

Технологии
Существуют два способа получения материала: с автоклавной обработкой и без нее. Первый метод обеспечивает большую прочность и значительно сокращает сроки изготовления, так как газобетон набирает проектной мощности за 12 часов.
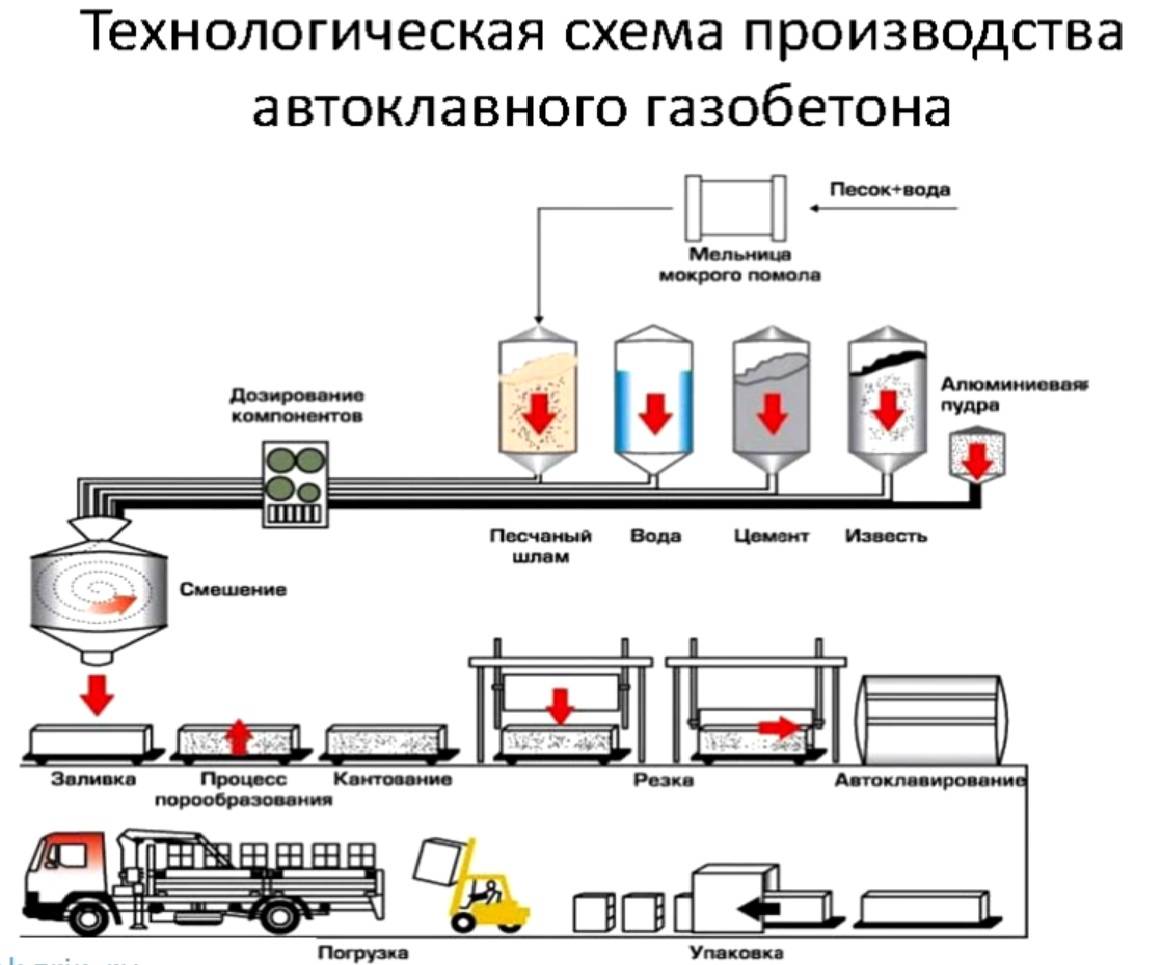
Автоклавная
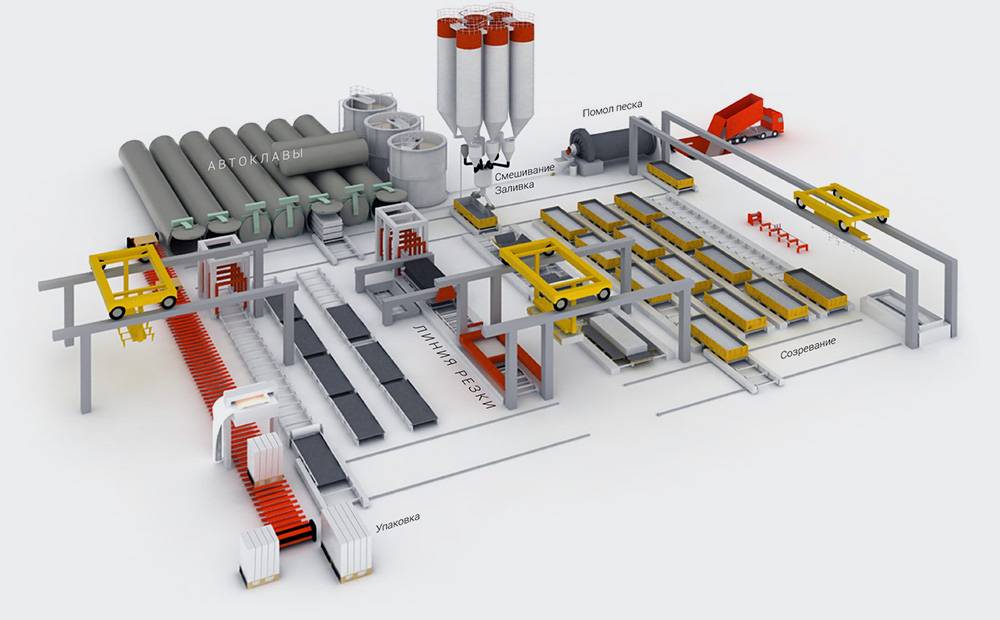
На первом этапе подготавливают сырье: перемалывают песок с гипсовым камнем, подготавливают воду – она должна быть очищена и нагрета до 40 С, прогревают другие ингредиенты при необходимости: температура смеси в смесителе должна достигать 35 С.
С помощь дозаторов загружают по очереди шлам, воду, вяжущее – портландцемент, известь, вместе с ПАВ и какими-либо другими добавками. В последнюю очередь после первичного перемешивания в течение 1–2 минут, добавляют алюминиевую пудру или пасту.
Металлический алюминий вступает в реакцию с цементным или известковым раствором – по сути, раствором гидроксида кальция, с получением алюминатов кальция и большого количества водорода. Последний, распространяясь по массе бетона, и образует огромное количество мелких пор.
- Собственно вспучивание происходит уже после смешивания, в формах. Объем газобетона при этом сильно увеличивается. Схватывание цемента происходит весьма быстро, поэтому газобетон сначала режется, а только затем уже в виде готовых блоков отправляется в автоклав.
- В автоклаве в условиях повышенной температуры, давления и влажности происходит второй ряд реакций: взаимодействие гидроксида кальция и оксида кремния, где в результате получают двухосновные гидросиликаты. Их появление и обеспечивает стремительный набор прочности, которым и славится газобетон.
- При снижении давления и температуры из блока испаряется вода. Поэтому готовый продукт практически не нуждается в сушке.
Процесс производства автоклавного бетона на заводе запечатлен в этом видео:
Неавтоклавная
Производственная линия исключает этап автоклавирования, в остальном являясь идентичной. Так как, именно использование автоклава составляет наибольшие расходы при изготовлении, такая линия намного дешевле и по стоимости, и в обслуживании.
- Чтобы достигнуть такой же или приблизительной прочности автоклавного газобетона, в исходное сырье добавляют специальные добавки: дисперсно-армирующие волокна – стекловолокно, например, микрокремнезем и другие.
- После смешивания газобетон заливают в металлические формы, где он вспучивается и застывает. Распалубной прочности он достигает через те же 150 мин, после чего нарезается по размерам и сразу же отправляется на склад. Окончательное затвердение происходит в обычных условиях естественным порядком.
Такой материал не только менее прочен, но и дает большую усадку – до 2–3 мм/м против 0,3 мм/м у автоклавного газобетона. Частично эта проблема решается за счет использования полиамидных армирующих волокон.
Поговорим про оборудование для производства автоклавного и неавтоклавного газобетона, узнаем и о технологии изготовления своими руками такого материала.
Изготовление неавтоклавного газобетона рассмотрено в видео ниже:
Производство
Готовые автоклавные газобетонные блоки получаются вследствие обжигания в специально оборудованных печах, называемых автоклавными. Внутри материал подвергается давлению до 12 атмосфер и температуре около 190 °С. Благодаря такой обработке газоблок твердеет быстрее и становится более прочным, нежели неавтоклавный. При обжиге стройматериал меняет свою молекулярную структуру. В конце газобетон становится похож на вулканическую породу тоберморит.
Перед тем, как использовать неавтоклавные блоки, их выдерживают примерно около одного месяца. При помощи автоклавирования в печке материал схватится быстрее. Автоклавные блоки производятся исключительно на заводах крупных фирм, так как требуется дорогостоящее оборудование и просторное помещение. Производство автоклавного газобетона требует заводских условий, соблюдения четкой технологии, определенных температур и давления в печи. Изготавливаются такие газоблоки по ГОСТу.
Состав автоклавного газобетона
Пористая структура блочных изделий образовывается за счет сферических пор. Их размер варьируется в промежутка от 1 до 3 мм. Качество стройматериала будет зависеть от равномерности распределения воздушных частиц по площади камня и по типу их закрытости.
Автоклавный газобетон имеет стандартный состав. В сырье входят следующие элементы:
• вещества для связывания: негашеная известь, зола, доменный шлак в гранулах; • портланд цемент; • кварцевый песок мелкой фракции; • очищенная вода без присутствия солей; • Порообразующие вещества: алюминиевая пудра или паста с активным металлом от 90%.
Различные присадки и модификаторы не обязательны к добавлению, однако, значительно улучшают характеристики эксплуатации стройматериала. Гипс препятствует быстрому застеванию раствора, а пудра ускоряет образование пористости в блоке.
Преимущества
Газобетонные блоки автоклавного твердения имеют удобные размеры и укладываются гораздо быстрее, чем обычный строительный кирпич. Газобетон обладает высокой противопожарностью: он не воспламеняется быстро и исключает испарение вредных для человека веществ. Это экологически чистый материал, не способный навредить здоровью.
Газобетон автоклавного твердения обладает следующими особенностями и преимуществами:
- Блоки изготавливают исключительно в условиях крупного производства, с соблюдением идеальных пропорций компонентов, следованием определенным этапам.
- Изделия долгое время не могут заплесневеть, обладают стойкостью к вредоносным бактериям, поскольку производятся на основе минерального сырья.
- Здания из такого стройматериала помогают владельцам хорошо сэкономить на отоплении. Газобетон отлично проводит тепло и сохраняет его.
- Легкий вес существенное облегчает и ускоряет строительные работы.
- Изделие обладает хорошей звукоизоляцией. Идеальное решение для многоквартирных зданий и для помещений, в которых необходимо изолировать посторонние шумы.
Оборудование
Список оборудования, предназначенного для изготовления газобетонных блоков, значительно варьируется от объемов производства и технологии. Существуют два основных способа изготовления газобетонных блоков – автоклавный и неавтоклавный (с естественным затвердеванием). При автоклавном способе затвердевание блоков происходит в специальных автоклавах с высокими температурой и давлением, что значительно ускоряет процесс набора блоками своих основных строительных свойств (температура около 2000 градусов Цельсия и давление от 8 до 12 атмосфер). При неавтоклавном способе затвердевание блоков происходит посредством естественного остывания после теплового воздействия.
Оборудование для изготовления газобетонных блоков можно классифицировать следующим образом:
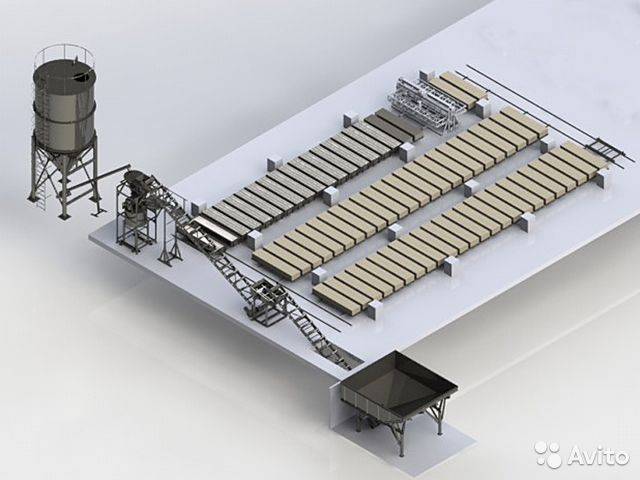
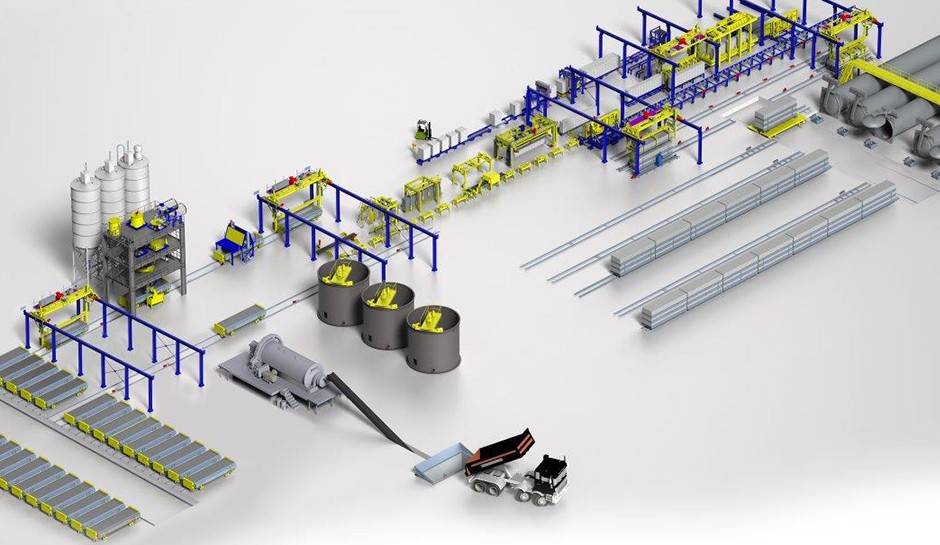
1. Заводская стационарная производственная линия. Объём выпускаемой продукции до 60 куб. метров в сутки. Отличается большим уровнем автоматизации процессов и минимальным количеством работников на линии. Автоматизация обеспечивает высокое качество продукции и отличную геометрию блоков.
2. Заводская конвейерная линия. Высокая степень автоматизации на всех этапах процесса изготовления блоков – от автоматической загрузки компонентов в бункера до резки и транспортировки.
3. Мини-линия для изготовления газобетонных блоков. Отличается от стационарной гораздо меньшим объёмом выпускаемой продукции и отсутствием в комплектации дозатора для автоматического дозирования компонентов (загрузка необходимых компонентов осуществляется вручную с помощью весов). Возможно использование в домашнем производстве. Особенность для домашнего использования – большая площадь рабочей площадки, которая составляет более 120 кв. м.
4. Мобильная установка. Подходит для кустарного (домашнего) производства, так как не требует больших затрат и может быть установлена на относительно небольшую производственную площадку. Объёмы выпускаемой продукции в зависимости от типа установки составляют от 10 до 25 куб. метров.








5. Набор оборудования для изготовления газобетонных блоков в домашних условиях. В набор входит следующее оборудование и инструменты:
- Бетономешалка;
- Формы для изготовления блоков;
- Мерные ёмкости для формирования рабочей смеси;
- Инструмент для снятия излишков и заглаживания поверхностей (мастерок, гладилка, струна или проволока);
- Инструменты для смазки форм (кисти и т.д.)
Используемые для домашнего изготовления формы делятся на разборные и колпачные.
Разборные формы позволяют менять размер блоков, убирая или добавляя борта. Работа с разборными формами требует серьезного ручного труда.
Колпачные формы снимают с застывших форм с помощью механизмов. Делается неразборной каркас для колпачных форм. Работа с данными формами не требует много ручного труда и значительно ускоряет процесс изготовления блоков.
Работа с формами любых типов подразумевает тщательную очистку после выемки партии блоков и тщательную смазку деталей.
Анализ технологического процесса
Теперь рассмотрим, что представляет собой производственная технология неавтоклавного газобетона? Какие материалы и оборудование используются при изготовлении, и как влияют технологически верные пропорции сырья на конечный результат качества изделий.
Необходимое оборудование и материалы
Сразу стоит обратить внимание на то, что изготовление неавтоклавного газобетона, не смотря на большую популярность автоклавного, по-прежнему, производится на некоторых предприятиях. Соответственно, набор оборудования для домашнего использования и для заводского, будет разниться
Для полноценного производства понадобится наличие следующих машин и станков:
- Газобетоносмеситель;
- Форма для блока;
- Станок для резки блочного массива;
- Ручной дозатор;
- Мерная емкость;
- Поддоны для блоков.

Мука известковая
Поэтапное описание хода работ при изготовлении
Классическая технология производства газобетона неавтоклавного содержит в себе следующие этапы:
- Первым делом производится подготовка форм: смазка их специализированной эмульсией для облегчения выемки изделий. Замешивается раствор в соответствии со всеми требованиями к пропорциям.
- Готовая смесь заливается в формы и выстаивается.
- Далее осуществляют удаление излишков и резку блочного массива.
- Блоки выдерживают до состояния, пригодного для распалубки, после чего изделия перемещают на деревянные поддоны.
Теперь рассмотрим подробно каждый из этапов при помощи таблицы.
Таблица 4. Производство газобетона неавтоклавного: поэтапная инструкция процесса изготовления.
| Подача цемента | Осуществляется в дозирующий бункер вручную. Доза цемента контролируется при помощи датчиков. По достижению нужного количества, бункер опрокидывается и цемент попадает в скиповый подъемник, а точнее в его банку. |
| Подача песка | Происходит по аналогии с цементом |
| Подача воды | Жидкость нагревается до 40 градусов и отправляется в промежуточный дозатор. Он содержит достаточно широкую горловину, которая позволяет быстро переливаться воде в основной смеситель для смешивания с остальными компонентами. |
| Добавление порообразователя | Чаще всего используют алюминиевую пудру. Дозирование производят при помощи мерного сосуда. |
| Смешивание компонентов | Первой в смеситель попадает вода. Предварительно его включают для образования воронки. Следом, туда отправляются сыпучие ингредиенты, а последними – химические добавки. После смешивания, смеситель передвигается ближе к формам. |
| Заливка в форму | Полученным раствором заполняют форму для блоков |
| Газообразование и первый этап твердения | Смесь выдерживают в форме до окончания процесса своеобразного брожения. После его завершения раствор начинает набирать прочность. |
| Корректировка и резка | По истечении нескольких часов, излишки раствора удаляются, а массив разрезается на блоки. Для этого используют ручной резательный аппарат, погрешность которого составляет 3 мм, гост неавтоклавного газобетона это позволяет. |
| Заключительный этап | Изделия накрывают теплоизоляционным материалом, и выжидают 6-8 часов. После этого, блоки перемещаются на деревянные поддоны, где остаются набирать техническую прочность в течение еще как минимум 3-х суток – летом и 7-ми – зимой. |
Видео в этой статье расскажет о процессе производства более подробно.
Технология изготовления газобетона + Видео как делают
Сырье
Будущему производителю необходимо наладить поставки портландцемента марок 300, 400, 500, параметры которого должны соответствовать ГОСТ 970-61. Также потребуются:
- кварцевый песок, зола унос ТЭЦ, маршалит или другой кремнеземистый компонент;
- чистая вода;
- известь;
- газообразующий компонент, например, алюминиевая пудра;
- специфические добавки, ускоряющие твердение газобетона и улучшающие параметры готовых блоков.
Важно проконтролировать качество сырья, поскольку наличие примесей негативно сказывается на процессе газовыделения, что чревато браком. В целом рецептура подбирается индивидуально
При отсутствии опыта в отрасли производства газобетона желательно привлечь профессионального технолога
В целом рецептура подбирается индивидуально. При отсутствии опыта в отрасли производства газобетона желательно привлечь профессионального технолога.
Если поиск оптимальной рецептуры своими силами экономически не рентабелен или по тем или иным причинам невозможен, производство газобетона можно наладить на основе готовых смесей. Они поставляются в сухом виде, а для замешивания потребуется лишь добавить нужное количество воды.
Описание процесса
Производство блоки из газобетона проводят в строгом соответствии с ГОСТ 21520-89 «Блоки из ячеистых бетонов стеновые мелкие. Технические условия» и ГОСТ 31360-2007 «Изделия стеновые неармированные из ячеистого бетона автоклавного твердения. Технические условия».
Сам технологический цикл включает следующие этапы производства:
Приемка и проверка характеристик сырья.
Дозирование шлама, подогрев и предварительное смешивание. Нужное количество сырья для производства автоматически подается в ванну-дозатор, где смешивается и подогревается при помощи острого пара до 40-45° С.
Помол и смешивание. Компоненты перемешиваются до получения смеси нужной консистенции в газобетономешалке пропеллерного типа.
Формирование будущих блоков. Посредством резинотканевых рукавов состав заливается в формы, предварительно смазанные минеральным маслом, что необходимо для облегчения выемки блоков из форм.
Вспучивание, схватывание и твердение
Важное условие – температура в цехе не должна опускаться ниже +25° С. В ходе вспучивания у газобетона образуется «горбушка», которая затем срезается механическим либо ручным инструментом
Резка блоков. Затвердевшая масса извлекается из форм и нарезается на блоки установленного размера.
Автоклавирование. Блоки помещаются на вагонетки в 2-3 яруса и подаются в автоклав, где приобретают установленные стандартами параметры.
Приемо-сдаточный контроль. Каждая партия изделий проходит приемо-сдаточные испытания. В ходе них определяются соответствие размеров, прямолинейности ребер, разности длин диагоналей, глубины отбитости углов и ребер, средней плотности, прочности на сжатие установленным стандартам. Всё это фиксируется в сопроводительной документации. Порядок проведения испытаний регулируется ГОСТ 31360-2007.
Упаковка и хранение. Готовые газобетонные блоки укладываются в штабели и фиксируются термоусадочной пленкой либо другим способом, обеспечивающим отсутствие повреждений. Поскольку газобетон является гигроскопичным материалом, хранить его необходимо на поддонах в условиях, обеспечивающих защиту от действия влаги.






Существует два способа производства газобетона: мокрый и сухой. С экономической точки зрения первый является более выгодным. В этом случае кремнеземистый компонент с известью перемалывается в присутствии подогретой воды с выделением шлама. Сухой способ производства предусматривает помол и смешивание при помощи шаровых мельниц. Далее шлам поступает на сито для удаления крупных фракций, оттуда – в сборник, а затем – в шламовый бассейн, где подвергается непрерывному помешиванию и барботажу.
Видео:
Сопроводительная документация на продукцию
В соответствии с ГОСТ 31360-2007, реализация каждой партии газобетонных блоков должна сопровождаться документом, удостоверяющим качество продукции. В нем указывают:
- наименование и адрес компании-производителя;
- назначение газобетонных блоков;
- условное обозначение продукции;
- объем партии;
- типоразмеры блоков;
- марку по средней плотности;
- класс по прочности на сжатие;
- удельную эффективную активность естественных радионуклидов;
- коэффициент теплопроводности в сухом состоянии;
- коэффициент паропроницаемости;
- дату выдачи документа, его номер;
- указание на действующий стандарт.
При этом клиент имеет право на проведение испытаний в независимой лаборатории для подтверждения качества блоков.
Расходы и доходы
Производство газобетона – прибыльный бизнес, особенно если есть возможность вложить в хорошее оборудование, позволяющее создавать качественные блоки, отвечающие всем установленным характеристикам.
Основные этапы организации бизнеса:
Подготовка документов – в течение 14 дней и более, с выбором формы собственности, возможным привлечением юриста.
Поиск помещения для аренды или покупки – нужны помещения для организации производства, склада, офиса (опционально)
Внимание обращают на местоположение объекта и цену за 1 м2, ища баланс между удобством транспортной развязки и расходами.
Покупка оборудования – а также наладка, обучение сотрудников. Желательно отдавать предпочтение признанным производителям, смотреть на срок гарантии, сервисное обслуживание и т.д.

- Покупка сырья – желательно сразу искать партнеров с заключением договоров, обсуждением объемов, скидок и т.д. Экономить на сырье в плане качества нельзя.
- Наем сотрудников – как минимум для производства (бухгалтера можно привлечь по аутсорсу, работу специалистов по продажам пока делать самостоятельно).
- Запуск производства – начало работы линии, проверка всех процессов, анализ, поиск эффективных решений.
- Маркетинг и реклама – тут могут использоваться любые методы, которые реально оплатить и окупить.
- Продажа продукции и доставка – оформление документов, покупка транспорта, выставление счета за услуги.

Расходы и доходы от бизнеса по производству газобетона (из расчета 2500 м3 в месяц):
- Полный комплект оборудования – 7000000
- Сырье для производства 2500 м3 блока – 4220000
- Заработная плата, отчисления (за месяц) – 280000
- Коммунальные платежи – 1650000
- Продажа 2500 м3 блоков – 8750000
- Расходы на рекламу – 480000
- Аренда помещений – 420000
- Доход (чистый) – 1700000
Срок окупаемости – около 4-5 месяцев.
Если планируется открыть производство своими руками, то тут цифры будут другими. Самое бюджетное оборудование обойдется в 40000 или меньше (если оборудования нет вообще, а используются бетономешалка либо ведро с миксером), себестоимость продукции составляет 2000. При изготовлении 85 м3 блока себестоимость газобетона получается 170000, плюс цена оборудования 40000, получается 210000.
Готовая продукция в магазине стоит 3500 рублей за кубический метр, 85 кубов обойдутся в 297500 рублей. То есть, даже при одноразовом использовании оборудования экономия составит 87500 рублей. С другой же стороны, качество блоков будет совершенно не таким, как у газобетона, произведенного в условиях завода с автоклавом.
Отличительные особенности применяемого оборудования
Для производства автоклавного ячеистого газобетона на нашем заводе применяется оборудование марки HESS AAC Systems B.V., отвечающее самым строгим международным стандартам.
Система подачи сыпучих материалов. В ней используется запатентованная технология Lahti Precision, реализованная только в линиях HESS, в основе которой — псевдоожижение (флюидизация) материалов. Система разгружает силоса и дозирует подачу сыпучих материалов в псевдоожиженном состоянии, создаваемом с помощью воздуха. Шнеки и другие механические части не используются, поэтому нет необходимости чистить и заменять детали
Самое важное — то, что система позволяет дозировать сыпучие материалы с точность до 100 грамм. Это даёт возможность максимально точно и гибко адаптировать рецептуру
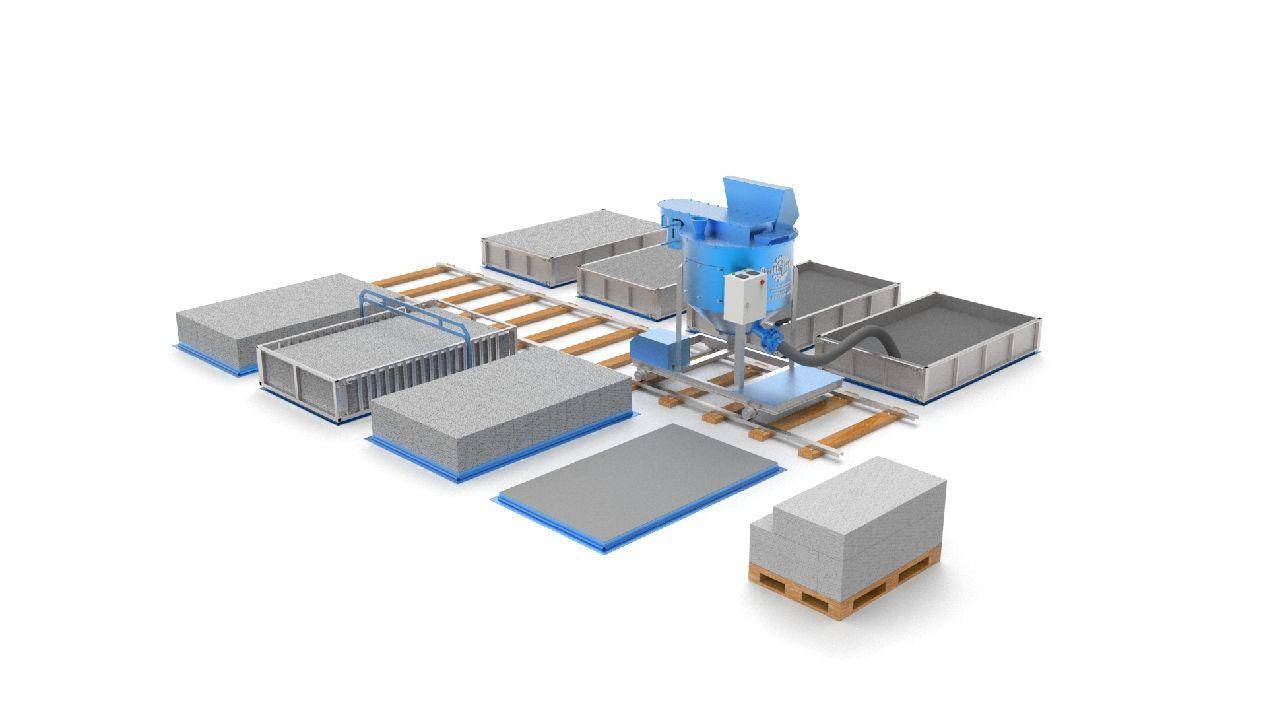
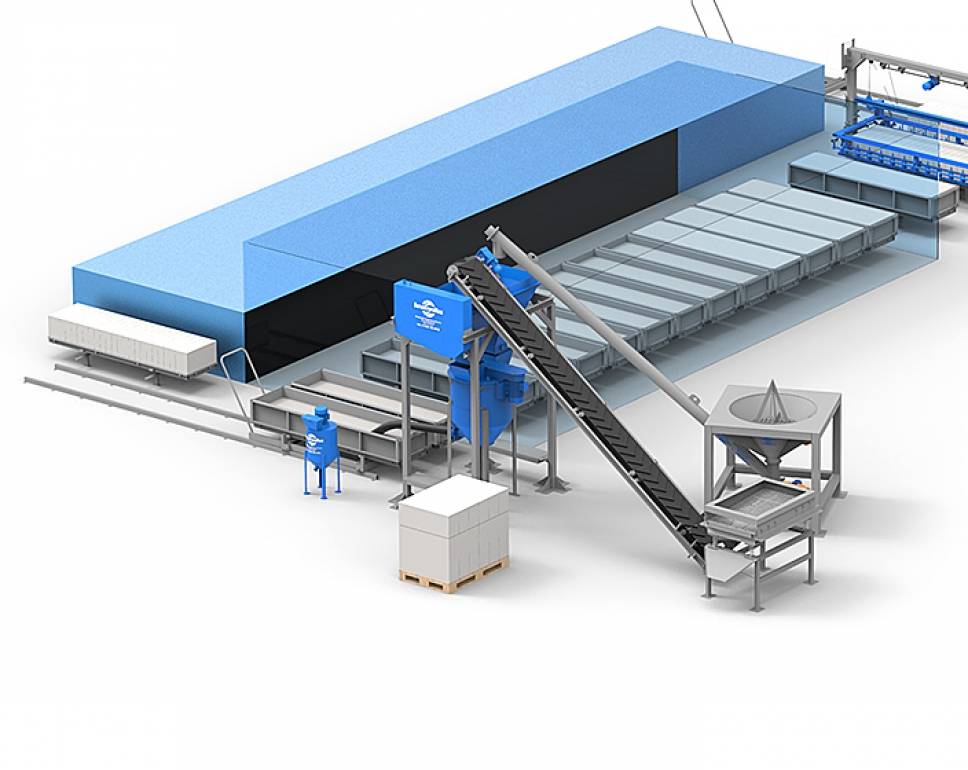
Устройство кантования массива. Массив перед резкой кантуется в форме в вертикальное положение, после чего корпус формы удаляется. Массив не подвергается механическому захвату манипулятором, что положительно влияет на качество конечного продукта. Предотвращается появление трещин, исключается деформация массива, сохраняются прочностные и геометрические характеристики блоков.
Устройство вертикальной, предварительной и окончательной боковой резки. Обрезает материал по трём измерениям, позволяет регулировать толщину снимаемого слоя или выравнивать поверхность массива после предварительной резки. Линия оснащена системой, следящей за обрывом струн. Обрезки массива отбрасываются в шлам-канал, промываемый водой. Отсюда они поступают в ёмкость с размалывающим устройством и мешалкой, расположенную под линией резки. Из ёмкости шлам транспортируется в шламбассейн для дальнейшего использования. Такое решение даёт экономию сырья и служит частью концепции «Безотходное производство».
Система разделения массива. В ней реализована уникальная технология разделения «зелёного» массива, позволяющая расслаивать его непосредственно после резки — до автоклавирования. Массив подается в автоклав разделённым на слои. Благодаря этому пропаривание выполняется максимально равномерно и качественно, и газобетон приобретает предельно возможную прочность. В отличие от традиционных технологий, подразумевающих резку вертикально стоящего массива и разделение «белого» продукта, слипания слоёв при пропаривании не происходит. Поэтому не требуется и дополнительного разделения блоков после автоклавирования. Благодаря этому сохраняется привлекательный вид блоков, исключается появление сколов, отверстий и трещин, обеспечивается идеальная геометрия конечного продукта.
Возможный уровень дохода
Доход зависит от производительности. У вас может быть 3 прогнозируемых варианта развития: пессимистичный ход, реалистичный, оптимистичный.
При 1 варианте (мощность загрузки – 30%) ваша вырученная прибыль – 331 200 рублей в месяц:
| 18 м кубических | газобетона ежедневно |
| 23 | смены в месяц |
| 1 242 000 | чистый доход |
| 414 м кубических | производится ежемесячно |
| 3 000 рублей | цена единицы товара |
| 1 год | срок окупаемости проекта |
2 вариант (мощность загрузки – 60%) предполагает доход в 662 400 рублей в месяц:
| 36 м кубических | газобетона ежедневно |
| 23 | смены в месяц |
| 2 484 000 | чистый доход |
| 828 м кубических | производится ежемесячно |
| 3 000 рублей | цена единицы товара |
| Полгода | срок окупаемости проекта |
Вариант 3 (мощность загрузка – 90 %) дает прибыль в 993 000 рублей в месяц:
| 54 м кубических | газобетона ежедневно |
| 23 | смены в месяц |
| 3 726 000 | чистый доход |
| 1 242 м кубических | производится ежемесячно |
| 3 000 рублей | цена единицы товара |
| 4 месяца | срок окупаемости проекта |
Результативность зависит от вас. Также влияет тот фактор, что спрос на данный товар сезонный. Желательно в этот период запустить производство и успеть продать весь товар.







ООО «ОПК»
«Объединенная промышленная компания» имеет специализацию по производству оборудования для автоклавного и неавтоклавного газобетона, а также для пенобетона. Все оборудование, которое производится, проходит строгий контроль качества, соответствует российским и мировым стандартам. Специалисты компании проводят обучение работников предприятия заказчиков, чтобы работа с оборудованием была максимально понятна и комфортна. Обеспечивается специализированное гарантийное и послегарантийное обслуживание проданного оборудования. Поставки осуществляются не только по странам СНГ, но и в другие страны, например, в Индию.Контакты:
Технология производства
Изготовление бетонных блоков хоть и несложный процесс, однако требует определенной последовательности в работе. При изготовлении с соблюдением требуемых условий выходит качественная продукция, готовая к применению. Технология по производству включает такие этапы:
- Приготовление раствора на основе песка, цемента, извести и воды.
- Подготовка форм, которые применяются в виде прямоугольника.
- Заливка.
- Сушка.
Подготовка форм
Кассетные формы для газобетона.
После приготовления бетонного раствора приступают к заливке в специальные формы. Используя разборные емкости, вручную убирают борта прямоугольника, при сплошных формах процесс является автоматизированным. По составу емкости различают:
- металлические;
- пластиковые;
- деревянные.
В подогретые формы до 50 С заливают смесь на половину емкости, так как бетонный раствор поднимается как дрожжевое тесто. При надобности поверхность выравнивают, срезая неровности струной. Оставляют для выдержки на 10 часов. Заполняя емкости повторно новым раствором, их очищают и смазывают.
Приготовление смеси
Бетонный раствор готовят с засыпки ингредиентов и тщательного перемешивания. Для начала в воду всыпают цемент с известью и в течение 5 минут перемешивают, после чего вливают часть воды с алюминиевой стружкой
Важно тщательно перемешать компоненты смеси, чтобы исключить комочки. В результате консистенция напоминает густую сметану
Заливка
После приготовления смеси заливают формы газобетонным раствором. Емкости очищают от остатков смеси и подогревают. Раствор вливают, используя шланг. После чего залитую форму выравнивают и застилают теплоизоляционным слоем.
Сушка блоков
Залитый раствор в формы подвергается сушке при 190 С. Продолжительность высыхания занимает 12 ч. в автоклаве. Сушка блоков из неавтоклавного газобетона достигает 48 часов.
Упаковка и хранение
Залитые бетонные изделия выдерживают 28 дней в сухом помещении, без сквозняков и перепадов температур. После изготовления блоков, их упаковывают и складируют на поддон. Упаковывают газобетонную продукцию термопленкой и транспортируют на склад. Нельзя грузить и транспортировать газобетонные изделия навалом, разгружать сбрасыванием.
Хранят продукцию в штабелях, устанавливая поддоны, друг на друга. При продолжительном хранении заготовок, защищаем помещения. Хранение газобетонных изделий в зимний период не отличается от другого времени года. Для избежания попадания влаги в результате осадков, газобетонные конструкции накрывают сверху брезентом. Бетону опасны таяния снега в весенний период.




