можно приобрести мини-линию или сделать определенные узлы для реализации промежуточных задач своими руками.
Что понадобится для создания газобетона в домашних условиях:
- Бетономешалка для приготовления массы.
- Формы для заливки блоков.
- Корыто или другая тара.
- Стальная струна для резки монолита на блоки (если используются формы, уже поделенные на блоки, то не нужно).
- Весы для отмеров.
Тут все приобретается или делается своими руками – в зависимости от желания мастера.
Так, вместо бетономешалки можно мешать раствор вручную (что скажется на структуре и качестве, скорее всего) миксером в ведре. Формы можно приобрести или сделать из листов фанеры/металла.
Этапы производства газоблоков дома:
- Замес раствора – рецепт во многом зависит от желаемого результата, используемого сырья, но в среднем выглядит так: 50-70% цемента, 20-40% кварцевого очищенного песка, 1.5% извести, сульфата натрия либо каустической соды, меньше 1% алюминиевой пудры. Изменение пропорций меняет теплопроводность и плотность материала. Все компоненты нужно тщательно перемешивать в течение 10 минут.
- Заливка смеси в смазанные разбавленным машинным маслом формы до половины (смесь увеличится в объемах), ожидание начала процесса газообразования (4 часа этап занимает в среднем). Удаление лишнего раствора.
- Накрытие залитой смеси теплоизоляционным материалом.
- Демонтаж опалубки на 2-е сутки после заливки, после чего блоки можно выложить на поддоны и сушить.
- Отправка изделий на склад – через 2-3 суток сушки.
- Выжидание полного набора прочности блоками за 28 суток и реализация или использование в строительстве.
Что такое газобетон, его технические характеристики

Газобетон – это одна из разновидностей ячеистого бетона. Строительный материал представляет собой искусственный камень с пористой структурой. Поры равномерно распределены по всему объёму и имеют округлую или овальную форму. Их диаметр не превышает 3 мм.
По технологии изготовления газобетон классифицируется на 2 вида:
- автоклавный;
- неавтоклавный.
Материал применяется при строительстве жилых и нежилых объектов. Чаще всего из него строят стены и перегородки. Армированный газобетон используется для изготовления перекрытий.
В состав материала входит:
- цемент;
- песок;
- известь;
- гипс;
- мелкодисперсный металлический алюминий;
- зола;
- шлак.
Рассмотрим технические характеристики газобетона:
- Длина изделий – 62,5 см, высота – 25 см. Ширина может быть разной – от 10 до 40 см.
- Благодаря пористой структуре материал имеет небольшой вес – масса 1 м2 составляет 600–800 кг.
- Теплопроводность газобетона отличается в зависимости от марки и колеблется в пределах значений 0,048–0,28 Вт.
- Усадка материала – 0,5 мм/1м.
- Морозостойкость в 2 раза выше, чем у кирпича – более 70 циклов.
- Газобетон не подвержен горению.
Преимущества и недостатки газобетонных блоков
Газобетон – относительно «молодой» материал, на строительном рынке он применяется около 80 лет. Однако он уже успел завоевать популярность благодаря своим преимуществам:
- высокой экологичности;
- огнестойкости;
- низкой плотности и, как следствие, небольшому весу;
- лёгкости в обработке;
- высокой скорости возведения конструкций;
- отличным теплоизоляционным свойствам;
- невысокой стоимости.
Газобетон как строительный материал не лишён недостатков. Он хрупкий – при транспортировке или кладке блоки могут сломаться. Ещё один минус – высокая водопоглощающая способность. Стены, построенные из газобетона, придётся защищать от влаги. Конструкции из этого материала быстро нагреваются и остывают. Известь, входящая в состав, оказывает разрушающее воздействие на металлические детали, которые используются в строительстве.
Типы и технология производства материала
Газобетон производят двумя способами – автоклавным и неавтоклавным. В первом случае блоки помещают в специальную печь, где они быстро затвердевают при высокой температуре. Во втором случае изделия сушатся естественным способом в течение нескольких дней. По качественным характеристикам газоблоки, полученные неавтоклавным способом, уступают изделиям, прошедшим термообработку в печи.
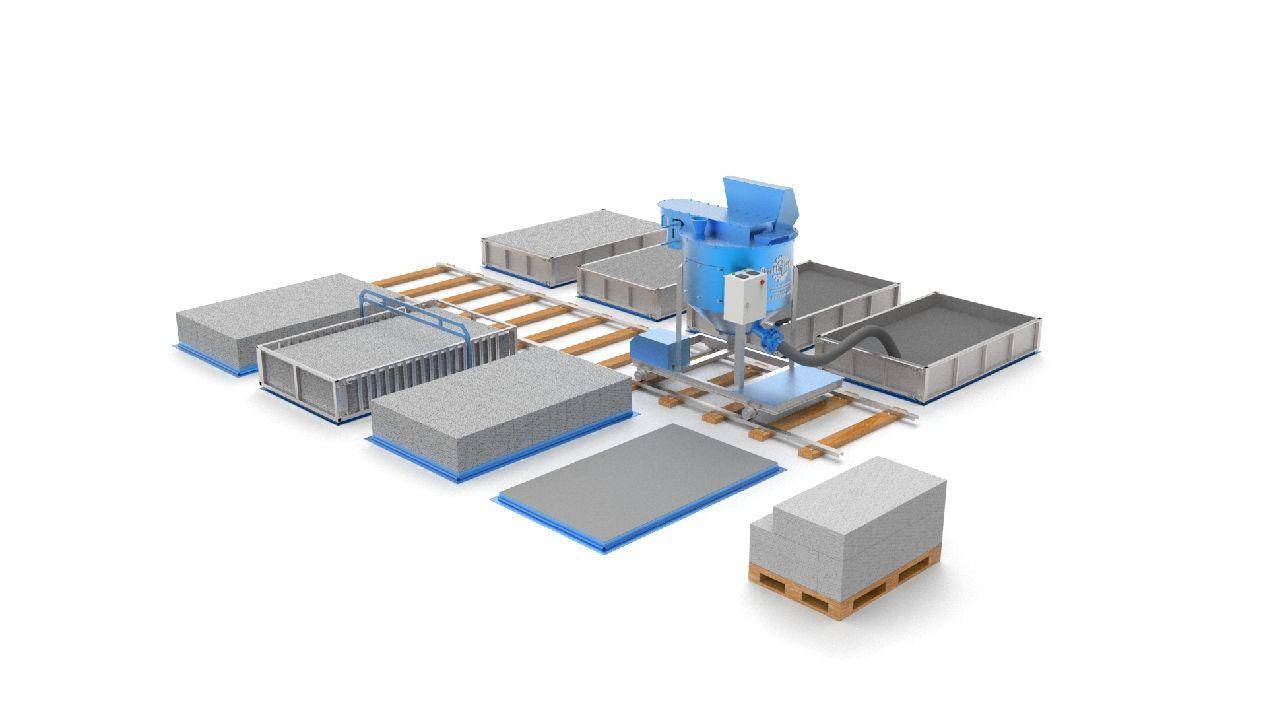
Технологический процесс включает следующие этапы:
- подготовка сырья;
- приготовление смеси в дозаторно-смесительной машине;
- заливка массы в формы;
- резка блоков на изделия нужного размера;
- обработка в автоклаве;
- упаковка готовых газобетонных блоков.
Сначала сырьё – портландцемент, песочный шлам, известь, вода и вяжущие компоненты загружаются в дозаторно-смесительное отделение. Компоненты в нужной пропорции смешиваются и превращаются в однородную массу.
Далее масса поступает в форму, где и происходит интенсивное газообразование в результате химической реакции. Когда процесс активного газовыделения прекращается, формы выдерживают при комнатной температуре или в термокамере до достижения прочности сырца 0,04–0,12 МПа. Затем формованные изделия поступают на резательный комплекс. Здесь с помощью специальных стальных нитей или струн плита разрезается вдоль и поперёк на изделия нужного размера.
После резки блоки транспортируются на автоклавных тележках в печь. После полной её загрузки изделия подвергаются обработке при температуре 190 градусов и давлении около 12 атмосфер. Внутри печи поддерживается определённый режим влажности. Готовые изделия выгружают из автоклава после плавного снижения давления. Газобетонные блоки поступают в упаковочное отделение и отправляются на склад готовой продукции.
При производстве газобетона неавтоклавным методом смесь в формах затвердевает естественным путём, без применения печей. Для улучшения свойств материала, полученного таким методом, в состав смеси обязательно включают модифицирующие добавки.
Сколько вложить в открытие
Выше было определено, что первоначальные затраты на открытие цеха по производству газоблоков составят 500 тысяч рублей. На какие цели пойдут данные средства, описано в следующей таблице:
| Статья расходов | Сумма затрат, руб. |
| Оплата аренды производственного помещения за шесть месяцев | 120 000 |
| Ремонт помещения и подготовка коммуникаций к запуску производства | 50 000 |
| Приобретение оборудования для производственной линии | 200 000 |
| Регистрация бизнеса, оформление документации, получение разрешений от СЭС, Роспотребнадзора и пожарной службы | 10 000 |
| Приобретение первой партии сырья для производства | 100 000 |
| Расходы на обучение работников цеха | 5 000 |
| Расходы на рекламу и продвижение | 5 000 |
| Другие, в том числе непредвиденные, расходы | 10 000 |
| ИТОГО | 500 000 |
Примечание: оборудование для производственного цеха, стоимость которого составляет 200 тысяч рублей, позволит производить до 10 кубических метров газобетона за одну рабочую смену. Впоследствии производственную линию можно усовершенствовать для увеличения выхода готовой продукции.
Обзор линий и методов изготовления газоблоков
В зависимости от объемов выпускаемой продукции и условий размещения все оборудование для производства газобетонного блока можно разделить на следующие категории:
- Стационарные линии, используемые для выработки от 10 до 60 м3 блоков в сутки при минимальном задействовании человеческих ресурсов (1-2 работника).
- Конвейерные – выпускающие до 150 м3, оптимальные при необходимости обеспечения больших объемов.
- Мобильное оборудование – для изготовления газоблоков своими руками непосредственно на стройплощадке или дома, запитываемое от 220 В.
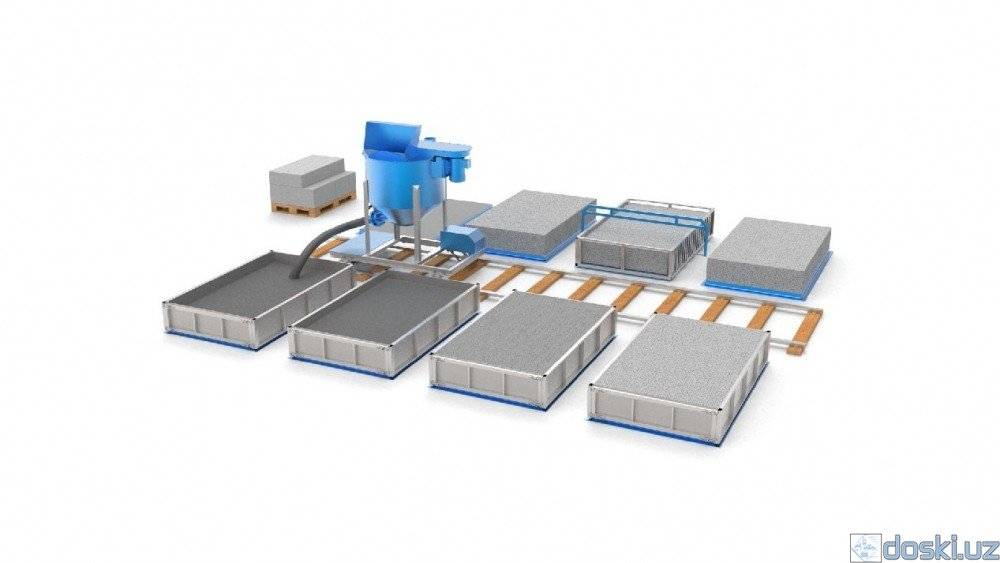
- Мини-линия – автоматизированный комплекс для качественных газоблоков объемом до 15 м3 в сутки при компактном размещении (занимает не более 150 м2) и обслуживании силами 3 человек.
- Мини-завод – аналогичная линия, но выигрывающая по мощности, за день изготавливается до 25 м3 газобетона.
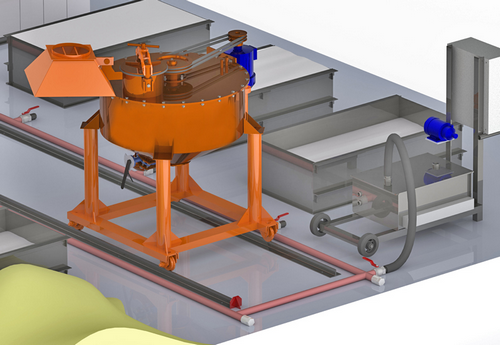
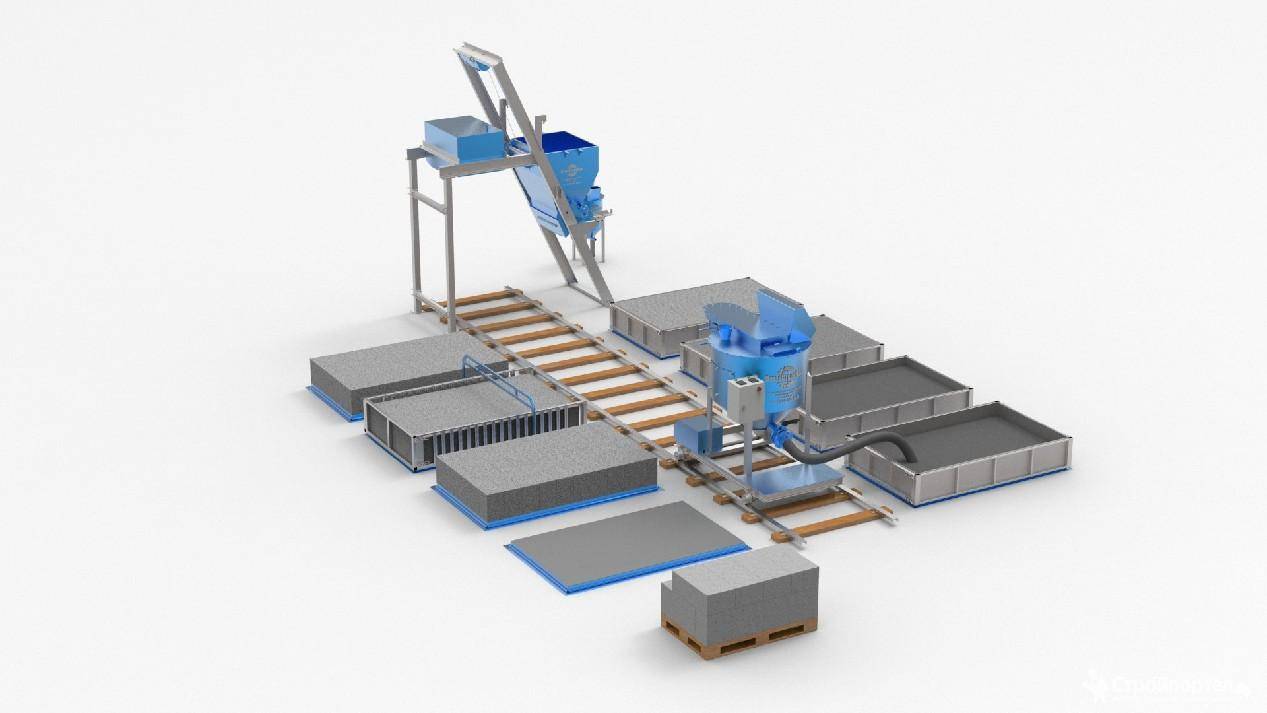
Стационарное оборудование считается самым выгодным в долгосрочной перспективе, благодаря автоматизированному заполнению форм оно работает практически самостоятельно, на тяжелых этапах ручной труд исключен. Характерной особенностью этих линий являются наличие передвижного смесителя, комплекса для подготовки и хранения сырья, нагрева воды и конвейерной подачи к дозатору. Их преимуществом признана значительная производственная мощность (без термообработки – до 60 м3 газоблоков), минусом – потребность в больших площадях (до 500 м2) и высокая стоимость станков и установок (от 900000 рублей и выше, купить его б/у сложнее).
Конвейерные линии также занимают много места (от 600 м2), но они реализуют другую технологию производства: дозатор и смеситель газобетона остаются неподвижными, а формы – перемещаются. Процесс такого комплекса также полностью автоматизирован, но из-за увеличенных объемов выпускаемой продукции обслуживание не рекомендуется проводить самому, потребуются силы 4-8 человек. Стоит дороже остальных, минимальная цена конвейерных комплексов производительностью в 100 м3/сутки составляет 3000000 рублей.
Главным преимуществом мобильного оборудования является возможность выпуска газобетона в любом удобном месте, в том числе у себя дома, оно занимает всего 2 м2. Стандартный комплект включает компактный смеситель, компрессор и соединительные рукава длиной около 2 м (для заполнения нескольких форм сразу). Мобильные установки обходятся не дороже 60000 рублей, и потребляют не более 1,5 кВт в час (на примере Газобетон-500 Б плюс), в целях экономии их можно купить б/у. Для изготовления газоблоков дома с их применением достаточно сил 1 человека, но при привлечении 2 работы пойдут быстрее.
Мини-линии и заводы по выпуску газобетонных блоков бывают как стационарными, так и конвейерными. Их предлагают купить ряд отечественных заводов, хорошие отзывы имеют Иннтехгруп и Кировстройиндустрия, к лучшим относят производственные линии Алтайстроймаш. Комплексация мини-линий может быть разной, но основное оборудование (смеситель, формы и станок для резки газоблоков) в них входит всегда, этого достаточно для запуска производства даже дома. Сами устройства займут мало места (в зависимости от мощности – от 10 до 150 м2), но не следует забывать об организации площадки для просушки газоблоков.
Практически все предлагаемые линии отечественного производства не включают в стандартную комплектацию автоклавы. Автоматизированные мини-заводы с ними реализует Китай, стоимость оборудования при этом увеличится как минимум на 1000000 рублей. Приобретение промышленного автоклава целесообразно при уже налаженной линии сбыта или при желании вытеснения конкурентов. При неизбежном возрастании величины энергопотребления их установка позволяет сократить время цикла (нет необходимости в просушке газобетонных блоков на поддонах в течение 3 суток). Практически все современные автоклавы автоматизированы, включая подачу изделий в печь и выгрузку.
Маркетинговый план
Здесь представлен примерный «набросок» маркетингового плана, своевременное исполнение пунктов которого значительно повысит шансы бизнеса выйти на приемлемый уровень доходности:
- Налаживание контактов со строительными организациями и организация розничной торговли с частными лицами.
- Периодическое размещение рекламных модулей в печатных СМИ региона.
- Создание сайта-визитки с минимальной информацией о продукции производственного цеха.
- Размещение рекламных баннеров в самых «проходных» местах города.
Скорее всего, в первые полгода цех по производству газоблоков будет работать не более чем на 80% от своей потенциальной «мощности». Ежедневный объем выпускаемой продукции будет находиться на уровне 8 кубических метров газоблоков. Стоимость реализации одного кубометра газобетонных блоков составляет примерно 3 500 рублей (эта цифра незначительно отличается в разных регионах). Соответственно, при 23 рабочих днях в месяц цех будет приносить своему владельцу 644 000 «грязного» дохода. В год же сумма дохода составит порядка 7 728 000 рублей.
Инструкция по изготовлению блочного материала
Начинают с того, что из досок сколачивается пенал. В него вставляют по всей длине заблаговременно изготовленные перемычки, разделяющие общий каркас на ячейки. Для этого следует использовать водостойкую фанеру. Чтобы она хорошо фиксировалась, в досках устраивают пропилы.

Своими размерами ячейки должны отвечать требуемым размерам блоков. Чтобы ускорить производственный процесс, необходимо изготовить несколько форм по разным типоразмерам.








Чтобы растворная масса не налипала на доски, их обрабатывают специальными составами или машинным маслом, разведенным в воде.
Для замеса раствора придется купить смеситель, компрессор и рукава. Кстати, такую установку применяют не только при разовом изготовлении блоков, но и для организации небольшого по объему производства.
Кроме перечисленного выше, потребуется проволока для срезки излишков раствора.
Если нет дозатора, то взвешивать сырьевую массу придется самостоятельно. Здесь необходимо соблюдать точность пропорций, чтобы не нарушить качество изделий.
Все компоненты загружаются в нужном соотношении. Это позволит ускорить твердение, повысит технические характеристики блоков. Кстати, такие пропорции соблюдаются не только для домашнего, но и заводского производства материала.
Подготовленная масса разливается по формам, до краев не заполняют, потому что смесь еще будет вспучиваться. Как правило, наполнение ведется до половины объема.

Происходит газообразование. После этого необходимо удалить излишки смеси. Выполняется эта работа часов через пять – шесть после заливки.
Через четырнадцать часов выполняют распалубку
Чтобы блоки отходили, рекомендуется осторожно постучать по стенкам форм. Для набора технической прочности материал остается на открытой площадке или складируется в помещении
Помните, что с первого раза идеальный материал может не получиться.
Автоклавная обработка
Этот процесс производства рассмотрим более подробно, разберемся в его отличиях и достоинствах.
С помощью такой обработки улучшаются качественные характеристики готового изделия. Процесс проходит следующим образом:
- разрезанные по нужным параметрам блоки отправляются в автоклавные камеры. Внутри создается высокая температура и давление;
- процесс обработки составляет двенадцать часов;
- по завершению автоклавного воздействия блоки почти сразу разрешается применять в строительстве, потому что они полностью достигнут требуемый показатель прочности;
- метод изготовления без использования автоклавов подразумевает четырехнедельную выдержку, во время которой блоки окончательно твердеют.
Экономическая обоснованность производства
А теперь стоит проанализировать, насколько выгодным может стать небольшое производство газобетонных изделий. Рассмотрим при помощи таблицы.
Линия изготовления газоблока мини: рентабельность выпуска продукции:
| Наименование | Стоимость в месяц руб. |
| Зарплата рабочим, с учетом количества в 4 человека | 150000 |
| Стоимость сырья (1 м3 блока) | 1800 |
| Стоимость сырья с учетом производства 400 м3 в месяц | 720000 |
| Аренда помещения, в месяц | 100000 |
| Расходы на рекламу, в месяц | 10000 |
| Коммунальные платежи | 150000 |
| Хозяйственные расходы | 50000 |
| Покупка оборудования, бюджетный вариант | 400000 |
| Доходы | |
| Реализация всей продукции, выпущенной за месяц, стоимость 1 м3 – 3500 рублей | 1 400000 |
| Всего доходы в месяц, за вычетом всех расходов, за исключением оборудования | 220000 |
Ориентировочный срок окупаемости – 2 месяца при оптимистическом варианте. В любом случае, даже при меньших доходах, организация сможет окупить затраты не более чем за 4-5 месяцев.
Домашний бизнес или полноценный цех?
Какого «размаха» организовать бизнес, будет в первую очередь зависеть от того, какие инвестиции готов вложить в дело предприниматель.
Собираясь выйти со своей продукцией на региональный рынок, получая при этом высокие доходы, стоит запускать полноценный цех с отдельным помещением и всем необходимым оснащением. Затраты здесь могут быть довольно большими, но и прибыль будет немалой. Выпуская качественные изделия, можно с легкостью найти оптовых покупателей, которые не дадут оборудованию простаивать.
А вот тем, кто стеснен в средствах, лучше запустить бизнес по производству газобетона на базе собственного гаража или загородного участка. В этом случае, мини-цех будет оснащен полуавтоматическими или полностью ручными станками, которые стоят не так много, как мощные производственные линии. Но таким способом не выпустишь крупных партий товара, которые можно будет сбывать оптовикам. А потому, и рассчитывать на высокую прибыль не стоит. Домашнее изготовление газобетонных блоков только тогда станет высокорентабельным, если нанять себе в помощь 1-2 рабочих.
Оба варианта организации бизнеса вполне имеют место быть сегодня в России. К тому же, даже домашнее производство можно со временем вывести на более высокий уровень, арендовав производственные площади и закупив высокотехнологичное оборудование.
Газобетон плюсы и минусы
Прежде, чем разобрать плюсы и минусы газобетона, необходимо уточнить, что газобетон бывает двух видов — неавтоклавного и автоклавного твердения
. Рассмотрим отличия автоклавного и неавтоклавного газобетона.
Неавтоклавный газобетон
твердеет в стандартных условиях (в камерах термической обработки). Такая технология производства обеспечивает минимальные расходы на оборудование и электроэнергию.
Сырьем для производства являются цемент, минеральный заполнитель (песок, зола-уноса, доломитовая пыль), вода, газообразующая добавка (на основе алюминиевой пудры) и модифицирующие добавки.
Автоклавный газобетон
получают в результате твердения газобетона в автоклавах, при температуре 120-200оС и давлении P=1,4 МПа. Сырьем для производства газобетона являются: известь, цемент, минеральный заполнитель, вода, газообразующая добавка (на основе алюминиевой пудры) и модифицирующие добавки. За счет использования извести, значительно сокращается расход цемента, соответственно, себестоимость по сырью у автоклавного газобетона ниже, чем у неавтоклавного. Автоклавное твердение обеспечивает газобетону более высокую прочность в отличие от неавтоклавного.
Можно выделить следующие плюсы автоклавного и неавтоклавного газобетона в строительстве:
1. Экономичность строительства
. Невысокая стоимость материала, а также большие размеры блоков при малом весе обеспечивают снижение расходов на строительство.
2. Низкая плотность, низкая теплопроводность
. Газобетонные блоки имеют плотность от 400 до 800 кг/м3 и коэффициент теплопроводности от 0,1 до 0,21 Вт/(м*оС), поэтому являются легкими и теплыми.
3. Хорошая звукоизоляция
. За счет пористой структуры газобетон обеспечивает изоляцию шума в 10 раз лучше, чем кирпичная стена такой же толщины.
4. Пожаробезопасность.
Газобетон является негорючим материалом, устойчив к воздействию огня, имеет первую степень огнестойкости, тем самым превосходя обычный бетон.
5. Паропроницаемость.







За счет открытопористой структуры, газобетон имеет хорошую паропроницаемость. Коэффициент паропроницаемости составляет от 0,23 до 0,4 мг/(м*ч*Па). Дома из газобетона «дышат», в них комфортный микроклимат.
6. Экологичность.
В состав газобетона входят природные, экологически чистые компоненты. Материал не выделяет вредных веществ, не стареет и не подвержен гниению. Радиационный фон составляет около 9-11 мкР/ч. Для сравнения, уровень радиационного фона в Москве составляет в среднем 13-15 мкР/ч.
Теперь рассмотрим минусы газобетона:
Для производства автоклавного газобетона требуется очень дорогое оборудование, большие энергозатраты и производственные площади. Поэтому мелкосерийный выпуск блоков становится невыгоден. И это главный минус автоклавного газобетона. В этом плане производство неавтоклавного газобетона становится наиболее привлекательным для малого бизнеса.
У автоклавного газобетона имеется еще один недостаток – из-за повышенного водопоглощения, необходимо исключать воздействие окружающей среды на материал, т. е. обязательно закрывать автоклавный газобетон штукатуркой, декоративными фасадами и т. д.
Основные этапы изготовления
Производство газобетонных блоков возможно двумя способами – автоклавным и естественной сушкой. Во втором случае характеристики готовых изделий несколько ниже, однако они отвечают требованиям безопасности и не влияют не качество строительства.
Технологический процесс включает:
- Подготовку сырья.
- Составление смеси.
- Разливку по формам.
- Порционирование блоков.
- Сушку.
- Упаковку.
На первом этапе отбирают компоненты в необходимом количестве в соответствии с технологической инструкцией. Затем загружают их в смесительное отделение производственной линии. Здесь сырье превращается в однородную массу.
Затем перемешанное сырье поступает на обогащение газом. После окончания процесса газообразования полуфабрикат подсушивается в термокамере или в естественных условиях.
До окончательного затвердевания специальные стальные струны разрезают заготовку на блоки нужного размера.
Далее следует сушка на поддонах или в автоклаве.
Арболитовые блоки – состав, производство, станки
Одним из широко применяемых в частном строительстве материалов на основе бетона является арболит. Помимо основных компонентов, цемента и песка, в его состав входят измельченные продукты деревообработки – щепа, стружка или опилки. Их общая объемная доля достигает порядка 80-90 %. Также в ходе производства в массу арболита, когда происходит перемешивание компонентов в смесительном оборудовании, для улучшения свойств могут добавляться – известь, жидкое стекло, хлористый или сернокислотный кальций.

Арболитовые блоки на 90 % состоят из древесной щепы, и потому обладают аналогичной дереву теплоизоляциейИсточник siteapi.org
Арболит обладает следующим набором практических характеристик:
- Минимальная теплопроводность, сопоставимая с древесиной.
- Огнестойкость до 200-300°C.
- Водостойкость, влагонасыщаемость не более 50 %.
- Паропроницаемость, сохранение здорового микроклимата.
- Звукоизоляция.
- Механическая прочность.
- Экологическая чистота.
- Инертность к биологическим факторам разрушения.
- Морозостойкость до 40 циклов.
- Низкая плотность – порядка 500-600 кг/м³, обеспечивающая легкость транспортировки и монтажа, а также минимум требований к основанию.
- Минимальная себестоимость.
Благодаря такому набору качества, а также легкости и большим габаритам строить дом из арболитовых блоков получается легко, быстро и недорого.
Производство
Производство арболитовых блоков начинается с выбора оборудования для изготовления наполнителя. В качестве него используется хорошо просушенная хвойная щепа габаритами примерно 30 х 8 х 4 мм. Применение более крупной фракции приведет к повышенной хрупкости материала и необходимости дополнительной армировки, а меньшей – к существенному утяжелению.

Изготовление арболита в домашних условиях требует определенных навыков и опытаИсточник blog-potolok.ru
Технология сводится к следующим этапам:
- Смешивание исходных компонентов до однородной массы.
- Заливка раствора в блок-формы.
- Прессование.
- Затвердевание материала.
- Разборка лотков.
- Сушка и набор прочности.
Если рецептура применена правильно, блоки высыхают через 2-ое суток. Достаточную для строительства прочность они наберут не ранее, чем через 3-4 недели. При промышленном выпуске для этой цели их помещают в специальные сушильные камеры с поддержанием заданного температурно-влажностного режима. При изготовлении в быту отпрессованные изделия располагают в тени и накрывают пленкой. Затем, спустя 3-4 дня, их переносят в помещение и укладываются на бетон, а еще через неделю – друг на друга в пачки.
Недостатки кустарного способа:
- Несоответствие стандартам ГОСТа.
- Недостаточная прочность при ручной трамбовке.
- Существенный разбег в плотности.
- Необходимость поиска или изготовления различного рода технических приспособлений.
Видео-пример изготовления блока из цемента, песка и опилок:
Станки
Для изготовления арболита потребуются следующие станки:
- Щепорез, дробилка, рубильная машина. Применяются для создания щепы необходимого объема.
- Смесительная станция. Предназначается для перемешивания исходных компонентов до однородного состояния.
- Вибропрессовальный станок для арболита.
- Сушильная камера. Улучшает качество и скорость просушки блоков.
При необходимости, наличии опыта и определенных технических навыков все оборудование можно заменить на более простое и самодельное. Например, вместо смесительной станции применяется автоматическая бетономешалка, в качестве вибростола – подпружиненная поверхность с подсоединенным перфоратором, при этом прессование осуществляется вручную ударным способом.
Видео-пример изготовления шлакоблоков:
https://youtube.com/watch?v=9KzsKEbizJI
Коротко о главном
Изготовление блоков из бетона или арболита с целью постройки собственного дома оправдано с экономической точки зрения. Технология включает несколько основных этапов:
- Подготовка опалубки.
- Смешение компонентов.
- Заливка формы.
- Уплотнение, прессование.
- Затвердевание.
- Сушка.
- Складирование для завершения набора прочности.
Свойства газобетонных блоков: достоинства и недостатки
Газобетон широко используется в строительстве жилых, торговых, промышленных объектов с небольшой этажностью (до 3 этажей). Преимущества пористого бетона такие:
- Небольшой вес газосиликата по сравнению с кирпичом. Масса одного блока составляет 30 – 32 кг, по площади он заменяет около 30 кирпичей, которые весили бы более 100 кг.
- Экономически выгодно – за счет пор требуется меньше количество исходных материалов, меньше работников для кладки, высокая скорость строительства.
- Газосиликат экологически чистый, не содержит искусственных компонентов, не выделяет в воздух вредных веществ.
- Устойчив к огню.
- Достаточная прочность. В многоэтажных конструкциях используют газосиликатные плиты плотностью от 700 до 900 кг/ м куб.
- Сохраняет тепло внутри помещения, теплопроводность 0,1 – 0,12 Вт/м °C.
- Имеет хорошее сцепление с цементом.
- Хорошо гасит шумы.
- Благодаря ячеистой структуре газосиликат хорошо пропускает воздух, внутри дома будет благоприятный микроклимат.
- Не подвержен процессам гниения.
- Благодаря точным размерам не требуется подгонка при укладке плит (отклонения в геометрии не превышают 1,5 мм).
- Газобетон легко подвергается обработке – можно резать, пилить, сверлить, штробить, обтесывать. Для этого подходят инструменты из стали, специальные напайки из твердых сплавов не требуются.
- Имеет низкий уровень естественной радиоактивности, так как в составе нет тория, урана (слюда и гранит в процессе производства не используются).Безотходное производство, так как срезанные при формовании части газосиликата подвергаются повторной переработке.
Как у любого материала, у газосиликата есть и недостатки:
- Легко впитывает влагу, поэтому наружные поверхности требуют дополнительной защиты. Также его нельзя применять в качестве строительного материала при влажности выше 65 %.
- Не пригоден для возведения зданий выше 3 этажей.
- Слабое место – стыки между плитами. Их прочность и герметичность зависят от качества и технологии нанесения клея.
Поиск каналов сбыта газобетона
Самый сложный этап организации бизнеса – это поиск каналов сбыта газоблоков. Чтобы производство заработало в полную силу, нужно постоянно продавать продукцию. Найти покупателей не так просто – большинство компаний-застройщиков уже сотрудничают с другими поставщиками строительных материалов.
Рекламировать свою продукцию можно разными способами:
- расклеить объявления на въезде в строящиеся коттеджные посёлки, на выезде из города;
- дать рекламу в газеты;
- разместить объявления о продаже газобетона на бесплатных и платных площадках в интернете;
- связываться напрямую с застройщиками и предлагать им продукцию по выгодной цене;
- создать сайт и продвигать его.
Особенность бизнеса – сезонность. Спрос на строительные материалы возрастает в тёплое время года. Этот фактор нужно учитывать при организации. Хорошо, если запуск производства придётся на конец февраля – начало марта. Тогда в распоряжении предпринимателя будет достаточно времени для наработки постоянных заказчиков.
Неавтоклавный газобетон, его свойства и состав
Этот материал был изобретен в XIX в. чешским химиком Габриэлем Гофманом, который путем добавления в цемент разных солей добился создания пористого материала – ячеистого бетона. Он запатентовал это изобретение в 1889 году, но массовое использование газобетона началось только в ХХ веке, когда шведский ученый Аксель Эрикссон предложил усовершенствованную формулу – пористая структура достигалась за счет использования алюминиевого порошка. В те времена для застывания бетона не использовались автоклавы, оно происходило естественным путем.










Современный неавтоклавный бетон представляет собой ячеистый материал, в состав которого входят смесь цемента, песка и воды, а в качестве газообразующего элемента – паста или пудра на основе алюминия. В состав газобетона входят также сульфат натрия и каустическая сода. Газообразующий элемент нужен для того, чтобы в этой массе появились ячейки-поры, заполненные воздухом. Отвердевание смеси происходит в естественных условиях, то есть без высокого давления и нагревания до экстремальных температур. Есть и другие отличия автоклавного и неавтоклавного газобетона, но это главное.
Как производится неавтоклавный газобетон
Современная технология изготовления этого материала сравнительно проста:
В специальный резервуар набирается теплая вода температурой 60-80 градусов, в приемные бункеры засыпают цемент, готовят другие добавки.
Воду выливают в смеситель, куда попадают и остальные перечисленные ингредиенты, а также высыпается песок. Это происходит в определенной последовательности – например, песок подается уже после химических добавок. Все компоненты перемешиваются в течение 4-5 минут.
За это время нужно приготовить смесь для алюминиевой суспензии – для этого нужна вода температурой 40-50 градусов. Также одновременно с изготовлением суспензии готовят формы для газобетона. Их смазывают либо растительным маслом, либо отработанным машинным.
Алюминиевую суспензию добавляют к другим ингредиентам в смеситель. Полученный раствор перемешивают в течение 20-40 секунд, а форму помещают рядом с этим оборудованием.
Когда смеситель заканчивает работу, раствор сразу переливают в форму, а ее помещают в камеру для нагревания.
Отличие от автоклавного бетона заключается в том, что камера нагревается всего до 35-40 градусов, чтобы смесь поднялась и отвердела, то есть условия близки к естественным.
Свойства неавтоклавного бетона
Такая технология позволяет получить материал с хорошими эксплуатационными характеристиками. Неавтоклавный газобетон отличают такие свойства как:
легкость – один блок весит порядка 18 кг;
низкая теплопроводность, позволяющая сохранять тепло внутри здания и не допускающая сильного перегрева на солнце;
паропроницаемость, которая обеспечивает оптимальный микроклимат внутри помещения;
огнестойкость – материал, произведенный из минеральных компонентов, не относится к числу горючих;
экологическая чистота;
хорошая звукоизоляция;
морозоустойчивость.
Автоклавный газобетон также обладает хорошими эксплуатационными характеристиками. И сегодня он пользуется большей популярностью, потому что по некоторым показателям даже превосходит эту разновидность. Сравнение автоклавного и неавтоклавного газобетона будет приведено ниже – по каждому из основных показателей.
Рентабельность и прибыль
Несомненная выгода, полученная от приобретения мобильной установки для строительства собственного дома, натолкнула довольно большое количество людей на мысль заняться подобным бизнесом в масштабах получения ежемесячных доходов.
Строительные материалы в современной обстановке пользуются большим спросом, а рентабельность подобного производства можно повысить, если заниматься и реализацией собственной продукции самостоятельно. Для того чтобы решиться на такое производство, достаточно просто сесть и обстоятельно все посчитать.
Чем больший объем блоков производится, тем меньше транспортные расходы и оптовая цена на крупные закупки. Но, при этом и больший расход электроэнергии и воды.
Поэтому покупку оборудования для производства газобетонных блоков нужно проводить после всех необходимых расчетов, и учитывать следует все. Но если есть желание работать, а не сидеть, сложа руки, то все непременно получится.




