

Фото трубогиба своими руками
Также рекомендуем просмотреть:
- Вентилятор своими руками
- Прикормка своими руками
- Откатные ворота своими руками
- Ремонт компьютера своими руками
- Станок по дереву своими руками
- Столешница своими руками
- Брусья своими руками
- Лампа своими руками
- Котел своими руками
- Установка кондиционера своими руками
- Отопление своими руками
- Фильтр для воды своими руками
- Как сделать нож своими руками
- Усилитель сигнала своими руками
- Ремонт телевизора своими руками
- Зарядное для аккумулятора своими руками
- Точечная сварка своими руками
- Дымогенератор своими руками
- Металлоискатель своими руками
- Ремонт стиральных машин своими руками
- Ремонт холодильника своими руками
- Антенна своими руками
- Ремонт велосипеда своими руками
- Сварочный аппарат своими руками
- Холодная ковка своими руками
- Дымоход своими руками
- Заземление своими руками
- Стеллаж своими руками
- Блок питания своими руками
- Светильник своими руками
- Жалюзи своими руками
- Светодиодная лента своими руками
- Нивелир своими руками
- Замена ремня ГРМ своими руками
- Лодка своими руками
- Как сделать насос своими руками
- Компрессор своими руками
- Усилитель звука своими руками
- Аквариум своими руками
- Сверлильный станок своими руками
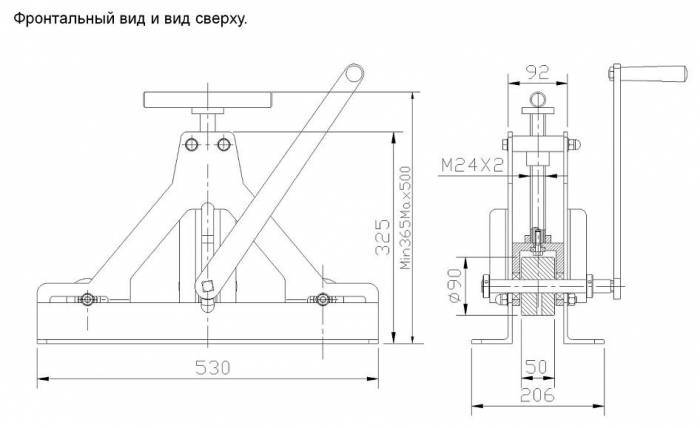
Общая схема ручного трубогиба
Как сделать трубогиб? Независимо от способа изгиба – открытая или полузакрытая – самодельный трубогиб должен включать в себя:
- Сменный профилированный ролик, по которому будет производиться обжатие.
- Деформирующий рычаг, с помощью которого производится изгиб трубы.
- Фиксатор одного из торцов.
- Переналаживаемый шаблон или ограничитель хода рычага.
- Защитный кожух.
- Основание.
Некоторые конструкции самодельных трубогибов для трубы могут иметь привод, позволяющий выполнять деформирование толстостенных материалов. Для этого применяют гидравлические двигатели: они бесшумны, автономны и выполняют изгиб с повышенной точностью.
Вертикальные оси с оснасткой располагают в подшипниках качения. Приспособление прикрепляется к слесарному верстаку или другой опорной поверхности.
В простых случаях (соотношении R/d > 20; здесь R – внешний радиус гиба, d – наружный диаметр круглой трубы или размер стороны – для квадратной) трубогиб не потребуется, поскольку деформирующие усилия незначительны. Что бы их согнуть, достаточно расположить трубчатую заготовку в составном шаблоне, части которого последовательно перемещают в необходимом направлении.
Учёт пружинения (в градусах) при сгибании среднеуглеродистых сталей на углы 90…1800 выполняется с помощью следующей таблицы:
| Наружный диаметр трубы, мм | Толщина стенки трубы, мм | |||
| До 0,5 мм | До 1,0 мм | До 1,5 мм | До 2,0 мм | |
| До 10 мм | 2…3 | 3…4 | 4…5 | 5…6 |
| До 20 мм | 3…4 | 4…5 | 5…6 | 6…8 |
| До 30 мм | 4…5 | 5…6 | 6…8 | 8…10 |
| До 50 мм | 5…6 | 6…8 | 8…10 | 10…12 |
| Свыше 50 мм | 6…10 | 8…10 | 10…12 | 12…15 |
Ниже рассматриваются конструкции, которые можно изготовить в домашних условиях. Чертежи таких трубогибов доступны в Интернете, поэтому самоделки всегда получают с применением подручных средств .
Что представляет собой пуансон
Пуансон – одна из самых главных составляющих трубогиба. Еще его называют башмак. Можно изготовить его из любых подручных материалов. Для изготовления металлического башмака необходимо взять толстостенную трубу из стали, размером немного превосходящую профильную, которую нужно согнуть. Трубу для пуансона распиливают вдоль на фрезерном станке или болгаркой на необходимые по длине элементы. Затем получившуюся деталь сгибают и торцы приваривают к металлическому кольцу. Далее пуансон можно приделать к трубогибу и использовать его по назначению.
По сравнению с заводскими пуансонами, самодельные башмаки обладают рядом преимуществ:
- Дешевизна детали;
- Прочность конструкции;
- Длительный срок службы;
- Легкость монтажа и минимальные временные затраты;
- Надежность.
 Трубогиб может существенно отличаться по габаритам
Трубогиб может существенно отличаться по габаритам
Металлический пуансон будет более долговечным и прочным, а также его очень просто сделать.
Трубогиб профильной трубы: виды
Существует несколько классификаций профилегибов: по мобильности (стационарные, переносные, носимые), типу передаточного механизма и типу привода. Последнее разделение является наиболее важным для того, чтобы понять устройство станка для гибки профильной трубы и сделать его своими руками.

Ручное устройство с валиками
Сложный гибочный станок, сделанный своими руками
Гибочный станок для профильной трубы может быть исполнен с одним из трех видов привода: ручным, гидравлическим или электрическим.
Гидравлический трубогиб для профильной трубы
Профилегиб данного типа широко распространен в промышленности за счет способности обрабатывать детали любых размеров быстро и качественно. Кроме того, такое устройство часто применяется при работе с трубопроводами водоснабжения и канализации.


Ручной гидравлический профилегиб
Несмотря на сложность устройства гидравлического трубогиба, своими руками его сделать вполне возможно. Необходимо лишь наличие небольшого опыта работы с промышленным оборудованием.
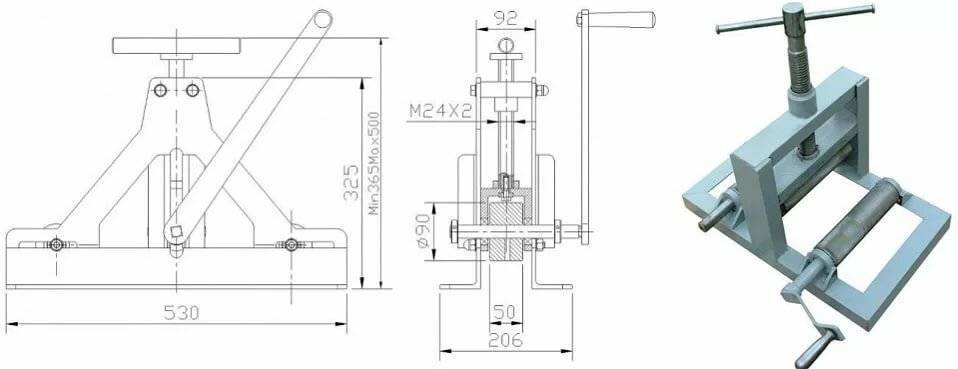
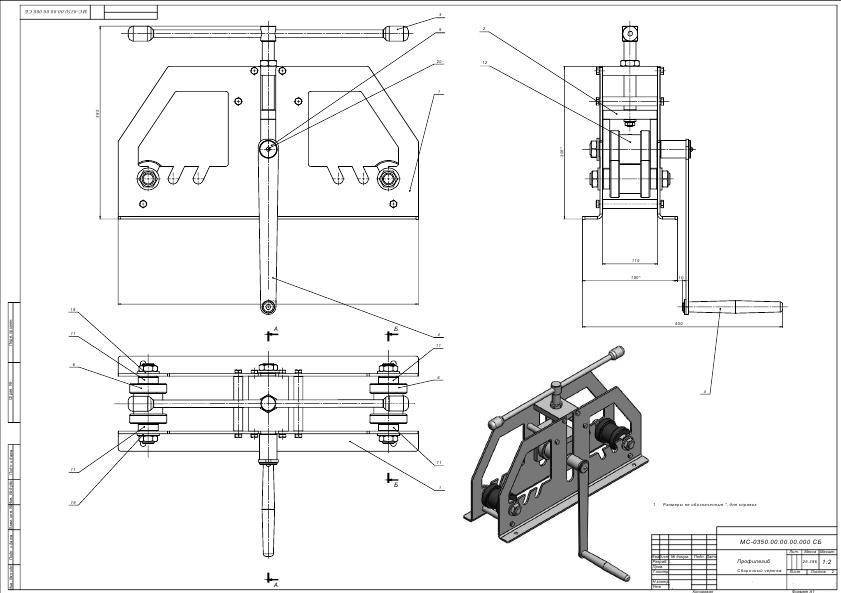
Гидравлический трубогиб своими руками: чертеж
Трубогиб для профильной трубы с электрическим приводом
Данное оборудование те очень большое и тяжелое, однако требует стационарной установки. Профилегибы с электрическим приводом способны выполнять точные работы без потери качества. Они могут быть полностью электрическими или электромеханическими. Второй тип дешевле, но требует частичного ручного управления. Электрические устройства могут быть оборудованы автоматикой для длительной автономной работы (правда, стоимость таких трубогибов довольно высока).
Электромеханическое устройство способно гнуть изделиялюбого сечения, достаточно лишь купить ролик для трубогиба профильной трубы необходимого размера
Используются устройства данного типа в основном на предприятия и в частных мастерских. Для гибки профильных труб в домашних условиях лучше подойдет ручной трубогиб.
Ручной профилегиб
Наиболее популярный вариант среди владельцев небольших мастерских и людей, занимающихся гибкой труб в домашних условиях.
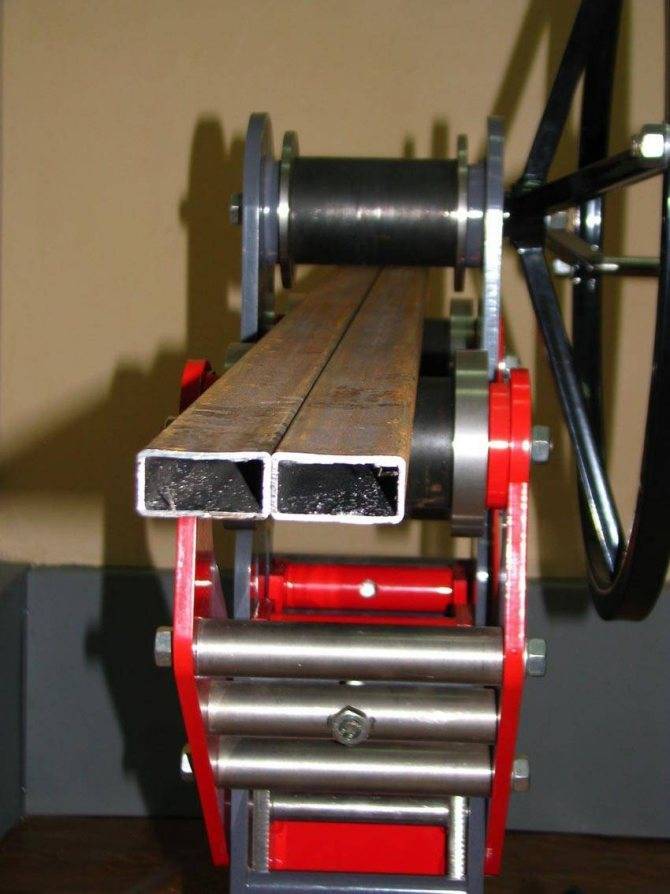
Фото трубогиба для профильной трубы с ручным приводом
Достоинства данного устройства:
- Низкая стоимость. Ручной профилегиб можно купить по весьма привлекательной цене из-за простоты устройства и небольших затрат на производство.
- Малый вес и мобильность. Его легко переносить с места на место, так как конструкция не предусматривает основания.
- Редкие поломки. Благодаря отсутствию электроники, ручной профилегиб редко выходит из строя. А если это произошло, ремонт не отнимет много времени и денег.
- Возможность сборки самодельного трубогиба. Станок для гибки профильной трубы можно сделать в домашних условиях (например, трубогиб из домката).

Небольшой ручной профилегиб всегда можно взять с собой для облегчения монтажных работ по отоплению или газоснабжению
Недостатки:
- Относительно невысокая точность работ. В ручных приспособлениях нет аппаратного управления, поэтому точность гибки зависит только от ваших навыков.
- Необходимость приложения физических усилий.
- Невозможность работы с большими размерами. С помощью ручного устройства можно гнуть детали с максимальным размером 4х4 см.
- Затрата большого количества времени для максимально точного исполнения.

Небольшое ручное устройство в действии
Таким образом, для работы дома ручного устройства вполне достаточно. Если же вы будете проводить большой объем работ, и использовать при этом заготовки большого размера, стоит присмотреться к электронным или гидравлическим трубогибам.
Намоточный трубогиб
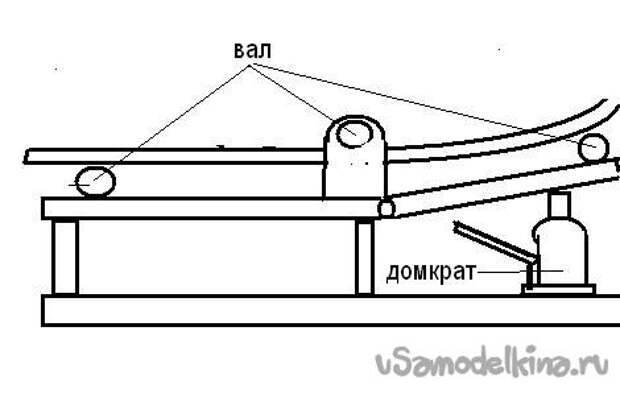
В качестве примера можно привести конструкцию гидравлического трубогиба.
Имеется мощный шкив, к которому крепится труба в конце точки изгиба. Шкив закреплен на стационарной станине, в основании станины под углом к ней закреплен шток с гидравлическим приводом (домкрат). Шток упирается в рычаг, который крутит шкив и наматывает на него трубу. Рычаг жестко крепится к шкиву в отверстиях по его окружности (но может менять свою позицию) и свободно вращается вокруг оси шкива.
Вначале он закреплен на одном уровне с точкой крепления трубы. Приводят в действие гидравлику, шток выдвигается и рычагом крутит шкив. Труба наматывается на него, опираясь на упор, закрепленный в станине. После того, как рабочий ход штока гидравлики дошел до предела, давление сбрасывают и переустанавливают рычаг в новую позицию под первоначальным углом. Процесс повторяется до достижения необходимого угла поворота.
Можно привести еще один пример такого же по устройству самодельного трубогиба, использующего реечный домкрат.
В этом случае для гибки необходимо прикладывать больше усилий.
Еще один образец намоточного трубогиба использует деревянные ролики, описанные выше.
Конструкция трубогиба для профильной трубы очень проста в исполнении, использует мускульную силу работника, а в качестве упора применяют подвижный ролик, который своим вращением уменьшает необходимое усилие на рычаг. Труба зажимается при помощи обычного хомута к основному ролику (шкиву-шаблону). На шаблоне расположен держатель под рычаг. Одной рукой придерживают трубу (можно усовершенствовать — установить в этой плоскости опору), а другой рукой рычагом поворачивают шкив.
Шаблонный тип станка
Самый простой станок шаблонного типа часто изготавливают из такого мягкого материала, как дерево. При постройке такого станка нужно понимать, что на нем можно будет работать только с тонкостенными трубами. Диаметр должен быть меньше толщины шаблона, который изготавливается из дерева.
Упростить конструкцию такого станка можно заменив деревянный шаблон на крюки. Крюки выполняются из металла и располагаются по заданному радиусу. Плюс такого станка в том, что смену радиуса сгиба можно произвести, просто перекрутив крюки на другой необходимый радиус. Таким образом, получается, что станок с крюками будет более гибким в работе.
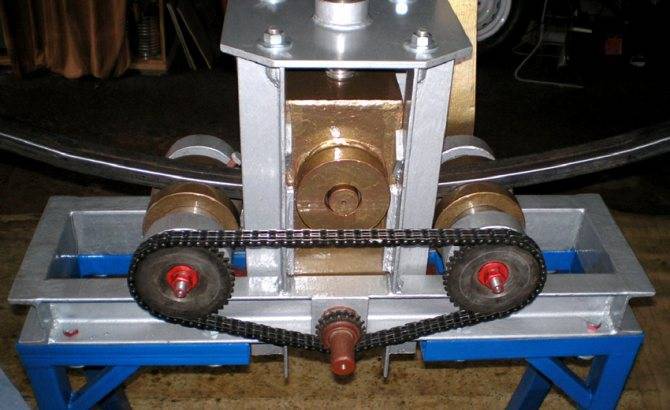
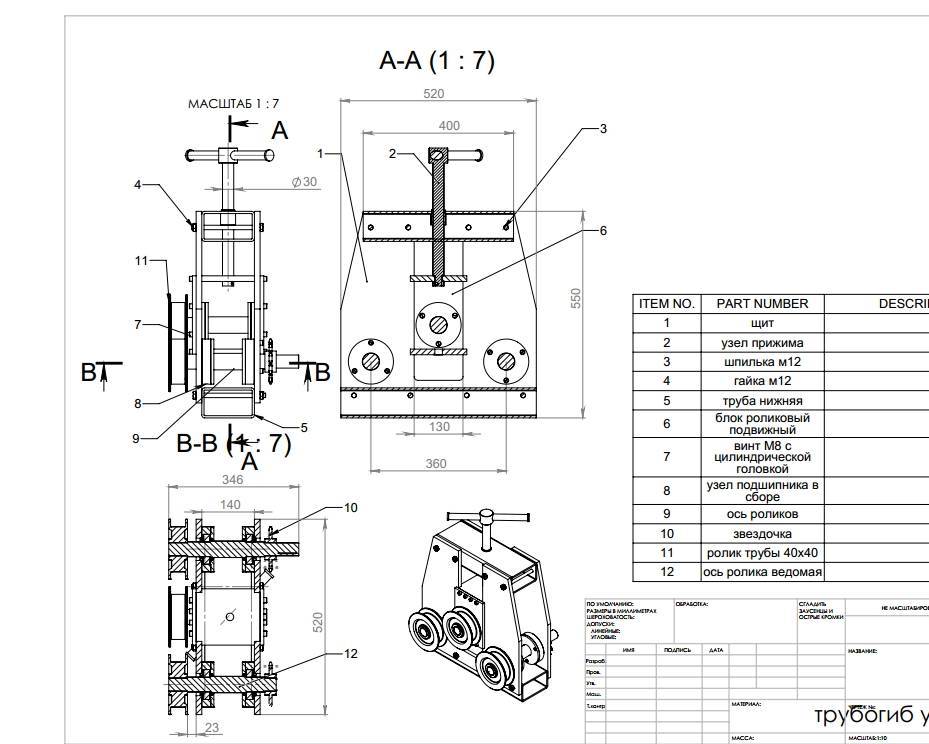
1 Конструкция трубогиба и необходимые материалы
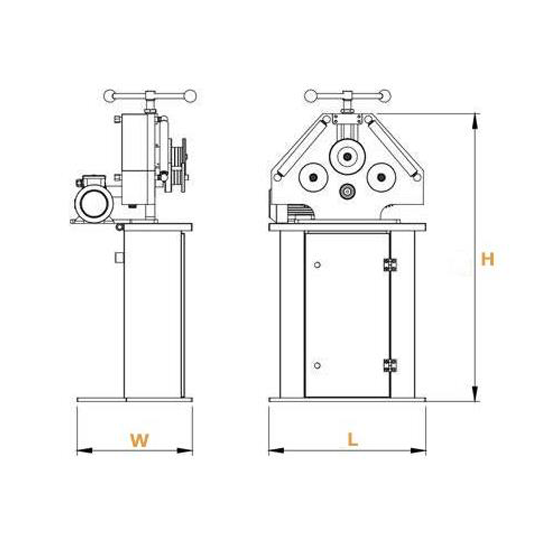
В строительной практике в разное время использовалось множество разнообразных моделей гибочных станков, отличающихся между собой как конструктивным устройством, так и принципом работы. Однако лучше всего зарекомендовали себя роликовые трубогибы, в сравнении с аналогами они отличаются большей эффективностью и простотой эксплуатации.
Конструкция такого станка состоит из следующих элементов:
- 3 ролика — два из которых фиксированы, а положение третьего можно регулировать по вертикали, изменяя тем самым радиус изгиба трубы;
- ось вращения, на которой крепятся ролики;
- приводной механизм, состоящий из шестеренок, соединяющих их цепи и ручного рычага;
- несущий каркас, на котором закреплены все вышеуказанные элементы.
Отметим, что трубогиб для профильной трубы обязательно нужно оснащать стальными роликами. Деревянные и полимерные ролики подойдут для работы с пластиковыми трубами, для металлического профиля их прочностных характеристик будет недостаточно.
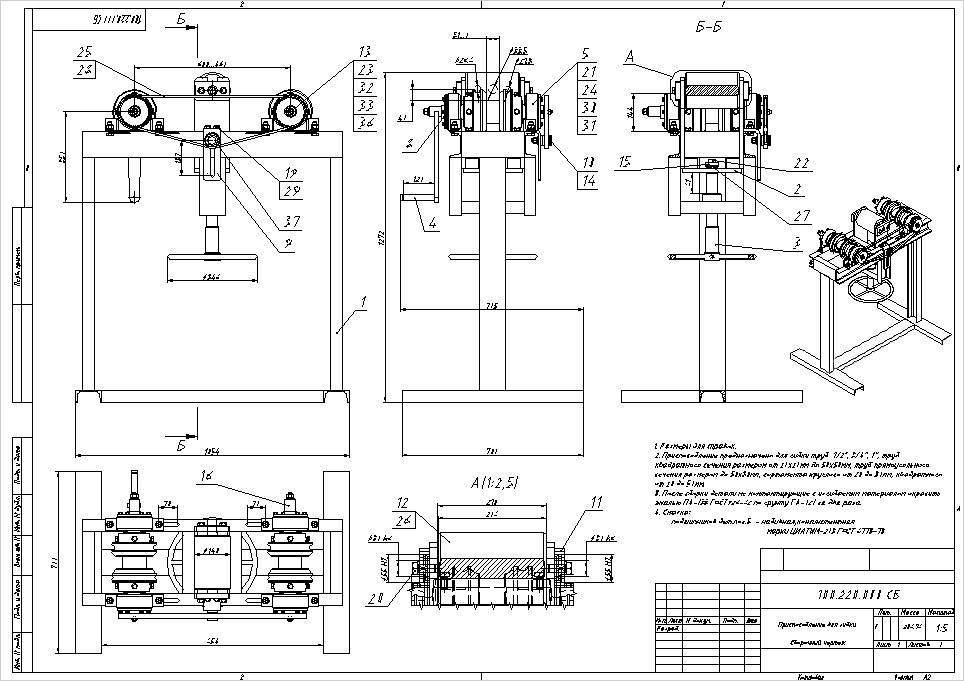
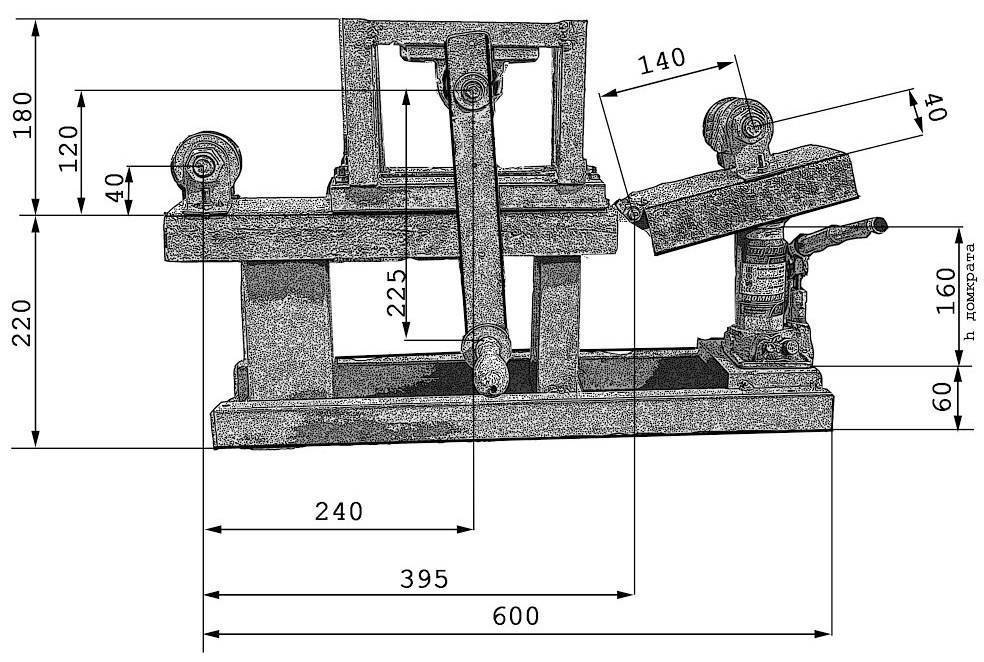
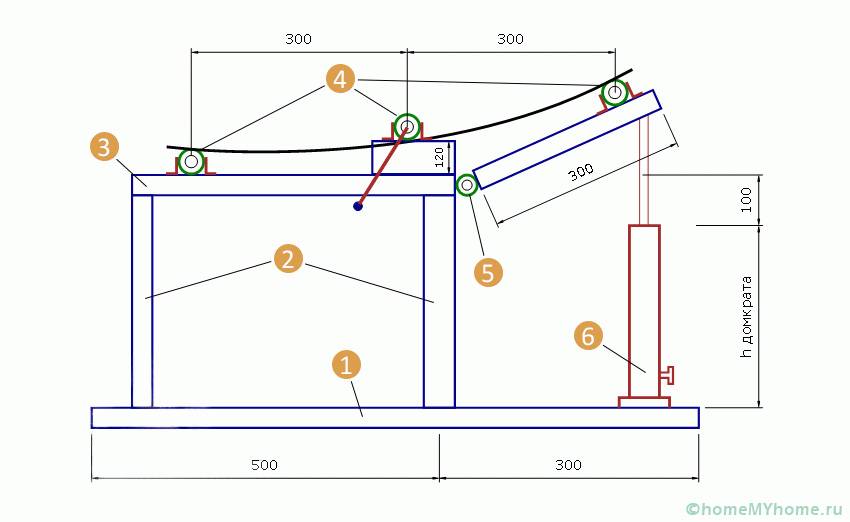
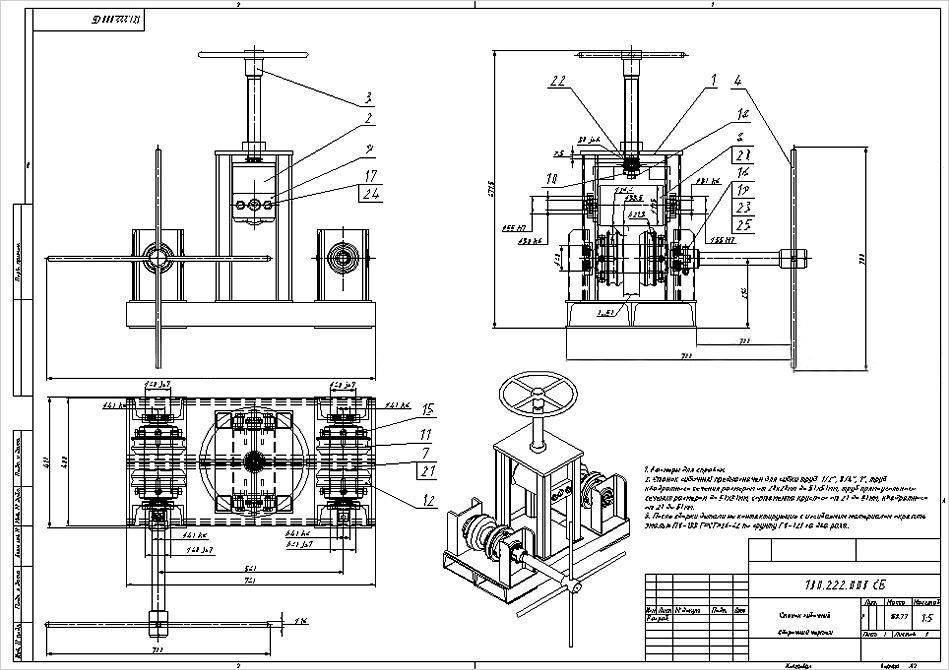
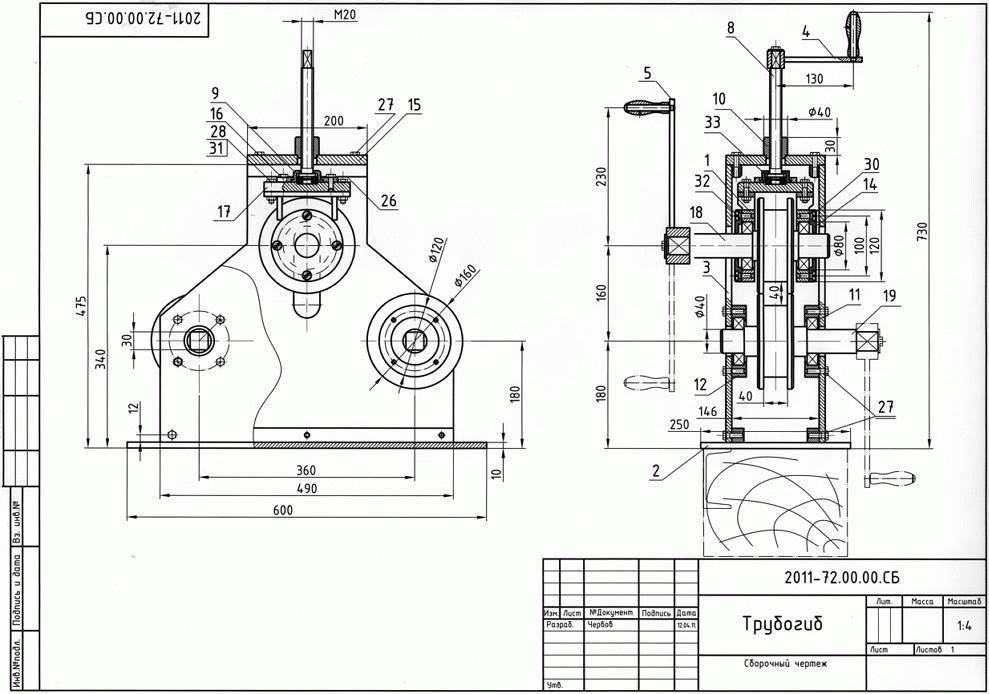
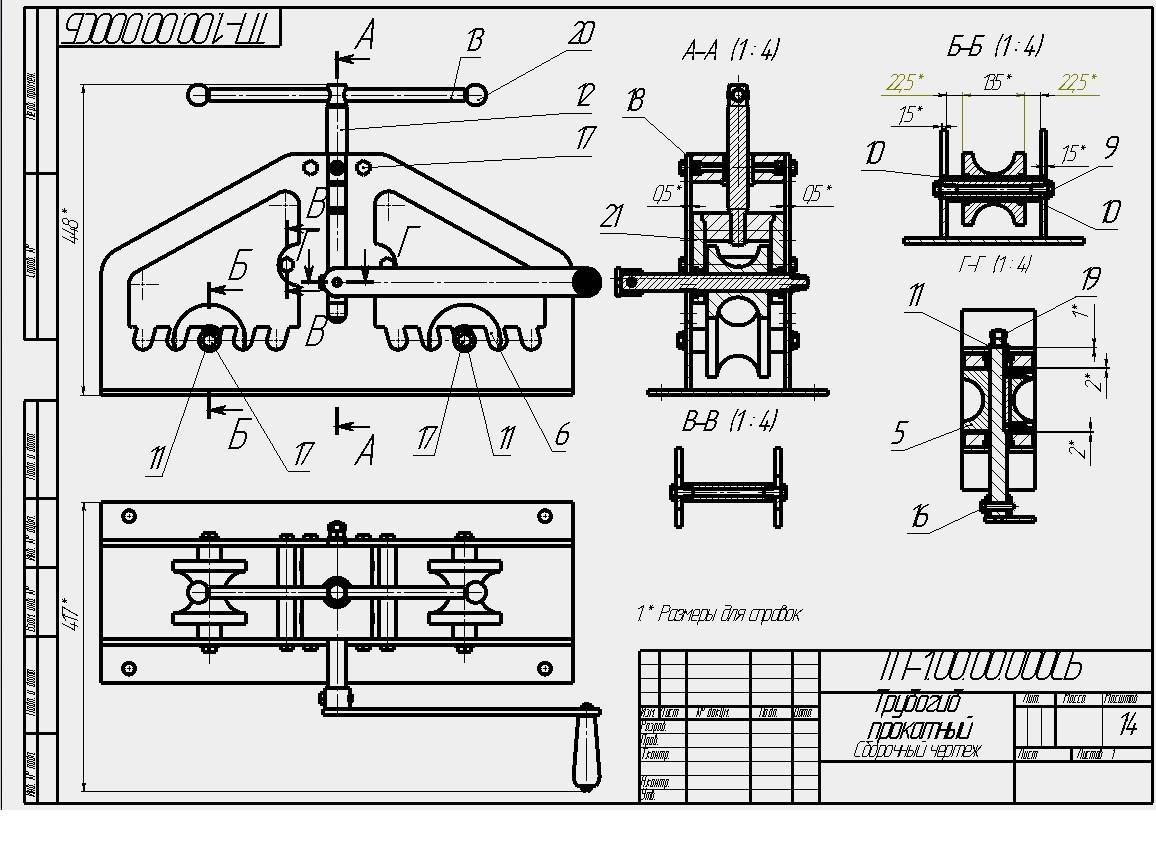
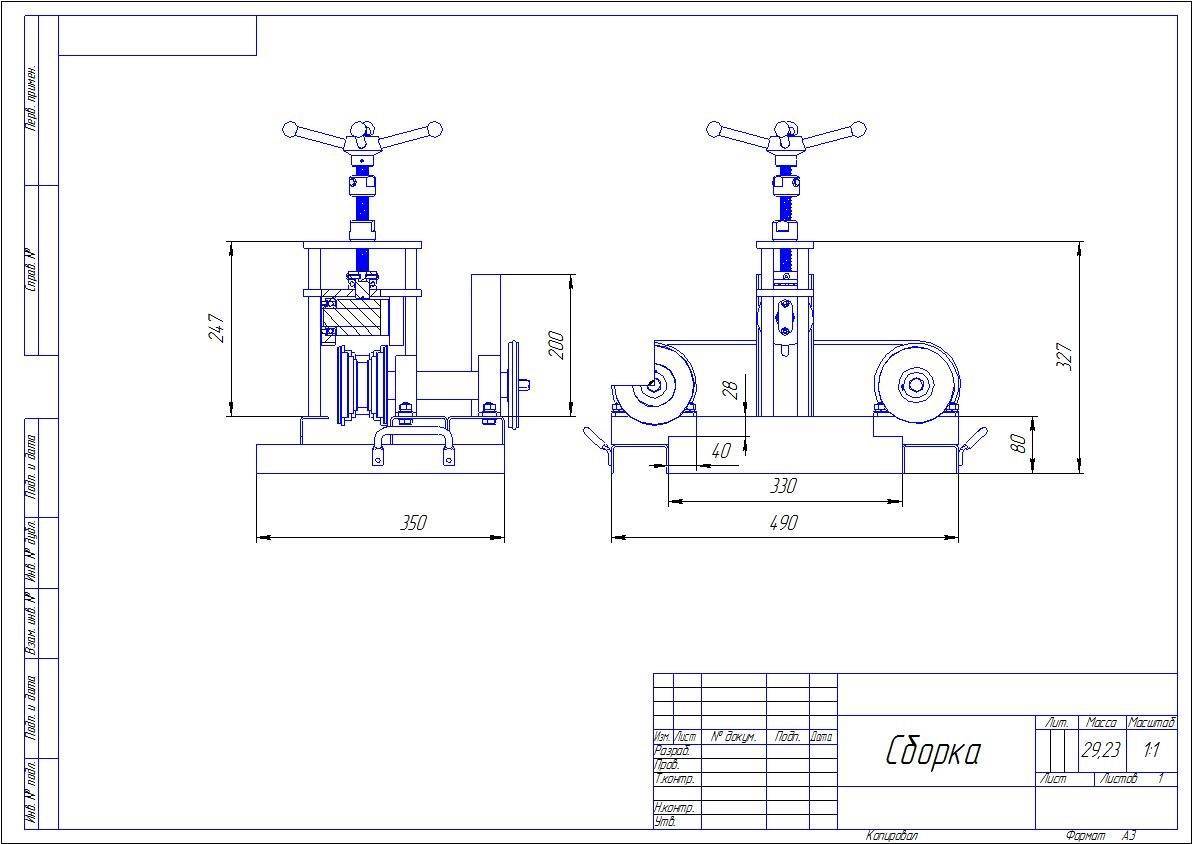
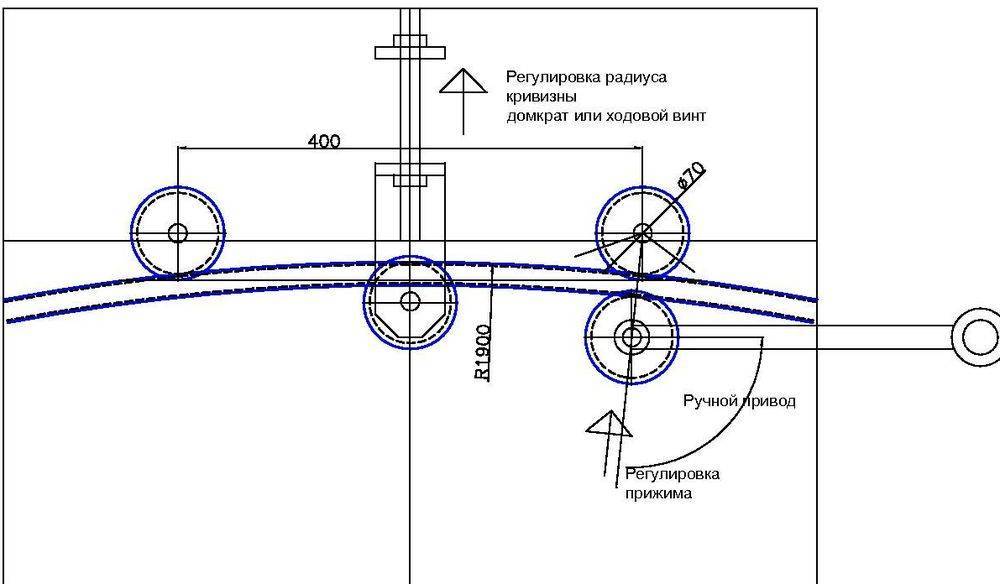
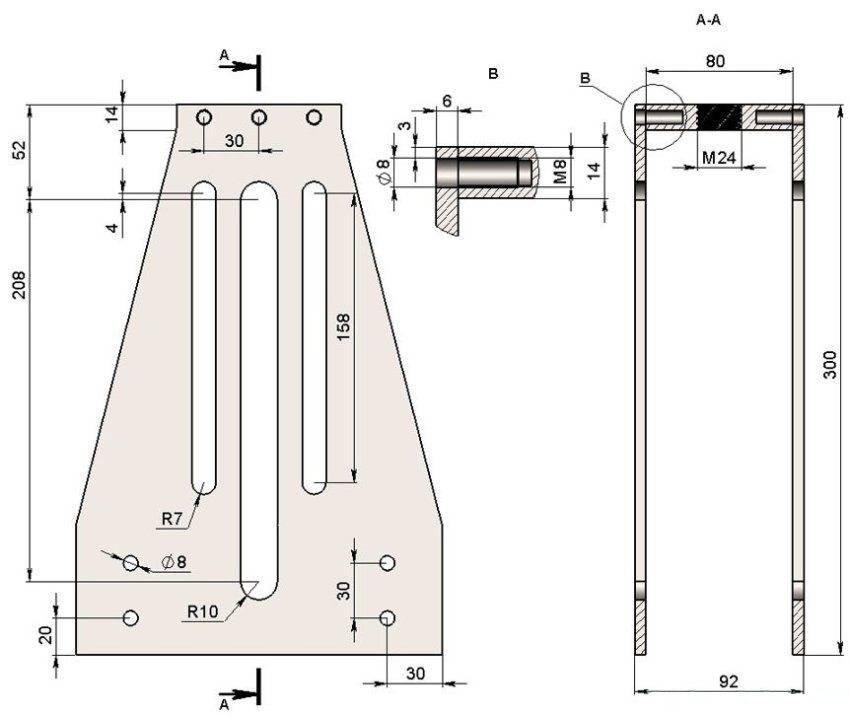
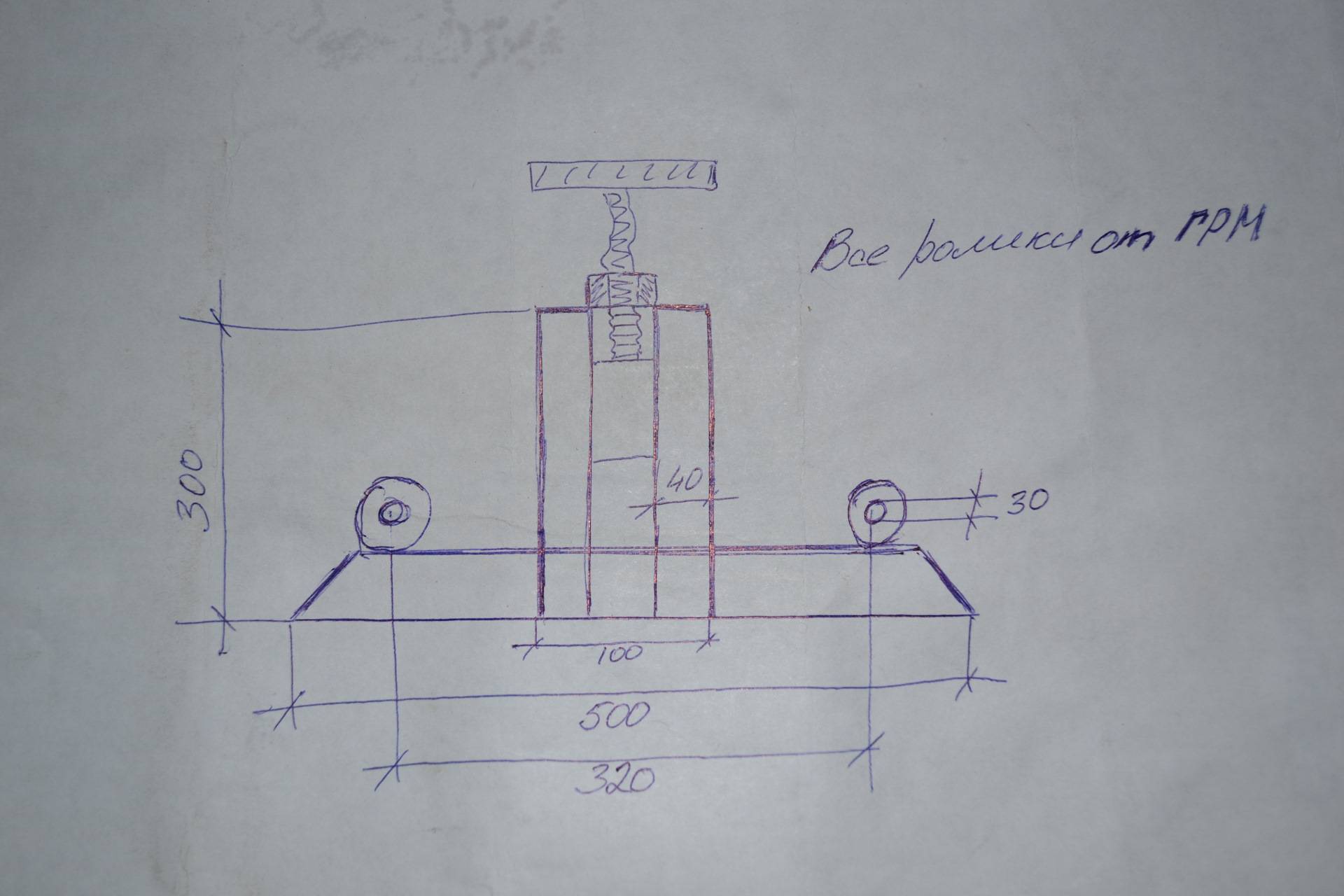
Схема трубогиба с размерами
Подобные трубогибы работают по принципу прокатки — это наиболее щадящий метод изгиба, при реализации которого вероятность излома профиля сводится к нулю. Для гибки трубу необходимо уложить на два нижних ролика и опустить верхний так, чтобы создать на нее давление, после чего с помощью ручного рычага ролики приводятся во вращение и начинается гибка. Процесс повторяется до тех пор, пока конструкции не будет задан требуемый радиус либо угол изгиба.
Чтобы сделать такой трубогиб своими руками вам потребуются следующие комплектующие:
- стандартный автомобильный домкрат;
- 3 стальных валика;
- квадратный профиль для каркаса;
- пружины;
- цепь и ручка для привода;
- втулки, металлическая пластина либо швеллер для опоры станка.
Для изготовления рамы необходимо брать профиль 20*20 с толщиной стенки не менее 5 мм. Диаметр валиков подбирается по ширине их внутреннего паза, руководствоваться необходимо максимальным размером труб, с которыми вы планируете работать.
1.2 Как сделать трубогиб — пошаговая инструкция
Чтобы сделать трубогиб своими руками вам потребуются такие электроинструменты как болгарка (с отрезным и шлифовальным кругом), сварочный аппарат и шуруповерт. Все металлические элементы станка рекомендуем предварительно покрыть антикоррозийной грунтовкой, таким образом вы значительно увеличите срок его эксплуатации.
Самодельный трубогиб для профильной трубы
Размеры станка приведены на вышеуказанной схеме, его сборка выполняется по следующему алгоритму:
- Обрезается подходящий по длине кусок швеллера, который будет использоваться в качестве опорной пластины для каркаса.
- Далее на токарном станке вытачиваются обоймы для подшипников внутри роликов и к опоре вертикально приваривается два отрезка уголка высотой 10-15 см.
- Монтируется основная несущая платформа под валики из аналогичного швеллера, длина которой короче длины нижней пластины на 10 см.
- В крайней части верхнего швеллера высверливается сквозное отверстие, в котором на резьбовую втулку монтируется отрезок верхнего швеллера недостающей длины. Под отрезком устанавливается домкрат, который упирается подъемником в регулируемую пластину.
- К верхней части каркаса привариваются 3 ролика, которые устанавливаются в подшипниках. Для поднятия боковых роликов над поверхностью пластины используется уголок, центральный поднимается на большую высоту посредством прямоугольного профиля.
В отверстие центрального ролика устанавливается ось вращения, к которой приваривается приводная ручка, после чего вал цепью соединяется остальными роликами. Изготавливать самодельный трубогиб без цепи, оставляя приводным только один ролик, не рекомендуется, так как в таком случае возможно снижение КПД работы из-за пробуксовки профиля при прокатке. На приводном рычаге лучше всего делать проворачивающуюся ручку.
Сделать хороший трубогиб своими руками — недостаточно, еще необходимо научиться правильно работать с таким оборудованием. Существует два метода гибки — холодный и горячий. Холодный является наиболее простым в реализации, но при этом очень грубым методом, поскольку он оставляет на профиле видимую деформацию в месте, где в трубу вдавливался ролик в начале процесса (вся остальная часть профиля гнется ровно).
Однако холодный метод при работе с особо толстостенным профилем применять достаточно проблематично, так как он требует значительных трудозатрат. Тут оптимально подходит горячая гибка, которая предполагает нагрев участка трубы в зоне начального воздействия, что позволяет значительно увеличить ее пластичность. В качестве источника огня лучше всего использовать паяльную лампу.
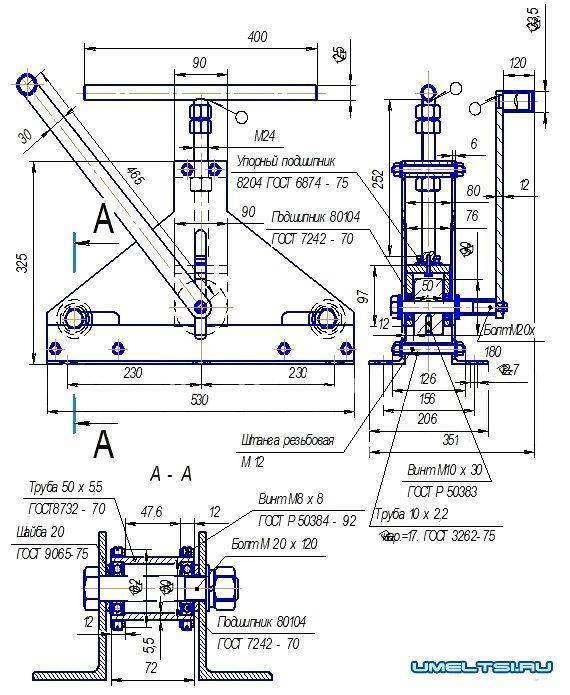
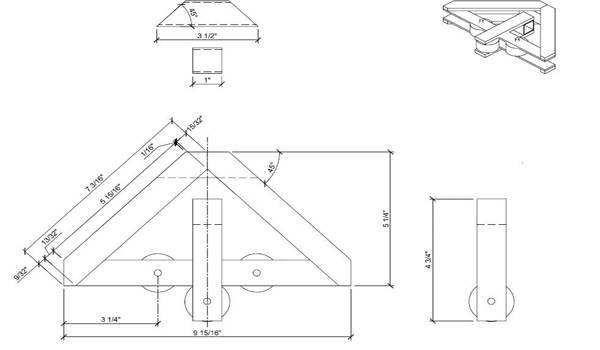
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
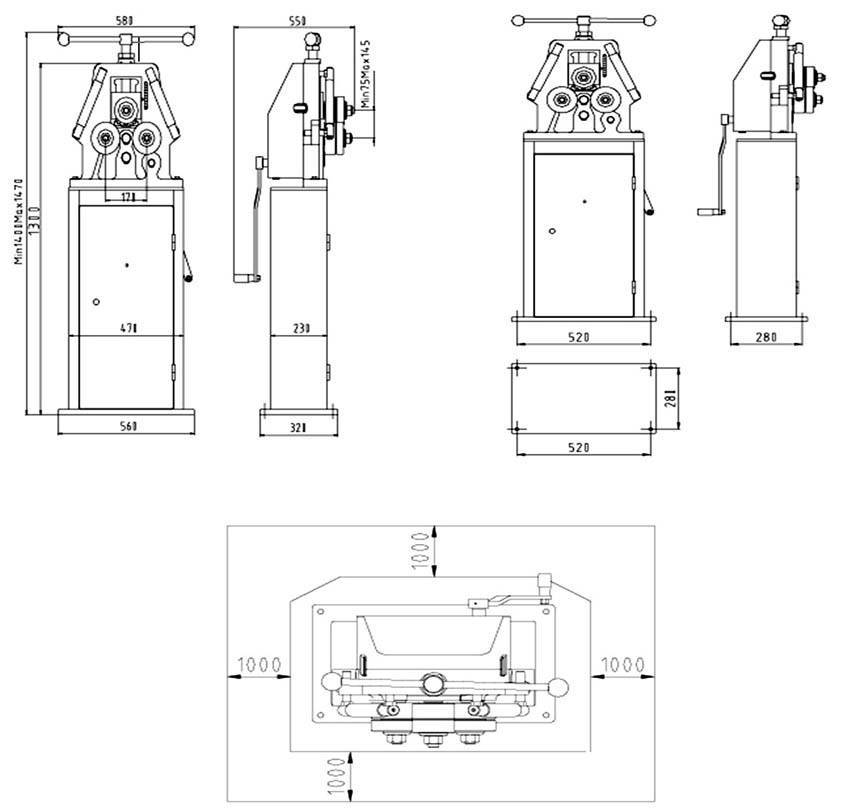
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.

Изготовление намоточного трубогиба
Принцип действия такого трубогиба аналогичен предыдущему, но вместо поворотного ролика изгиб заготовки производит перемещающийся упор, который скользит по горизонтальным направляющим.
Намоточный трубогиб содержит:
- Профилированный сектор, угол которого определяет максимально допустимый угол изгиба.
- Короткую вертикальную ось, имеющую возможность свободно вращаться в шарикоподшипниковом узле.
- Два смежно расположенных ролика, образующие подвижный упор.
- Односторонние направляющие.
- Ограничитель хода упора, который исключает его самопроизвольное смещение во время работы.
- Предохранительную вилку, которая охватывает профилированный сектор, повышая точность позиционирования заготовки.
Конструктивно устройство более сложно, однако позволяет производить деформирование в условиях ограниченного пространства, а изменение угла не сменой роликов, а простой регулировкой исходного положения прижимного устройства. Такой трубогиб возможен с гидравлическим или электрическим вариантом привода.
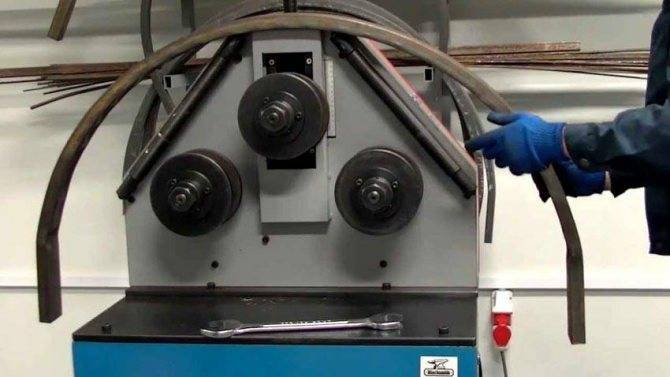
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.
Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
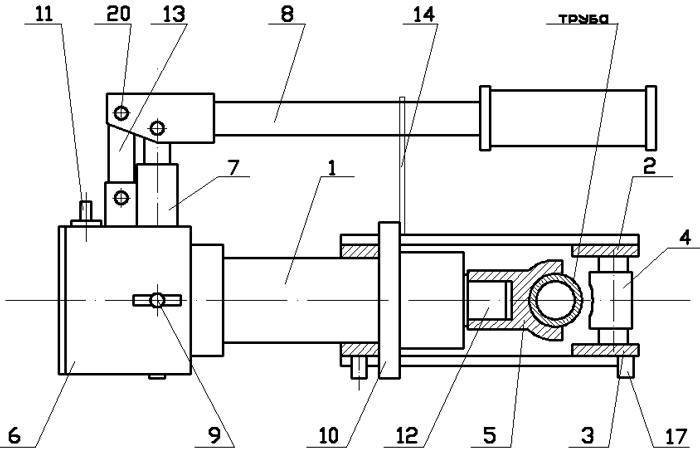
Компьютерная модель трубогиба
Компьютерная модель трубогиба Чертеж прижимного винта
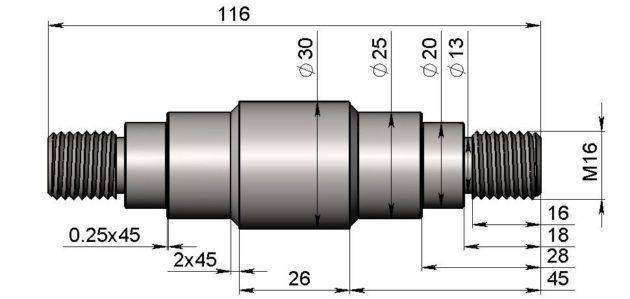
Чертежи валов
Чертежи валов Чертеж кольца
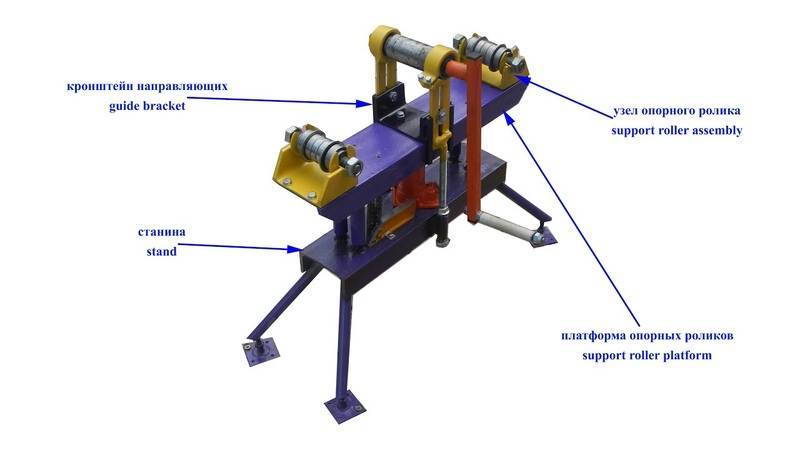
Комплектующие трубогиба
Комплектующие трубогиба Процесс сборки
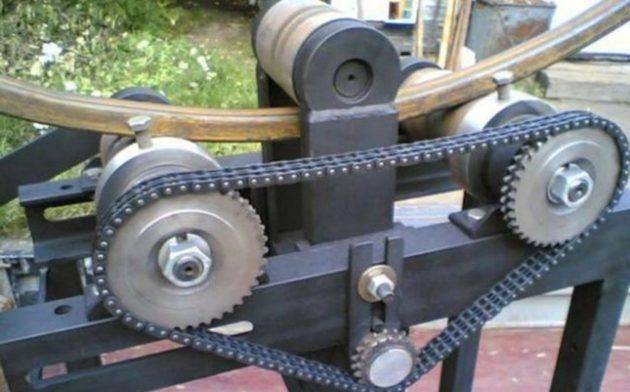
Привод от двигателя
Привод от двигателя Вид со стороны валов
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.
Гибка профильной трубы методом обкатки.
Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик
Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение
Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Готовый ролик сделанный из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.
Минимальный радиус гибки трубы.
Виды
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
- Электромеханические;
- Гидравлические;
- Ручные механические;
- Комбинированные.
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты. В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое. Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Виды и особенности конструкции профилегибов
Станки, способные придавать изгиб профильным трубам, отличаются по конструкции от обычных инструментов. Профильные материалы обладают повышенной прочностью. Соответственно, для того чтобы их согнуть, необходимо приложить больше усилий.
Кроме того, обычно изгиб профильной трубы обладает большим радиусом. В связи с этим конструкция профилегиба включает в себя три ролика. Из них, в зависимости от предпочтений мастера, подвижным может быть:
- левый ролик;
- средний ролик;
- правый ролик.
 Ролик для трубогиба
Ролик для трубогиба
В случае если подвижным является средний ролик, крайние элементы крепятся к корпусу неподвижно. Они слегка приподнимаются над плоскостью основания. В случае если подвижным является один из крайних роликов, то он движется вместе с основанием. Другие в это время остаются недвижимыми.
Принцип действия такого инструмента достаточно прост и основывается на холодном прокате. Профильная труба помещается между трема валами. Давление, которое сгибает металл, создается центральным, средним роликом. Если трубу необходимо согнуть только на одном конкретном участке, необходимо использовать специальный точечный станок. Прокатный станок позволяет получить арочный профиль.
В зависимости от того, за счет приложения какой силы работает станок, выделяют следующие виды профилегибов:
- механический. Изгиб создается за счет ручного давления;
- гидравлический. Дополнительно применяется гидравлический домкрат, при помощи которого и создается давление;
- электрический. Станок оснащен электродвигателем, который создает сгибающее усилие;
- электрогидравлический. Электродвигатель приводит в действие гидроцилиндр.
Если станок предназначен для труб небольшого сечения, подойдет инструмент с ручной протяжкой. В противном случае протянуть профиль будет невозможно без специальных приспособлений (к примеру, электродвигателя).
С чего начинается изготовление трубогиба
Самодельный трубогиб изготавливается путём выполнения следующих манипуляций:
- Изготовления каркаса. От качества используемых материалов и сварных швов зависит ресурс изготавливаемого устройства. Сварка не единственный вариант для создания основания, так как можно применять дрель и болтовые элементы.
- Установить в зависимости с размерами чертежей ось вращения, а также сами валы. Два вала устанавливаются ниже третьего. Расстояния между осями этих валов — это радиус изгиба профильной трубы. Об этом нужно побеспокоиться ещё до того, как валы будут зафиксированы на основании.
- Работать устройство не будет, если не приводить в действие вал. Для этого применяется цепная передача, которая может иметь 3 шестерни. Цепная передача не является обязательным элементом устройства, так как в движение можно приводить только один вал, чтобы перемещать профильное изделие через такой инструмент. Если принято решение оборудовать устройство цепным механизмом, то цепь и шестерни берутся от коробки передач автомобиля или мотоцикла.
- Упростить процесс вращения валов поможет специальная рукоятка. При помощи такой рукоятки будет создаваться крутящий момент для получения, в конечном счёте, изогнутой трубы.

Устройство трубогиба не представляет большой сложности, но к его созданию нужно отнестись ответственно. Изготовить устройство на скорую руку не составит труда, но вот будет ли такой инструмент эффективным и надёжным, все зависит от продумывания каждой мелочи. Чтобы регулировать угол или радиус получаемого изгиба профильной трубы, требуется сделать один из валов регулируемым. Это позволит получать изделия разного радиуса, которые применяются не только для сооружения теплиц, но ещё и арок, беседок или въездных ворот.

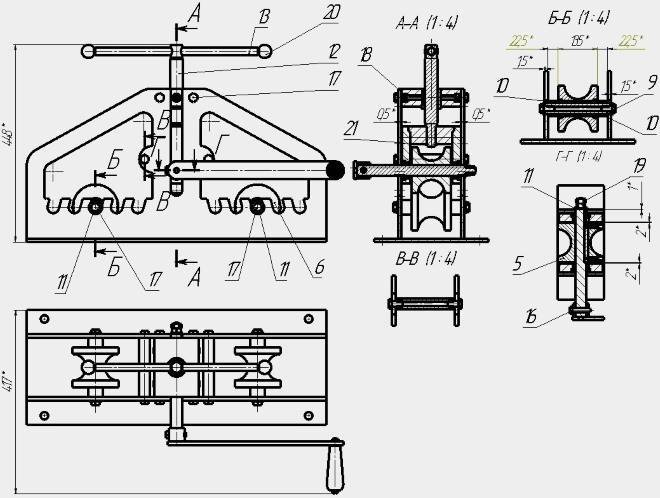
Улитковый трубогиб
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
Порядок работ:
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.
Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.
Как соорудить гидравлический трубогиб
Конструкция гидравлического трубогиба своими руками представлена в видеоролике ниже.
Соорудить инструмент такого типа не составит большого труда, если в распоряжении имеется два швеллера по 0,5 метра. В основание такого устройства вошли следующие элементы:
- гидроцилиндр;
- упоры;
- нагнетатель.
Кроме того, нужно также выделить:
- Домкрат, который способен выдерживать нагрузки до 5 тонн.
- Ролики в числе 2-3 штук.
- Швеллер — 3-4 мм.
- Толстые пластины.
Принцип применения такого инструмента возлагается на то, что нужно установить профилированную трубу в башмак. Домкратом устанавливается требующийся радиус изгиба. При накачивании домкрата происходит поднятие штока, давящий на ролик. После установления угла изгиба, можно извлекать трубу. Такой вариант гибочного приспособления актуален, когда требуется изгиб трубы в одном месте, к примеру, при обустройстве системы отопления.

Вальцовочные или прокатные трубогибы
Представляют собой конструкцию с тремя роликами, два из которых неподвижны, а один, установленный посредине, способен перемещаться вверх-вниз относительно двух других. Такое расположение вальцовочных роликов при поступательном движении трубы позволяет производить ее изгиб по дуге. За несколько прокаток можно получить требуемый радиус изгиба трубы.

Стоит отметить, что прокатный метод сгибания хорошо себя зарекомендовал на промышленных универсальных гибочных станках, где применяется механическая прокатка заготовки с помощью электропривода, а количество вальцующих роликов определяется технологической картой.
Гибка круглой трубы с помощью дорна является достаточно старой технологией. Так, различают несколько видов дорна, таких как:
- жесткий в виде неподвижного стержня;
- шлифованный с определенной криволинейной формой;
- сегментный, состоящий из набора изгибающихся сегментов.
Достоинством такого метода является то, что он позволяет сгибать круглую трубу на достаточно малые радиусы практически под прямым углом.




