

Себестоимость самостоятельного изготовления
Лучше выбирать цемент М-400 или М-500. Стоимость изготовленных дома пеноблоков намного ниже, чем цена готового продукта. Для приготовления 1 кубометра материала D600 вам понадобится:
- 200-250 кг песка и цемента;
- 1,5 л пенообразователя;
- вода.
К стоимости компонентов добавьте расходы на электричество, которое потребляет оборудование.
Основные расходы идут на цемент, остальные компоненты составляют четверть стоимости цемента. На масштабы финансовых вложений влияют также затраты на специальное оборудование, по желанию его можно соорудить самостоятельно. Сборка, установка – всю информацию вы сможете найти в свободном доступе. С другой стороны, если у вас мало опыта в производстве пенобетона – придется экспериментировать для получения материала, соответствующего требованиям и характеристикам. Возможно, свои качественные пеноблоки получатся не с первой попытки, придется снова тратить деньги на новую порцию компонентов.
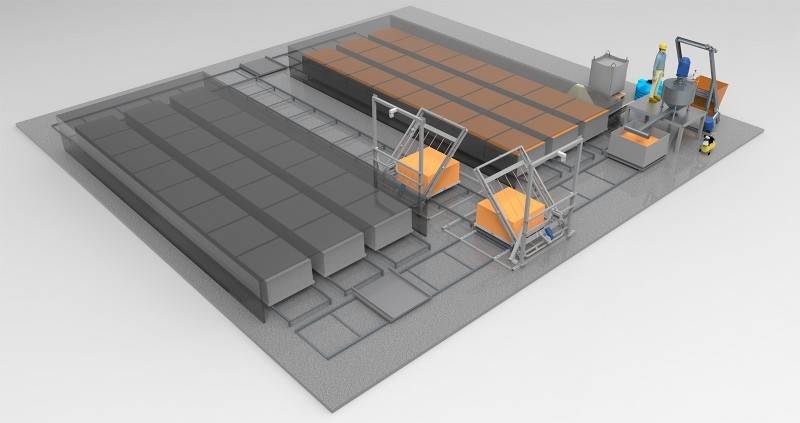
Оборудование для производства пеноблоков в домашних условиях
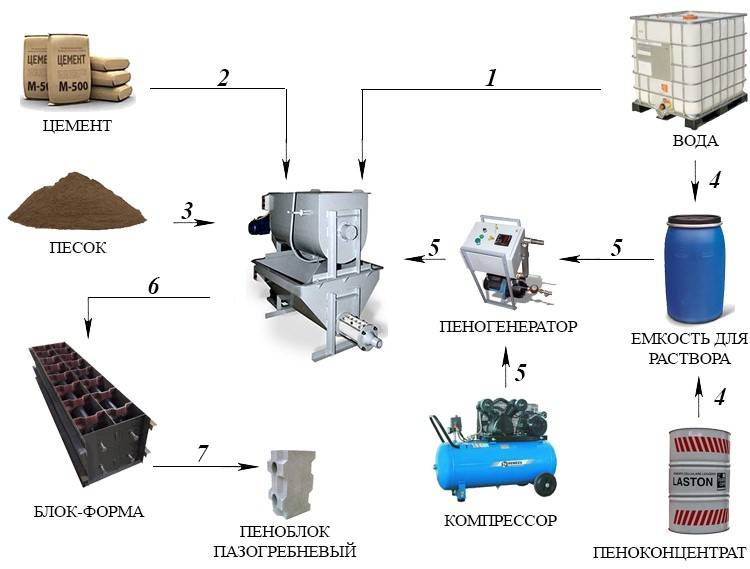
Для изготовления пенобетона требуется такое оборудование:
- Бетоносмеситель. Разрешается использовать в этих целях установку для производства ячеистого бетона;
- Компрессор. Необходим для нагнетания воздуха в парогенератор и смеситель;
- Пеногенератор. Позволяет подготавливать пену;
- Форма. Её часто делают самостоятельно из древесины или железа.
Если планируете делать пеноблоки круглогодично, то нужно будет дополнительно купить к перечисленному выше оборудованию пропариватель. Собирать установку можно тоже своими силами, но большой экономии средств это не даст. Причем некоторые элементы могут плохо состыковаться, что повлияет на качестве пеноблоков.
Лучше покупать оборудование в комплекте, который стоит в пределах 100 000- 250 000 рублей. Такая установка позволит выпускать за рабочую смену 10-25 м3 пенобетона.
В процессе выбора оборудования требуется уделять особое внимание мощности и характеристикам электропривода. Кроме того, нужно учитывать на какое расстояние можно будет подавать готовый раствор
Если вы строите собственный дом и оборудование вам нужно разово, то его лучше арендовать.
В процессе использования оборудования, его необходимо периодически промывать.
Какими свойствами обладает качественный пенобетон
Пенобетон – популярный стройматериал, обладающий следующими достоинствами:
- повышенными теплоизоляционными свойствами, обусловленными ячеистой структурой. Для отопления пеноблочных зданий требуется меньший объем затрат, так как в них лучше сохраняется тепло;
- устойчивостью к воздействию отрицательных температур с последующим оттаиванием. Целостность пеноблоков сохраняется на протяжении 40-50 циклов глубокого замораживания;
 Материал не боится химвоздействий, хорошо противостоит атмосферным осадкам
Материал не боится химвоздействий, хорошо противостоит атмосферным осадкам
- стойкостью к влиянию повышенной температуры, вызванной контактированием с открытым огнем. При пожароопасных ситуациях сохраняется целостность пенобетонных строений;
- высокими шумоизоляционными характеристиками, благодаря которым обеспечиваются комфортные условия в помещении. Материал с пористой структурой эффективно поглощает внешние шумы;
- воздухопроницаемостью, способствующей поддержанию комфортной влажности и осуществлению воздухообмена. В пенобетонном помещении не развиваются микроорганизмы, не образуются колонии грибков.
К не менее важным преимуществам пенобетона также относятся:
- экологическая чистота;
- небольшой объем затрат на самостоятельное изготовление;
- легкость механической обработки;
- увеличенные габариты пеноблоков;
- небольшой вес изделий.
Наряду с достоинствами даже качественный пенобетон обладает некоторыми недостатками:
- повышенной гигроскопичностью. Пенобетонные стены нуждаются в надежной защите;
- увеличенной хрупкостью. При транспортировании и кладке следует оберегать блоки от механических повреждений.
Несмотря на недостатки, застройщики отдают предпочтение пенобетону благодаря серьезным преимуществам материала.
Технология изготовления пенобетонных блоков своими руками
На одной установке можно изготавливать блоки разной плотности. В зависимости от того, в каких пропорциях взяты составляющие, можно получить ячеистый бетон плотностью от 200 до 1500 килограммов на квадратный метр.

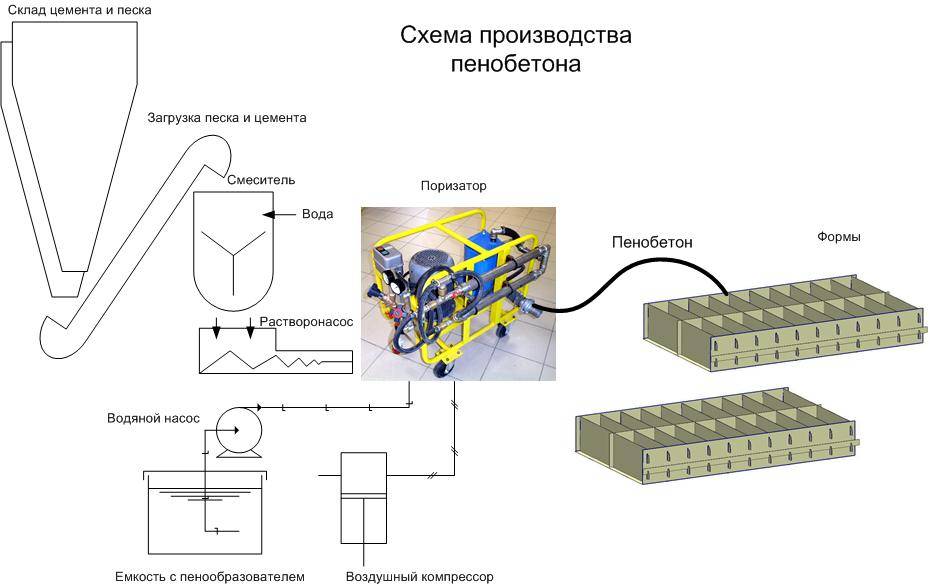
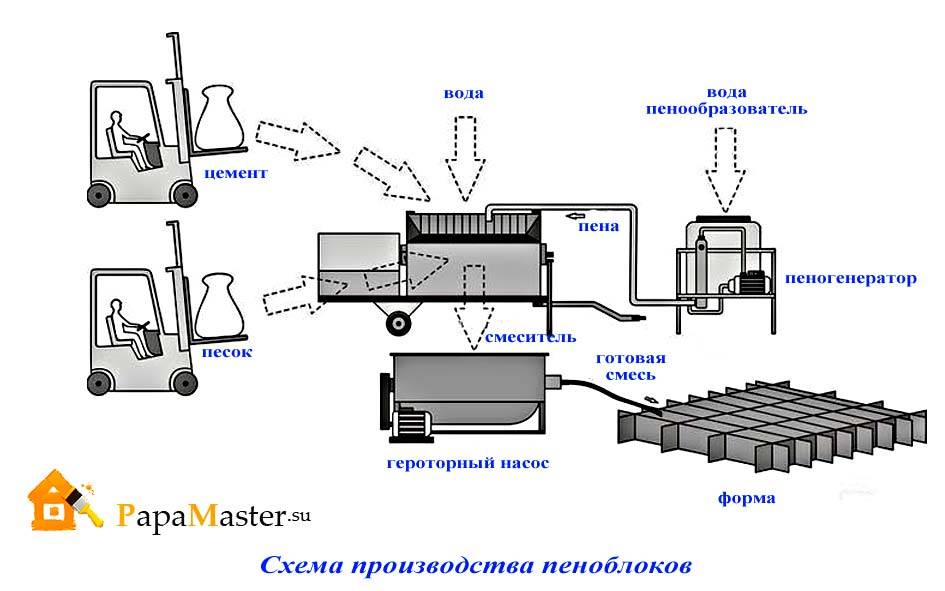
Схема производственного процесса очень проста. В ней можно выделить три самостоятельных процесса:
- Приготовление песчано-цементной смеси. Пропорции зависят от предполагаемой плотности готового материала, которая определяется ГОСТами и техническими условиями. Для получения средней плотности обычно берут равные количества цемента и песка.
- Приготовление раствора- пенообразователя. Для блоков средней плотности достаточно 4-5 граммов концентрированного пенообразователя.
- Разливка полученной смеси по стандартным формам.
Подготовка смеси из песка и цемента
Для приготовления смеси берут портландцемент М-400, 500 и мелкий, без глинистых примесей кварцевый песок. Воду можно брать водопроводную: она чаще всего свободна от кислотных или щелочных примесей. Примерные пропорции для получения пенобетона, соответствующего ГОСТ21520-89 и 25485-89 указаны в таблице:
| Рекомендуемые пропорции смеси для получения 1 кубометра ячеистого бетона | ||||||
| Плотность, кг/м3 | 400 | 600 | 800 | 1000 | 1200 | 1400 |
| Пропорция цемента и воды | — | 0.41 | 0.44 | 0.46 | 0.5 | — |
| Количество воды | 400 | 600 | 800 | 1000 | 1200 | 1400 |
| Плотность, кг/м3 | 165 | 155 | 185 | 215-220 | 235 | 265 |
| Количество цемента | 361 | 361 | 481 | 581 | 651 | 690 |
| Количество песка | — | 155 | 205 | 281 | 381 | 600 |
| Количество концентрата | 1.2 | 1.0 | 0.95 | 0.9 | 0.85 | 0.7 |
Подготовка пенообразователя
Если в производстве используется готовый пенообразователь, то его достаточно смешать с водой, чтобы получить готовый рабочий состав. Пенообразователь некоторые делают сами. Цена его получается меньше, но трудовые затраты — больше.

Как сделать пенообразователь самостоятельно? Измельчить и смешать 150 г едкого натра, килограмм канифоли и 60 граммов столярного клея. Состав подогревается и перемешивается до однородной консистенции. Учитывая, что на изготовление такого пенообразователя уходит довольно много времени и сил, экономически целесообразно, считают многие предприниматели, покупать готовый пенообразователь.
Подготовка форм
Обычно формы входят в готовый набор оборудования, предназначенного для создания пеноблоков. Однако их можно самостоятельно изготовить из фанеры или листового железа
В этом случае важно точно соблюсти геометрическую форму форм: иначе готовые блоки не будут соответствовать требованиям. Для смазки можно использовать эмульсии, растворы или суспензии
Растворы можно готовить из веретенного масла или солидола, автола или петролатума, разведенных в керосине или масле (соляровом).
К суспензиям относятся готовые цементно-маслянные, известковые, меловые, графитовые и т.п. смазки.








Эмульсии могут быть двух видов
Первые можно изготовить:
- Из 10-15% гигрола 3 марки, 1% хозяйственного мыла и 85-89% воды.
- 10% кислого синтетического эмульсола, 0,6% соды и 89% воды.
Вторые изготавливают:
- Из эмульсола (20%).
- Солярки (5%-10%).
- Насыщенного раствора извести (70%-75%).
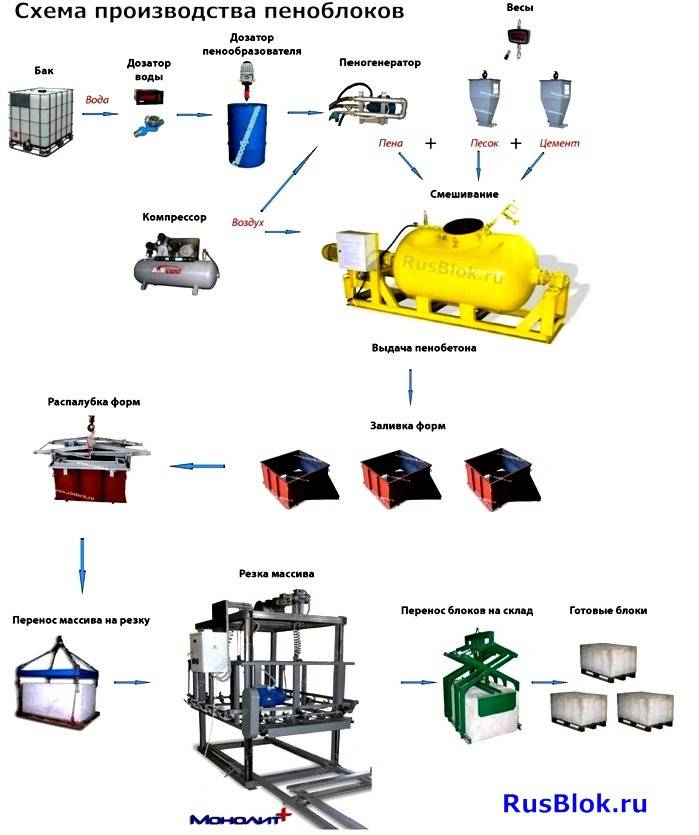
Производство блоков
В бункер-мешалку закладывают смесь из песка и бетона, хорошо перемешивают, медленно добавляют воду и подготовленный пенообразователь, а после образования устойчивой пены — отвердитель. Самым доступным отвердителем является хлористый кальций. Обычно его количество составляет 1%-2% от количества цемента. Через 2-3 минуты перемешивания состав готов. Он заливается (транспортируется) в предварительно обработанные смазкой и сушится 48-60 часов при температуре 50°-60°.
Обучающее видео по производству пеноблоков
На этом видео можете посмотреть процесс производства пеноблоков при помощи готового комплекта оборудования:
Чтобы предотвратить растрескивание поверхности, формы со смесью накрывают полиэтиленовой пленкой. Смесь можно заливать в большие емкости, а затем полувысушенный состав разрезать. Готовые блоки складывают в поддоны и отправляют к месту строительства.
- Полиуретановая форма для производства искусственного камня
- Стандартный размер пеноблока
- Чем отличается пеноблок от газоблока
- Как приготовить бетон в домашних условиях
- Стоимость кладки пеноблока за куб
Особенности бизнеса
Существует два принципиально разных подхода к производству пеноблоков. В первом случае речь идет о т.н. кустарной мастерской, рассчитанной на обеспечение стройматериалами самого изготовителя и, в крайнем случае, небольшого количества его знакомых. Этот вариант мы рассматривать не будем, поскольку используемая технология не позволяет выпускать продукцию качества, приемлемого для массового потребления. А значит, предприятие в перспективе окажется нежизнеспособным. С другой стороны, никто не мешает изготовить самостоятельно нужное количество блоков для строительства гаража, беседки или дачного домика – оборудования и средств потребуется минимум.
Если же в планах создание предприятия, нацеленного на получение прибыли, стоит подготовиться к серьезным вложениям. Но в первую очередь, необходимо проработать технологию производства пеноблоков. Несмотря на кажущуюся простоту, технологический цикл имеет массу тонкостей, которыми не спешат делиться действующие производители. Поэтому придется нанять специалиста, который поможет в выборе оборудования, закупках сырья, подберет оптимальную рецептуру и будет держать на контроле производственный процесс.
Следующий подводный камень – логистика. Себестоимость блоков напрямую связана с дальностью доставки сырья и готовой продукции. А значит, чем ближе находятся склады поставщика компонентов и объекты, куда будут отгружаться готовые пеноблоки, тем лучшие условия предприниматель может предложить заказчикам.
Спрос также подвержен колебаниям. С одной стороны, на него влияет интенсивность строительства в регионе. С другой – сезонность. В зимний период активность застройщиков снижается. Однако, начав подготовку к открытию производства осенью, уже весной можно рассчитывать на первых клиентов. Особенно, если предприниматель заранее позаботится о налаживании контактов с оптовыми покупателями.
Процесс создания пеноблоков
Этапы работы и необходимое оборудование
Технология создания пенобетона для пеноблока состоит из 3 основных этапов:
- приготовление раствора пенообразователя;
- замешивание цементно-песчаного состава;
- разливка бетона по формам и сушка
Что касается необходимого оборудования для производства пеноблоков, то его перечень будет следующим:
- пеногенератор;
- бетономешалка;
- формы для заливки блоков.

Формы для блоков
Не забудем и про требуемые компоненты, ведь это именно то, из чего сделан пеноблок:
- цемент;
- пенообразователь;
- песок;
- отвердитель.
Помимо всего вышеперечисленного нам потребуется еще и помещение для сушки.
Приготовление раствора пенообразователя
Для создания блоков нам потребуется пенообразователь. Рекомендуем приобрести синтетическую его разновидность, например, Ареком-4.
Если его цена вас смущает, то данную жидкость можно изготовить самостоятельно.
Для этого нужны:
- 150 грамм едкого натра;
- 1кг канифоли;
- 60 грамм столярного клея.
Эти компоненты измельчаем и нагреваем их, постоянно помешивая, пока не получим однородную массу. Затем, для получения рабочего раствора нам потребуется пеногенератор. С его помощью наш концентрат будет соединен с водой.

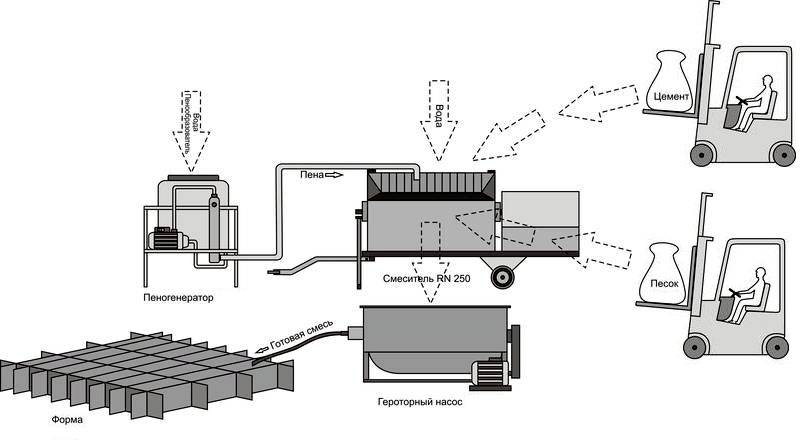
Пеногенератор
Замешивание цементно-песчаного состава
Происходит это в следующем порядке:
- берется портландцемент марки М400 — его смешивают с песком в пропорции 1:3. Частицы песка должны быть небольшого размера. Присутствие глины или иных посторонних включений не допускается;
- понемногу добавляют воду, помешивая при этом смесь – учтите, что вода не должна иметь примеси кислот или солей. При условии соответствия данному критерию, можно использовать и обычную водопроводную воду;
- затем добавляют 400 гр пенообразователя;
- после этого, тщательно всё перемешав, вносят 200 гр отвердителя – и еще пару минут продолжают смешивание в бетономешалке.

Для приготовления состава воспользуемся бетономешалкой
Это были основные действия в нашем рассказе о том, как сделать пеноблоки в домашних условиях. Теперь переходим к заключительному этапу.
- Как делают пеноблоки
- Изготовление пеноблоков
Разливка пенобетона по формам и сушка
Порядок дальнейших действий заключается в следующем:
- Подготовленную смесь разливаем по формам, где оставляем ее на двое суток для высыхания. Про прошествии этого срока, формы освобождаем и заливаем в них новый раствор;

На фото – разливка смеси по формам
- После сушки, блоки укладывают на поддоны, где они будут находиться до момента начала строительных работ.
Формы для пенобетонных блоков
После изготовления пенобетон находится в жидкой консистенции и растекается по поверхности оснастки с учетом своей вязкости. От формы для производства пеноблоков зависит не только их размер, но и качество готовой продукции.
Материал и тип, из которого выполнена технологическая оснастка, в первую очередь зависят от требований к оборачиваемости и масштабов производства. Оборачиваемость зависит от времени, которое проходит с момента заливки до предварительного отвердения.
По конструкционной особенности формы бывают двух типов -неразъемные и разъемные. Кроме того, они могут различаться по количеству блоков, которые можно залить одновременно, т.е. одноместные и многоместные.
Различные типы технологической оснастки позволяют получить как готовые штучные блоки, так и массив, который после извлечения из оснастки подвергается распилу.Конечно, формы для пеноблоков своими руками делают первого типа, так как они позволяют получить уже готовый продукт.






Недостатком оснастки для изготовления штучных блоков является то, что они позволяют выпускать изделия фиксированного размера. Чаще всего производят блоки габаритами — 200*300*600 мм.
Самыми распространенными материалами для их изготовления форм являются: влагостойкая фанера, пластик и металл. От типа материала зависят не только технологические и эксплуатационные свойства оснастки, но и ее цена.
Формы из фанеры
Формы для блоков
Формы из фанеры
Как правило, такие формы изготавливаются с металлическим каркасом. Металлические конструкции необходимы для того, чтобы придать фанере необходимую жесткость, а также предотвратить ее деформацию. В результате, это положительным образом влияет на качество выпускаемой продукции.
Главным достоинством оснастки из фанеры является ее невысокая стоимость и простота изготовления. Эксплуатация также не требует больших затрат. Формы могу выдержать как минимум 40-50 циклов заливки. Если правильно обслуживать фанерную оснастку и ухаживать за ней, то она сможет прослужить еще дольше.
Изготовленная форма для пеноблоков своими руками представляет собой сбитый фанерный ящик с ячейками. Каждая ячейка соответствует размеру будущего изделия.
Форма из пластика
Формы из пластика
Пластиковые формы для пеноблоков являются самыми дешевыми. Они отличаются неприхотливостью в эксплуатации и не требуют смазки перед заливкой. Недостатком таких форм является их хрупкость. Этим обусловлен их незначительный срок эксплуатации.
В последнее время стали производить металлические каркасы, в которые устанавливается пластиковая оснастка. Они позволяют увеличить долговечность форм.
Металлические формы
Формы из металла
Самыми прочными являются металлические формы для пеноблоков, но при этом они и самые дорогие. Однако, если учитывать продолжительность срока их эксплуатации, то стоимость форм составляет незначительную часть в себестоимости готовых изделий.
Сделать металлическую оснастку гораздо сложней. Если у вас нет такой возможности, то можно поискать б у формы для пеноблоков, которые будут стоить гораздо дешевле, чем новые.
Формовка пеноблоков
Сегодня используется литьевая и резательная формовка.
Первый способ предусматривает заливку пенобетона в ячеистые формы, которые покупают или делают сами. Благодаря этому данный способ считается самым доступным. В строительстве иногда требуются пеноблоки разных размеров, поэтому нужно заранее подготовить формы с ячейками нужных размеров. При извлечении литых блоков из форм на них часто повреждаются кромки.
Во втором случае жидким раствором заполняют большую опалубку, которую после застывания раствора убирают. Далее большой кусок пенобетона режут на мелкие блоки с помощью специальной установки, в которой стоят режущие струны, ленты или пилы. Это позволяет выпускать более ровные блоки нужного типоразмера, причем на них никогда не бывает сколов.
Минус данного способа является резка, так как это довольно сложный и трудоемкий процесс, который требует определенного опыта.
Вяжущие
Вяжущей составной частью выступают известь, портландцемент — главное вещество, используемое строителями для возведения любого объекта. Соответствует ГОСТу 10178-85.
Цемент
Портландцемент делится на 3 вида:
- D0 — отсутствуют добавки;
- D5 — смеси имеют меньше пяти процентов минеральных добавок активного действия;
- D20 — количество добавок варьирует от пяти до двадцати процентов, включая 10 % добавок — минералов гидравлического происхождения.
Марка цемента, используемого для пенобетона, плотностью 500 кг / м3, 400 кг / м3 с нулевым количеством примесей. Иногда используют марку 400 — 500, добавки в который составляют больше 5 %.
Известь
Известь могут использовать в виде молотой кипелки, пушонки. В замес добавляют двудонный гипс, замедляющий скорость гашения извести. Также применяют полуводный гипс с поташом.
Модельный ряд
Пенобетонные установки с напряжением 220 V
Устройство конструкции механизма этих пенобетонных машин сконструировано для работы от однофазной сети 220 вольт. Следует позаботиться о качестве проводки, она должна быть новая и, желательно, медная. Автоматы приборной доски предохранителей должны выдерживать повышенную пусковую нагрузку вашего пенобетонного агрегата. Пусковой ток двигателя установки ПБС-180Ат может достигать 11.5 кВт при мошности двигателя 3.7 кВт. На пенобетонные смесители с маркировкой «ТВ» может быть установлен автомат за дополнительную плату.
Пенобетоносмеситель ПБС-080ТВ «Малахит» Пенобетоносмеситель ПБС-130ТВ «Агат» Пенобетоносмеситель ПБС-180АТ «Родонит»
Особенности бизнеса
Существует два принципиально разных подхода к производству пеноблоков. В первом случае речь идет о т.н. кустарной мастерской, рассчитанной на обеспечение стройматериалами самого изготовителя и, в крайнем случае, небольшого количества его знакомых. Этот вариант мы рассматривать не будем, поскольку используемая технология не позволяет выпускать продукцию качества, приемлемого для массового потребления. А значит, предприятие в перспективе окажется нежизнеспособным. С другой стороны, никто не мешает изготовить самостоятельно нужное количество блоков для строительства гаража, беседки или дачного домика – оборудования и средств потребуется минимум.
Если же в планах создание предприятия, нацеленного на получение прибыли, стоит подготовиться к серьезным вложениям. Но в первую очередь, необходимо проработать технологию производства пеноблоков. Несмотря на кажущуюся простоту, технологический цикл имеет массу тонкостей, которыми не спешат делиться действующие производители. Поэтому придется нанять специалиста, который поможет в выборе оборудования, закупках сырья, подберет оптимальную рецептуру и будет держать на контроле производственный процесс.
Следующий подводный камень – логистика. Себестоимость блоков напрямую связана с дальностью доставки сырья и готовой продукции. А значит, чем ближе находятся склады поставщика компонентов и объекты, куда будут отгружаться готовые пеноблоки, тем лучшие условия предприниматель может предложить заказчикам.
Спрос также подвержен колебаниям. С одной стороны, на него влияет интенсивность строительства в регионе. С другой – сезонность. В зимний период активность застройщиков снижается. Однако, начав подготовку к открытию производства осенью, уже весной можно рассчитывать на первых клиентов. Особенно, если предприниматель заранее позаботится о налаживании контактов с оптовыми покупателями.
Рекомендации специалистов
Специалисты рекомендуют придерживаться некоторых принципов и требований, которые позволят создать качественный материал без ошибок и отклонений:
- Для изготовления форм под будущие пеноблоки рекомендуется использовать фанеру с ламинированным покрытием или прочные листы металла.
- Перед помещением раствора в заготовку, ее следует обработать раствором, а саму конструкцию обтянуть полиэтиленовой пленкой.
- Просушивание осуществляется в температурном диапазоне +50…+60°C в течение 48 часов.
- Материал можно достать из формы только после его полного высыхания.
- Готовый блок держится на поддонах в течение нескольких часов. Только после этого его используют по назначению.
- Приступать к оштукатуриванию стен можно только через 3-4 месяца после кладки, поскольку блоки дают усадку.
- Перед началом работ по отделке следует очистить материал от грязи и пыли, а еще тщательно подготовить поверхность к нанесению слоя.

Расход раствора на кладку
Хорошо, если для сооружения стен применяются качественные ровные пенобетонные блоки. Тогда при расчете необходимого количества раствора следует исходить из того, что на 1 кубический метр кладки расходуется около 35-40 кг смеси.







Эти числа приблизительны. Они справедливы, когда сооружение стен осуществляется в один ряд и при режиме температур +5/+25º. Если кладка будет вестись в два ряда, то появятся связующие швы по вертикали. Вследствие этого затраты смеси повысятся на 60-65%.
- для однорядной кладки необходимо замешивать 50-60 кг раствора на кубический метр кладки;
- для двухрядной кладки придется готовить 80-90 кг смеси.
Технология изготовления
Для приготовления пенобетона необходимы следующие материалы и оборудование:
- вода;
- песок;
- цемент;
- отвердитель;
- пенообразователь.
Вода должна быть чистой, без загрязнений и добавок, без примеси кислот и солей, можно использовать водопроводную воду. Песок применяют мелкий, без примеси глины, с модулем крупности до двух единиц, для этой цели хорошо подходит речной песок. Для получения качественного пенобетона используется портландцемент марок М400 и М500. Пенообразователь рекомендуется использовать синтетический. Его также можно изготовить самому, для этого требуется:
Схема стены из пенобетона.
- едкий натр — 150 г;
- канифоль — 1 кг;
- столярный клей — 60 г.
Полученный пенообразователь измельчают, нагревают и перемешивают до однородной массы. Для получения рабочего раствора смесь соединяется с водой в пеногенераторе.
Чтобы получить качественный пенобетон, требуется следующее оборудование и материалы:
- пеногенератор;
- компрессор;
- манометры;
- бетоносмеситель;
- формы для выливания пенобетонных блоков из фанеры или листового проката;
- помещение для сушки.
Наличие в пенобетоне большого количества пор, образовавшихся в процессе изготовления, влияет на него, особенно на его легкость. Стандартный размер блока — 60×60×25 сантиметров, вес — 18 кг. При изготовлении блоков своими руками их можно делать любого размера.
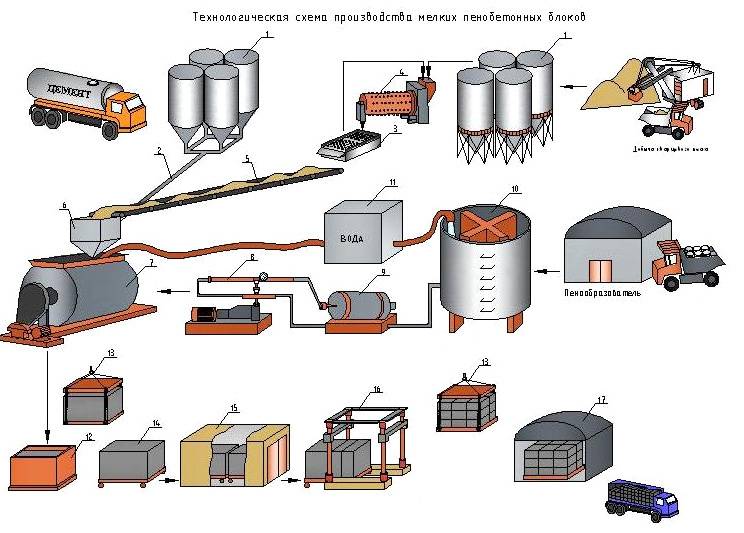
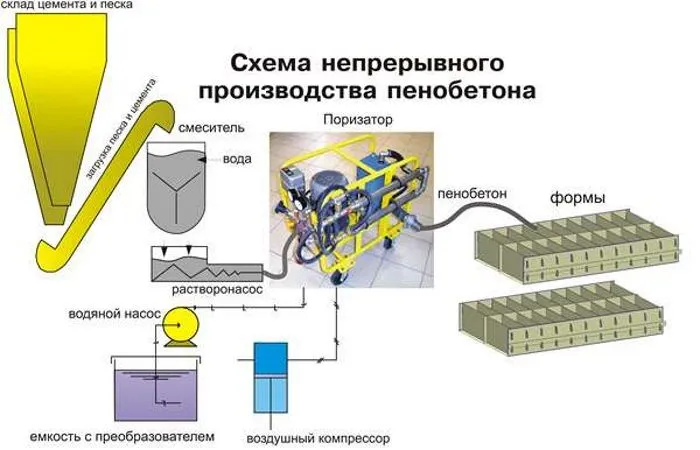
Технологию производства пенобетона можно разделить на три основных этапа:
- подготовка смеси из цемента и песка;
- подготовка рабочего раствора пенообразователя;
- заливка пенобетонной смеси в формы.
Схема бетоносмесителя.
Смесь из цемента и песка в пропорции 1:3 подготавливается таким же образом, как и при изготовлении обычного бетона. Когда смесь приобретет однотонный серый цвет, добавляется вода и смесь тщательно перемешивается до консистенции болтушки. В полученную болтушку добавляется пена в количестве приблизительно 400 г, изготовленная в пенообразователе. Плотность пены должна быть не меньше 75-85 г/м. Меньшая плотность пены вызывает образование большего количества пор, что приводит к уменьшению срока эксплуатации строения, так как пенобетон быстрее разрушается.
Специалисты советуют определять качество пены следующим методом: ее наливают в обыкновенное ведро и переворачивают вверх дном, пена высокой плотности из ведра не вытекает.
Перемешивание пены и цементно-песочной смеси следует проводить тщательно и оперативно не больше 1-2 минут, это позволяет получить высокие значения плотности, что определяет качество пенобетона. По окончанию перемешивания добавляется 200 граммов отвердителя, им служит хлористый кальций. Расчет количества отвердителя ведут исходя из пропорции — 1-2 % от объема цемента в смеси.
После перемешивания пенобетонную смесь разливают в смазанные не содержащими масла веществами формы. Формы из фанеры обтягивают полиэтиленом. Сушку ведут при температуре 50-60°С в течение 2 суток. После блоки складывают на поддоны и используют в строительстве частных домов.
В некоторых случаях изготавливают монолитный пенобетон, который заливается в заранее приготовленную опалубку.
Разлив пенобетонной смеси можно проводить, используя два способа: литье и резку.




