

Особенности процесса
Чтобы понять, какой именно аппарат необходим в той или иной ситуации, необходимо знать особенности процесса сварки.
На самом деле, принцип работы любого паяльника достаточно прост. Подбираются насадки, которые подходят под внутренний и внешний диаметр труб. В эти насадки вставляются подготовленные трубы.
Происходит процесс нагревания – до оплавления. Нагретые трубы состыковываются друг с другом. После этого, необходимо дождаться, когда трубы остынут. Застывший пластик соединенных вместе труб образует монолит. Соединение очень крепкое
Важно, что трубу можно использовать по назначению сразу же, после того, как пластик остынет
Используется три вида пайки:
- стыковая;
- муфтовая;
- раструбная.

Первый вариант является самым бюджетным, но оттого не менее надежным. Экономичность обусловлена тем, что не требуется применения каких-либо дополнительных элементов. Тех же муфт.
Основное условие эффективной пайки – качественный прогрев труб. Сварочный аппарат должен обеспечивать нагрев в 260 градусов по Цельсию.
Особенно эффективна контактно-стыковая пайка, при которой трубы разогревают до высоких температур, а затем соединяют под давлением. Шов получается прочным, как и остальные участки трубы.
Аппараты для электромуфтового соединения
Сварочные устройства для осуществления пайки труб из полиэтилена электромуфтовым методом более сложны в исполнении и использовании.
На поверхности любой электрической муфты нанесён штрих-код, содержащий требуемые для осуществления сварки данные. Перед началом процесса необходимо занести эти сведения в устройство. Делается это в двух режимах: ручном или автоматическом.

На экране аппарата обычно высвечиваются данные о температурных показателях, времени пайки и используемой мощности. После скрепления обрезков трубы устройство подаёт соответствующий звуковой сигнал.
Цена аппарата для электромуфтовой сварки и самих муфт очень высока, поэтому пользуются ими только профессионалы, зарабатывающие на создании трубопроводов.
Домашнему же мастеру вполне подойдёт обычный сварочный аппарат.
Разновидности аппаратов для сварки труб и их особенности
Существуют 2 основные типа аппаратов, которые наиболее часто используются в ремонтно-строительных работах:
- Ручной. Этот рабочий инструмент, имеющий скромные размеры, что позволяет работать с ним даже без особых профессиональных навыков. Подобный сварочный утюг для полипропилена способен выполнять отличные герметичные швы, если диаметр имеющегося трубопровода не будет превышать 50 мм. Поэтому для работ с большими трубами такой инструмент не подходит, что необходимо учитывать при покупке. Среди положительных сторон ручных аппаратов стоит отметить их долговечность и неприхотливость в уходе.
- Механический. Устройства более высокого уровня. Механические модели в отличие от ручных аппаратов позволяют работать и с полипропиленовыми трубами больших диаметров, выполняя качественные и долговечные герметичные швы. Отдельные профессиональные модели позволяют осуществлять монтаж труб диаметром до 2 м. Этот тип инструмента отличаются своей универсальностью, так как он может работать не только с полипропиленом, но и с другими пластиками и даже металлом. Главный его недостаток — необходимость обладания профессиональными навыками работы, так как в управлении инструмент достаточно сложен.
 механический паяльник для полипропилена
механический паяльник для полипропилена
1 Принцип и терминология
Правильное название метода – «Сварка труб с помощью фитингов с закладными нагревателями», или коротко «Сварка с закладными нагревателями». Название соответствует нормативным документам:
- Недавно принятому гармонизированному ГОСТ Р ИСО 12176-2-2011 «Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 2. Сварка с закладными нагревателями.»
- Более ранним нормативным документам РФ, в которых упоминалась данная технология сварки, например, СНиП 42-01-2002 «Газораспределительные системы.»
Закладной нагреватель – электрическая спираль, вмонтированная в свариваемую поверхность фитинга. Поэтому название фитингов, приведенное в ГОСТ Р 52779-2007 (п.4.1.2), является более точным: «Детали с закладными электронагревателями (электросварные)». Устаревший ГОСТ Р 52134-2003 (п.4.6.1) и только что пришедший ему на смену ГОСТ 32415-2013 (п.4.2.1) называют такие фитинги «электросварными». Из-за краткости определение «электросварные фитинги» является более популярным, чем «фитинги с закладными электронагревателями». Согласно ГОСТ Р 52134-2003 (п.4.6.1), электросварные фитинги для водопровода и отопления изготавливаются из ПЭ, ПП или ПБ. Электросварные фитинги для газопроводов – только из ПЭ. На практике даже водопроводные фитинги под сварку ЗН – это в подавляющем большинстве случаев полиэтиленовые фитинги, соответственно, для полиэтиленовых труб.
Академическое название метода сварки точно описывает физический принцип, но является громоздким. По этой причине в обиходе чаще применяются названия «электрофузионная сварка» (от английского «electrofusion welding»), краткое «ЭФ сварка» или «EF сварка», местное новообразование «сварка электромуфтами» или «электромуфтовая сварка». В некоторых нормативах (например, в НАКС’овском РД 03-614) используют сокращение «сварка ЗН».
Итак, во внутреннюю поверхность электросварного фитинга вмонтирована электроспираль, контакты которой выведены на наружную поверхность. Подача электрической мощности на контакты приводит к разогреву свариваемых поверхностей фитинга и трубы и, в конечном итоге, к образованию сварного соединения.
Технология электромуфтовой сварки, в принципе, заключается в следующем (см.рис.1):
- конец трубы вводят в электросварной фитинг, наружная поверхность трубы касается внутренней поверхности фитинга или находится от нее на минимально возможном расстоянии;
- к контактам электросварного фитинга подключают провода специального сварочного аппарата, который пропускает через закладной нагреватель (электроспираль) электрический ток;
- спираль нагревает внутреннюю поверхность электросварного фитинга и наружную поверхность трубы до вязко-текучего состояния, полиэтилен трубы и фитинга перемешивается;
- после остывания труба и фитинг образуют единую деталь; спираль остается внутри сварного соединения как побочный эффект.
 |
|---|
| Рис. 1 Процедура электромуфтовой сварки |
Если не вдаваться в подробности, то всё выглядит просто.
При ближайшем рассмотрении, технология электрофузионной сварки вызывает проблемы, которые обусловлены всего несколькими типовыми причинами:
- Сварщик невнимательно изучает спецификации фитингов и/или инструкцию сварочного аппарата;
- Сварщик нерадиво выполняет подготовку к сварке;
- Сварщик из ложной экономии не использует вспомогательный инструмент – роликовые скребки, позиционеры и пр.;
- Самое главное – сварщик не понимает физику и логику процесса электрофузионной сварки. Поэтому допускает ошибки при выборе трубы, электросварных фитингов и сварочного аппарата, а также с легкой душой пренебрегает требованиями инструкций.
Обзор по мощности
Сварные приборы для труб из полимера бывают разной мощностью, от 600 до 2000 Вт.
Чтобы соединить 50-миллиметровые и меньше заготовки, берутся стандартные нагреватели, поддерживающие мощность в 1 кВт. Для большего сечения понадобиться мощность в 1,7-2 кВт.
Профессионалы обращают внимание на универсальные инструменты с максимальным показателем мощности. Любителям подходят недорогие приспособления, способные паять хотя бы два-три типоразмера заготовок
Любителям подходят недорогие приспособления, способные паять хотя бы два-три типоразмера заготовок.
Мощностью до 1000 Вт
Паяльник с данной мощностью встречается как мечевидного, так и цилиндрического вида. Отличие аппаратов до 1000 Вт — один нагревательный элемент, поэтому матрица нагревается медленно, процесс сварки продолжительный.









Оснащённость аппаратов напрямую связана с их стоимостью. В простом устройстве есть световая индукция, тумблер включения и терморегулятор. У дорогих — дисплей, способный точно поддерживать требуемый температурный показатель при помощи электроники.
Неплохо зарекомендовали себя следующие модели:
- Inforce 03-24-01(Россия) — напряжение 1000 Вт, мечевидный нагреватель, цифровой дисплей и регулятор электронного типа.
- Gigant GPW-1000 — российский аппарат, регулировка механическая. Способный к быстрому нагреву до заданного градуса.
- Elitech СПТ 1000 — компактное устройство с цилиндрическим паяльником, регулировка механическая и металлическая откидная подставка.
- Калибр СВА-1000Т (Россия)— нагреватель цилиндрический имеющий три насадки. Есть два диода — сетевой и температурный.
Мощностью более 1000 Вт
Аппараты для сшивки полипропиленового трубного изделия с напряжением от 1500 до 2000 Вт обладают повышенной производительностью. Отличие этого оборудования — быстрота нагревания и скорость сшивания, но на качестве швов это ни как не отражается.
Эти паяльники с улучшенной комплектацией, имеют по два элемента нагрева, которые включаются одновременно и поочередно.
К проверенным моделям с высокой производительностью относятся:
- Inforce 03-12-02 — мощность 1700 Вт, два переключателя для установления одного из трёх режимов (700, 1000, 1700), мечевидный нагреватель.
- PATRIOT PW 205(2000 Вт) — паяльная пластинка мечевидная, X-образный постамент, для регулировки мощности есть два тумблера.
- Elitech СПТ 1500 — заострённый мечевидный нагреватель, который быстро нагревается.
- STURM TW7218 — мощный цилиндрический паяльник (1800 Вт), возможность регулировать температурный уровень от 0 до 300 градусов.
№1 – Wester DWM 1000A
Цена: 5 000 рублей
Если вы не знаете какую модель выбрать, обратите внимание на Wester DWM 1000A. Без доли преувеличения это лучший паяльник для полипропиленовых труб
Смирится придется только с тем сколько он стоит, все остальное касаемо прибора вызовет у вас лишь восторг.
Взять хотя бы дисплей, вынесенный на корпус, с которым гораздо легче следить за мощностью нагрева. Корректировать ее вы сможете при помощи микропроцессорного регулятора. Делает он это плавно и тонко.
Wester DWM 1000A
По качеству итоговой работы конкурентов у девайса нет. Ни один из паяльников не может похвастаться столь ровным швом, а это значит, что трубы точно не будут протекать. При всем этом, модель максимально проста в использовании поэтому рекомендовать ее можно не только профессионалам, но и тем, кто еще не пользовался паяльниками.
Подбираем профессиональное оборудование
Если рассматривать профессиональные модели сварочных аппаратов, то в рамках этой категории можно увидеть большое количество устройств механического класса, а также аппараты электрогидравлического и электромуфтового типа. При принятии решения необходимо учитывать не только целевой диаметр трубы, но и ряд иных параметров устройства:
- Полуавтоматический режим работы, которым отличаются агрегаты такого типа. В большинстве своем в конструкции предусмотрены сканеры, при помощи которых производится считывание штрих-кодов элементов, подготовленных для сварки. Подобная кодировка содержит необходимые характеристики для сварки.
- Наличие возможности выполнять пайку конструкций в наклонном режиме.
- Присутствие в комплектации электрического торцевателя, позволяющего обрезать трубы.
- Наличие в оснащении электрогидравлического агрегата.
Если рассматривать недостатки, которыми обладают эти аппараты, то основным следует назвать их стоимость, которая начинается от 150 000 р. Если выбирается оборудование, предназначенное для сварки труб достаточно большого диаметра 50-60 см, то затраты на его приобретение составят не менее, чем 1 млн. руб.
Если говорить о других недостатках, которые присущи профессиональным моделям сварочного оборудования, то среди них следует выделить громоздкость и значительный вес.
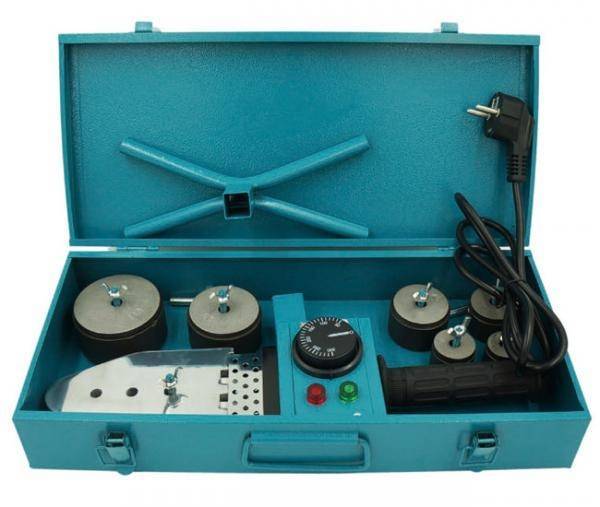
Сварочный комплект Фора
Оборудование является продуктом турецкой компании и предусматривает разные варианты исполнения. Самой востребованный из бытовых моделей является аппарат «WELD 1500-2ST». Цена на него установлена производителем на уровне 3 000 рублей.
Оборудование для сварки труб из полипропилена Ростерм
Особенностью конструкции из полипропилена под маркой Ростерм является наличие армированного слоя на основе стекловолокна. По сравнению с алюминием такой слой может создаваться без необходимости выполнения зачистки. Для соединения таких труб используют ручные утюги традиционного исполнения. Скажем, это может быть модель «Roweld P40T», которую выпускает немецкая компания «Ротенбергер». Цена на этот аппарат начинается с отметки 10 000 р.
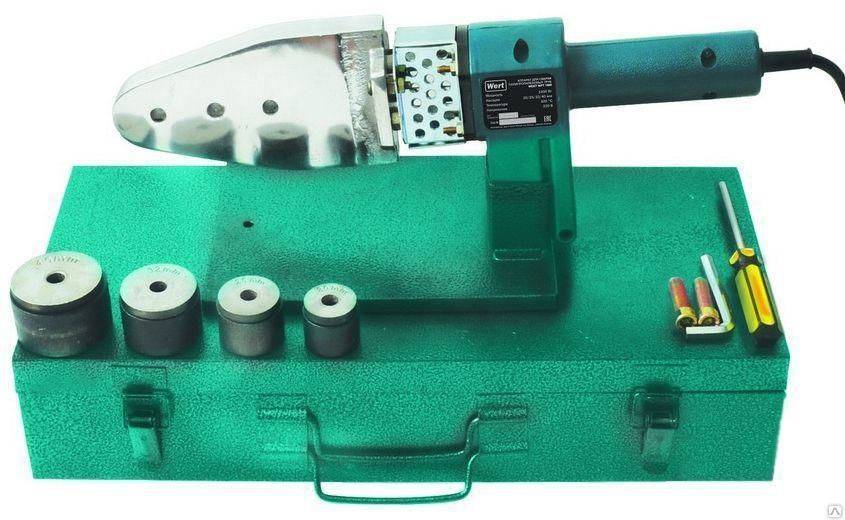
Wert WPT 1600
Высокомощная техника качественно выполняет склеивание полипропиленовых труб при монтаже водопровода в жилых и нежилых помещениях. Несмотря на невысокую цену, модель не уступает профессиональным устройствам. Паяльник надежно сваривает конструкции диаметром 20-40 мм, протечки в месте шва исключены. Соединение выполняется стык в стык и не требует дополнительных деталей. Подставка для безопасной установки аппарата прилагается. Имеются индикаторы нагрева и подключения к электросети. Оборудование уложено в металлический ящик, состоит из самого станка, опоры, набора насадок, ключа шестигранника, отвертки и болта.
Достоинства данной модели:
- Мощность 1600 Вт (сопоставима с топ моделями);
- Тефлоновое защитное покрытие насадок;
- Бюджетный ценник.
Недостатками сантехнического прибора являются:
- Слабая подставка, выполненная из жести;
- Отсутствие терморегулятора;
- Нехватка ножниц.
РЕСАНТА АСПТ-1000
- Муфтовый способ соединения труб
- Мечевидный нагреватель
- Парная насадка для сварки
- Мощность — 1000 Вт
- Максимальный нагрев — 320°
- В комплекте 6 насадок
- Покрытие насадок — тефлон
- Производство — Россия
Следующий номинант моего рейтинга — это один из самых недорогих паяльников на рынке РЕСАНТА АСПТ-1000. Среди аналогов в своём ценовом сегменте эта модель выделяется производительностью и быстрым стартом. Максимальная мощность нагревателя составляет 1000 Вт, а рабочая температура регулируется в диапазоне 50-300 градусов. Эти параметры не перегрузят домашнюю сеть, но со своими задачами паяльник справится. Сварочный инструмент от Ресанты позволяет соединять большой ассортимент труб и фитингов из полимеров, диаметры которых варьируются в пределах 20-63 мм. А комплектные матрицы в количестве 6 штук позволяют склеивать детали стандартных размеров, особое покрытие из тефлона увеличивает срок их службы. Паяльник оснащён индикаторами, которые отражают подключение агрегата к электросети и температуру нагрева. Зелёный и красный цвет указывает на текущее состояние прибора. В комплекте с паяльником идёт чемодан, отвёртка, имбусовый ключ, защитные перчатки и инструкция пользователя. Также предусмотрена подставка, на которую можно установить прибор при перерывах в работе. Пользователи, которые приобрели эту модель паяльника, довольны комплектацией устройства, его небольшим весом и длинным сетевым шнуром. Но, несмотря на то, что мечевидный нагреватель имеет три отверстия для установки матриц, у пользователя не получится одновременно установить несколько пар: отверстия находятся слишком близко друг к другу.
Раструбная и муфтовая технологии
Технология раструбной или муфтовой сварки получила наибольшее распространение при сплавлении небольших по диаметру полипропиленовых труб, которые в основном применяются в жилищном строительстве.
 Суть процесса сварки заключается в нагреве внешней стороны трубы и внутренней части муфты до температуры плавления и последующего введения изделия в муфту.
Суть процесса сварки заключается в нагреве внешней стороны трубы и внутренней части муфты до температуры плавления и последующего введения изделия в муфту.
При остывании происходит полимеризация и получается неразъемное соединение. Наружный диаметр трубы немного превышает внутренний диаметр муфты, в холодном состоянии соединить их невозможно.
Когда они разогреты до требуемой температуры, то достаточно усилий человека. Аппарат получается очень простым. Он представляет собой электронагреватель с насадками и регулятором температуры.
Наибольшее распространение получили аппараты с мечевидным и цилиндрическим нагревателем. В комплект оборудования обычно входит набор насадок, разделочного инструмента и приспособление для установки нагревателя.
Аппарат имеет ручку с регулировкой температуры и индикатором нагрева. Сетевой кабель обычно присоединяется через ручку. На цилиндрический нагреватель насадки насаживаются попарно и могут устанавливаться под любым углом.
В цилиндре находится нагреватель, что позволяет равномерно прогревать все насадки, смонтированные на нем. На мечевидном нагревателе насадки монтируются с двух сторон.









Метод сварки встык
Данный метод позволяет соединять полиэтиленовые трубы сварным швом при помощи специального оборудования для сварки в стык. Сварной шов (или «стык») равен по прочности на разрыв самой полиэтиленовой трубе. Сваркой нагретым инструментом соединяют ПЭ трубы диаметрами от 50 мм до 1600 мм включительно. Стандартные технологические режимы сварки рассчитаны на работы при температуре воздуха от -10оС до +30оС. Если температура воздуха на улице выходит на рамки стандартных температурных интервалов, то сварку полиэтиленовых труб необходимо проводить в укрытие, для соблюдения технологических параметров. Сварку напорных ПНД труб встык разделяют на два основных этапа: подготовительные работы и непосредственно сама сварка. Подготовительный этап включает в себя:
- проверку работоспособности и подготовку к работе сварочного оборудования,
- подготовку места для размещения сварочного оборудования,
- выбор необходимых параметров для сварки,
- закрепление ПЭ труб и центровка в зажимах сварочного аппарата,
- механическую обработку торцов свариваемых поверхностей у труб или деталей.
При подготовке оборудования подбираются вкладыши и зажимы, соответствующие диаметру свариваемой трубы. Рабочие поверхности нагревателя и инструмента для обработки ПЭ труб должны быть очищены от грязи и пыли. Работоспособность оборудования проверяется при визуальном осмотре узлов и комплектующих сварочного аппарата, а также при контрольном включении. У сварочной машины проверяют плавность хода подвижного зажима центратора и работу торцевателя. Размещение сварочного оборудования производят на заранее подготовленной и расчищенной площадке или трассе трубопровода после складирования на ней ПЭ труб. Если необходимо, то место сварки защищают при помощи тентов, чтобы оградиться от атмосферных осадков, песка и пыли. В сырую погоду рекомендуется устанавливать сварочное оборудование на деревянные щиты. А свободный конец полиэтиленовой трубы рекомендуется закрывать инвентарными заглушками для предотвращения сквозняка внутри трубы во время сварки.
Сборку свариваемых напорных ПНД труб и деталей, включающую установку, центровку и закрепление свариваемых концов, производят в зажимах центратора сварочной машины. Зажимы сварочного аппарата для ПЭ труб стягивают так, чтобы предотвратить проскальзывание труб и устранить, в пределах возможного, овальность на торцах. При сварке ПЭ труб большого диаметра встык, так как они обладают достаточно большим собственным весом, под свободные концы подставляют опоры, чтобы выровнять трубу и не дать возможности смещения свариваемого конца трубы. Последовательность проведения процесса сварки:
- вначале замеряют усилие необходимое для перемещения подвижного зажима с закрепленной трубой,
- устанавливают между торцами труб нагреватель, разогретый до необходимой температуры,
- проводят процесс оплавления, прижимая торцы ПЭ труб к нагревателю, создавая необходимое давление,
- торцы сдавливают некоторое время (по технологии сварки для данной полиэтиленовой трубы) до появления первичного грата высотой от 0,5 до 2,0 мм,
- после появления первичного грата снижают давление и выдерживают его в течении времени, необходимого для прогрева торцов труб,
- после окончания процесса прогрева отводят подвижный зажим центратора на 5-6 см назад и удаляют нагреватель из зоны сварки,
- после удаления нагревателя сводят концы полиэтиленовых труб до соприкосновения, создавая давление необходимое для осадки,
- давление осадки выдерживают в течении времени, необходимого для остывания стыка, а после проводят визуальный контроль полученного сварного шва по размерам и конфигурации наружного грата,
- после маркируют полученный сварной шов.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
– Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
– ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
Способы и технология сварки стыковых соединений
Сварка полиэтиленовых труб в стык проводится сварочным зеркалом — оборудованием, нагревающим концы соединяемых изделий до оплавления и совместной диффузии материалов.

С первого взгляда — метод простой и не требует дополнительных изделий и фитингов. Но есть ряд определенных нюансов. Например, сварка встык требует обязательной оцентровки, соосности и оценки эллипсоидальности труб. Поэтому без специального аппарата- центратора, детали больших диаметров сварить невозможно
Ручные аппараты
Ручные аппараты для стыковой сварки используются при работе с небольшими диаметрами, но есть и отдельные модели со сварочным кольцом в 300мм. Состоит из центратора для выравнивания соединяемых заготовок, торцевателя и нагревательного элемента для торцов труб.
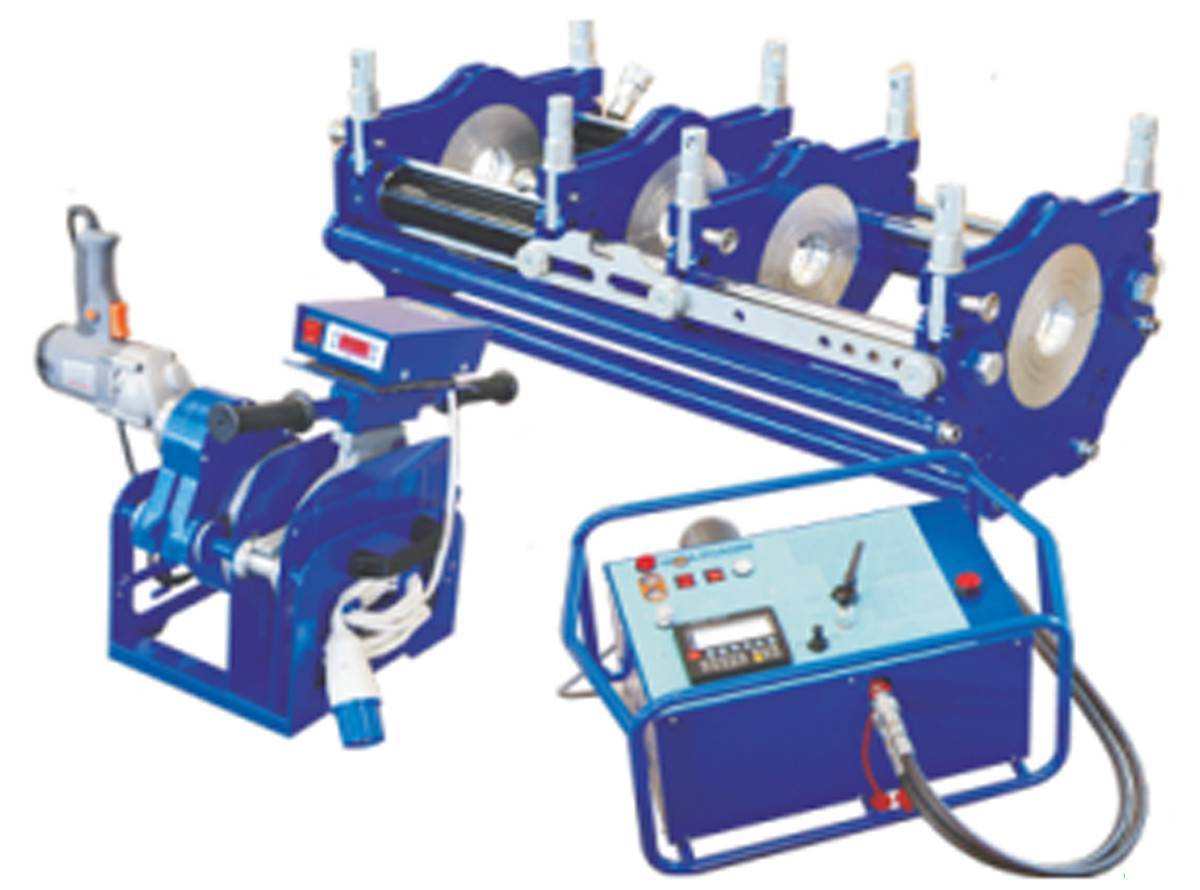
Механические аппараты
Состоят из нескольких основных частей:
- Центратор — элемент машины, выполненный в виде станины с четырьмя металлическими фиксаторами для зажима деталей;
- Торцеватель — агрегат для создания строго перпендикулярного оси сечения и его механической обработки. Представляет собой дисковое устройство с электродвигателем и ножами, заточенными с двух сторон.
- Сварочное зеркало — нагревательный элемент. Оплавляет концы свариваемых труб. Покрыт тефлоном для предотвращения налипания полиэтилена
- Механическое устройство для обеспечения сжатия.
Гидравлические
Состоят из такого же набора механизмов, что и механические, но в качестве сжимающего элемента— гидравлический привод. Он обеспечивает равномерное сжатие стыкуемых изделий. Давление у некоторых моделей-регулируемое.
Различают 3 вида гидравлических аппаратов:
- Ручные. Используются для прокладки трубопроводов низкого и среднего давления. Температура нагревательного элемента и управление гидравликой выбираются оператором в соответствии со специальными таблицами вручную;
- Полуавтоматические. Используются для труб среднего и большого диаметра. Снабжены электронным блоком. фиксирующим данные давления масла в приводе и температуры сварочной плиты, сверяет их с установленной программой и передают сигналы на специальный дисплей.
- Автоматические.
- Наиболее современная и высокотехнологичная система сварочного оборудования.
Процесс полностью автоматизирован, в хорде работы не требует вмешательства оператора и контролируется специальными электронными модулями. Аппаратчик только вводит данные изделий, а машина подбирает режим сварки самостоятельно. В конце работы аппарат выдает отчетный протокол сварки.
Какой из них лучше?
Выбирать тот или иной агрегат необходимо исходя из особенностей необходимого монтажа. Если нужно в домашних условиях сварить пару ровных участков — выбирайте дешевый, мобильный и удобный ручной механизм.

Если диаметр труб от 250мм — нужна механика. Опят таки, нет смысла тратиться на дорогие полнокомплектные изделия, если нет необходимости работать со сваркой постоянно.









В случае специализации на сварке пнд — необходимо выбирать агрегаты с гидравлическим приводом. Полностью автоматизированный прибор — самый дорогой, но и самый удобный. Здесь все зависит от ваших финансовых возможностей.
Сварочное оборудование для полиэтиленовых труб в Севастополе
Добро пожаловать на сайт компании-производителя полиэтиленовых труб «Синтез Пайп»! У нас вы найдете сварочный аппарат для полиэтиленовых труб — безопасный в эксплуатации, надежный и долговечный. При монтаже полиэтиленового трубопровода Вам не обойтись без этого универсального оборудования!
Неважно, какого диаметра полиэтиленовые трубы — у нас есть оборудование для сварки труб любых размеров. Для небольшого диаметра подойдет аппарат стыковой сварки полиэтиленовых труб, а для большого диаметра мы посоветуем сварочный станок
Основные достоинства стыковой сварки:
- Доступная цена. У нас вы приобретете сварочный аппарат для сварки полиэтиленовых труб по демократичной цене.
- Прочность. Место сварки становится практически таким же прочным, как и сама труба. Оно не разрушится и не даст течь. А сам аппарат для сварки полиэтиленовых труб прослужит не один год.
- Универсальность. Вам не придется приобретать разные аппараты для труб разного диаметра. Достаточно приобрести один сварочный аппарат для пнд труб, который выполнит всю работу.
- Минимум времени на работу. Весь процесс сварки происходит очень быстро и не требует от рабочих специфических знаний.
- Низкое энергопотребление. Любой аппарат стыковой сварки пнд является довольно экономным, при этом отличается высокой производительностью.
Качественный аппарат для сварки пнд труб в Севастополе
Качественное и проверенное оборудование для сварки — важнейшее условие надежного трубопровода из полиэтилена. Для этой цели мы предложим стыковой сварочный аппарат для полиэтиленовых труб и все необходимое оборудование и аксессуары, включая фитинги полиэтиленовые.
На стихийных рынках Вы не сможете найти действительно качественный аппарат, который прослужит долгие годы. Зато продукция «Синтез Пайп» удивит Вас европейским качеством, долговечностью и демократичной ценой. Наш сварочный аппарат пнд — лидер в оборудовании для сварки ПЭ труб, что подтверждается большим списком постоянных клиентов.
Мы будем счастливы видеть Вас в числе клиентов компании «Синтез Пайп»!
Сварочное оборудование для полиэтиленовых труб в Севастополе Сварочные аппараты для полиэтиленовых (ПЭ/ПНД) труб от компании ",Синтез Пайп",. Сварочное оборудование со склада и на заказ. Звоните 8 (800) 500–88-74
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.
Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.




