

Особенности ванной сварки
Суть этой технологии заключается в оплавлении стальных стержней, которые погружаются в специальную форму из стального низкоуглеродистого материала – ванночку (можно изготовить самостоятельно или купить готовую матрицу). После этого концы прутков арматуры плавят электродами (с сечением 5-6 мм) при довольно сильном токе порядка 450-550 А. Когда оплавленный жидкий металл заполняет ванночку, происходит соединение арматурных стержней, которые превращаются в единый пруток, сечение которого будет зависеть от габаритов формы.
Полезно! Если сварка арматуры ванным способом выполняется при пониженных температурах, то мощность тока необходимо увеличить на 15%.
Подобная сварка подходит для колонн, фундамента и других конструкций, на которые будут приходиться большие нагрузки. Кроме этого, такой метод используется для:
- крупных арматурных изделий (диаметр прутков 2-10 см);
- армирования в виде решетки (когда каркас укладывается несколькими рядами);
- стыковки фланцев, изготовленных из стальных полос наибольшего сечения;
- соединения каркасов сложного типа.

Использование ванночки для сварки арматуры, позволяет стыковать стержни как горизонтальным, так и вертикальным методом. Благодаря этому значительно упрощается процедура создания швов, кантовка конструкции не требуется.
Как выглядит процесс сварки этого типа, наглядно показано на видео:
Рассмотрим подробнее ванный метод соединения армирующих элементов.
Комплект оборудования
Сварка ванным способом — очень удобный метод, поскольку не требуется какого-то специального оборудования. Вам достаточно иметь в своем арсенале сварочный аппарат, способный работать на постоянном токе от бытовой розетки и выдающий большие значения сварочного тока. Как вы понимаете, это обычный инвертор средней ценовой категории. Для этого подойдет и небольшой компактный сварочник, предназначенный для бытовых целей.
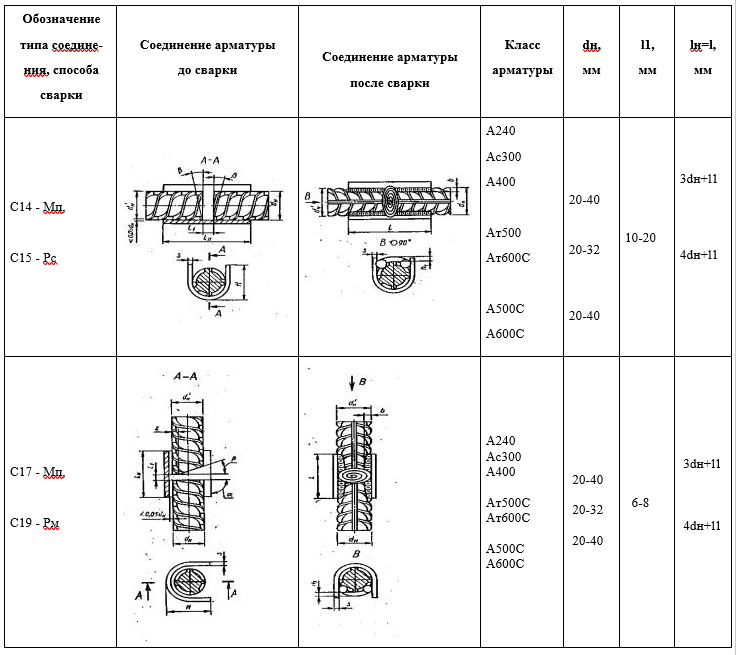
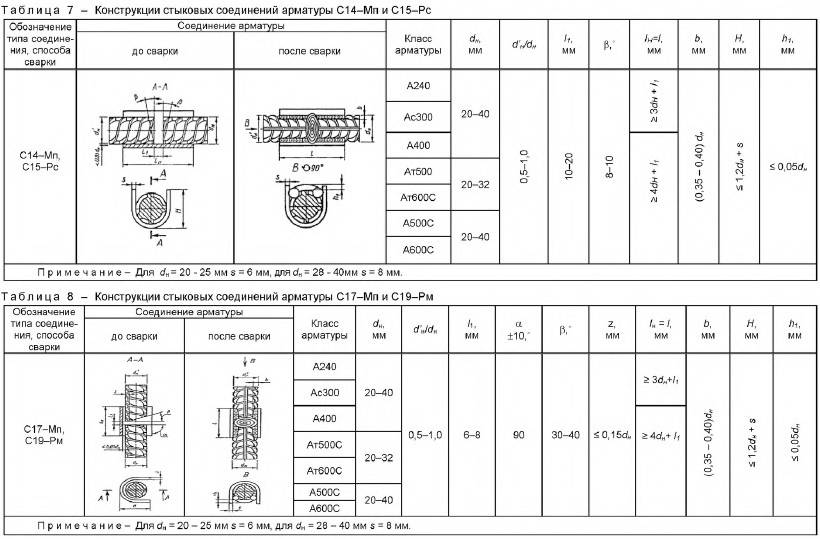
Что касается ванночек, то их необходимо приобретать исходя из того, какое соединение вам нужно, и какую деталь вы собираетесь варить. Мы можем посоветовать ванночки С14-Мn, С15-Рс и С16-Мо для горизонтальных соединений. Также учитывайте, что чем ванночка длиннее, тем качественнее получится соединение, поскольку вы сварите больший объем металла.

Помимо этого у ванночек есть своя допустимая рабочая температура. Перед сваркой убедитесь, что температура плавления ванночки выше, чем температура плавления арматуры (или любого другого изделия, с которым вы собираетесь работать).
Ванную сварку можно комбинировать с другими методами соединения металлов. Например, со сваркой в среде защитных газов. В таком случае вам дополнительно понадобится баллон с инертным газом, например, аргоном. Также вы можете использовать в своей работе покрытые плавящиеся электроды. Новичкам советуем электроды МР-3 и АНО, они есть во всех магазинах и стоят недорого. Диаметр электрода подбирайте исходя из толщины металла.
Если нужно сварить ответственные металлоконструкции, то лучше приобрести электроды марки УОНИ. Не лишним будут средства индивидуальной защиты. Такие как маска (лучше купить маску-хамелеон), роба, перчатки и подходящая обувь, которая не будет проводить ток. Экипировка нужна прежде всего для вашей безопасности.
Формочки
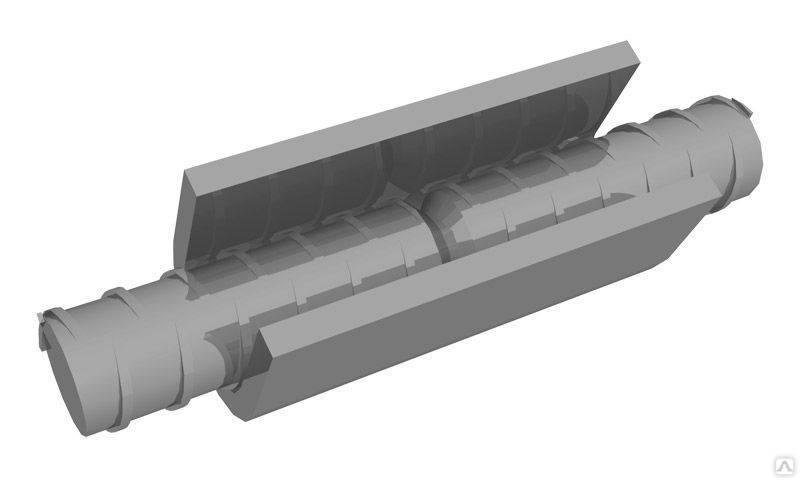
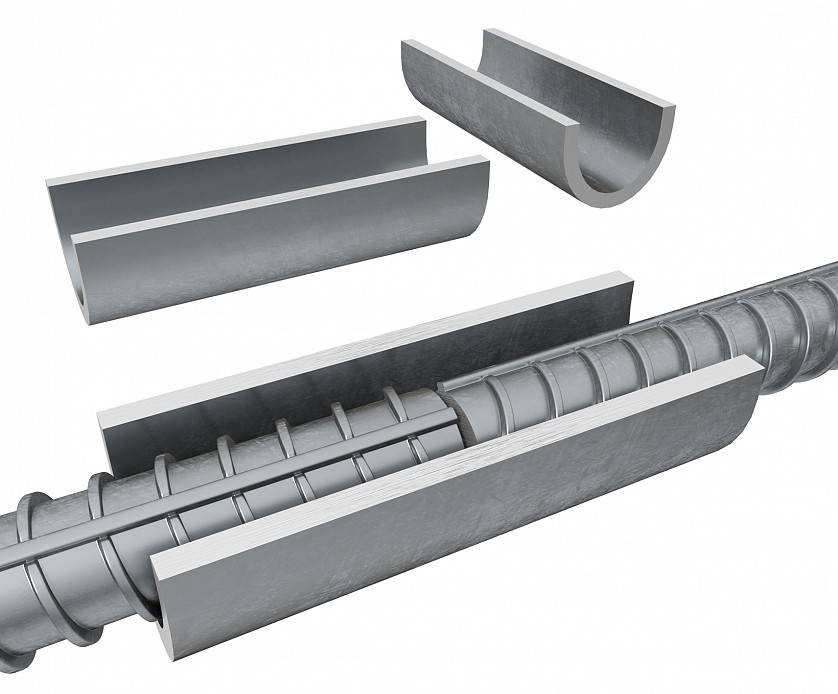
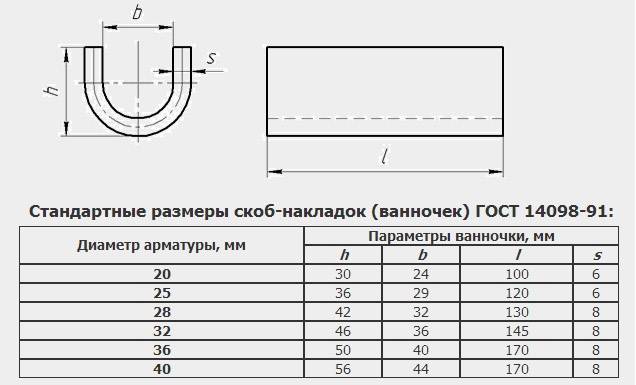
Чтобы соединить две плети арматуры, применяют скобу-накладку, предназначенную специально для ванной сварки.
Медные ванночки или детали с содержанием этого металла считаются наиболее прочными накладками. Разборная накладка производится из разных марок меди с помощью литья, штампов и с помощью механических операций по обработке болванок.
Применять для изготовления ванн бронзу, латунь не рекомендуется. Для обеспечения сварки с малыми зазорами рекомендуется использовать неразборный способ производства медных желобков. Такие изделия можно применять для сварки более 100 стыков.
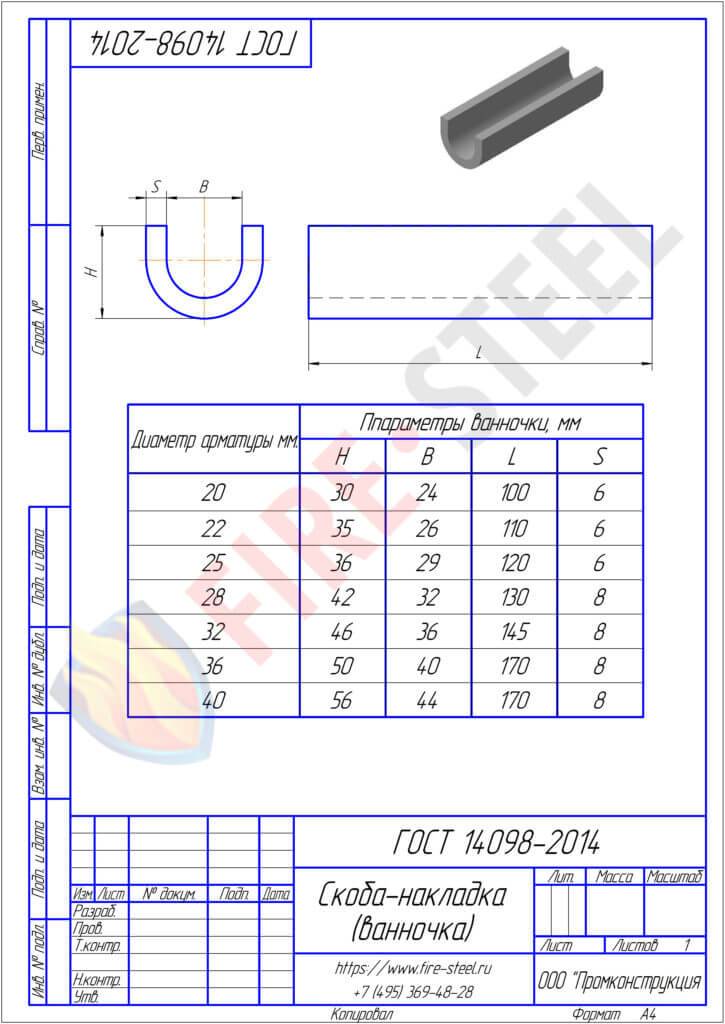
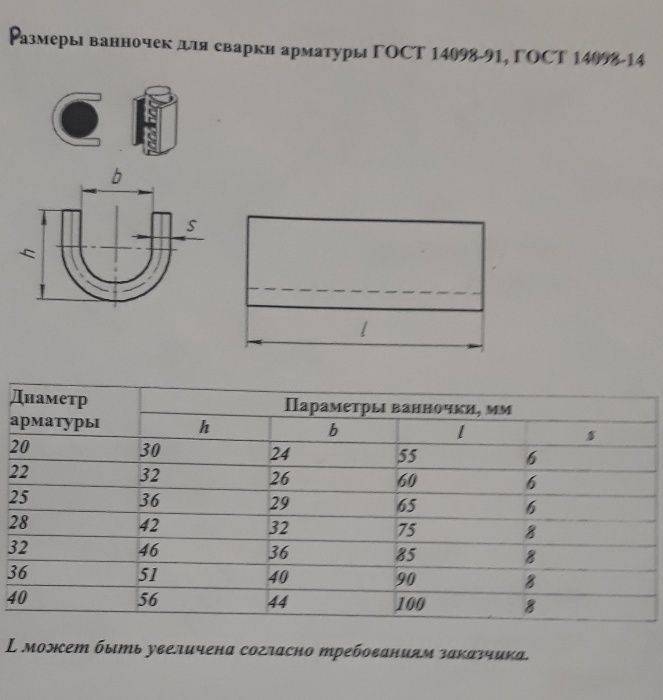
Изготовление ванночек для сварки арматуры ГОСТ14098
Вы можете сами распечатать на своем принтере наше предложение с ценами, выбрав те ванночки, которые нужны вам.
В форме, предложенной выше. Это удобно и быстро, никому звонить не надо.
занимается производством ТОЛЬКО ванночек для сварки арматуры. Изготовление проводится на специально разработанном для этого оборудовании. Вследствие чего мы производим ванночки эффективнее и дешевле других производителей.
Изготовление продукции проходит строго согласно регламенту ГОСТ 14098-2014 . Только у нас представлен большой запас изделий с нужными размерами и по доступной цене. Возможно изготовление продукции как по стандарту, так и по индивидуальному заказу предприятий.
Ванночки для сварки арматуры — незаменимые элементы в конструкции для соединения стержней арматуры, требуемые при превышении длины проката. Это незаменимый компонент в строительной сфере, создании сооружений разнообразного типа. Высокотехнологическая разработка в виде метода сварки в ванну обладает лучшей жесткостью, высокой точностью готового результата и длительным периодом эксплуатации.
Основная характеристика.
Ванночки для сварки арматуры- надежный вспомогательный элемент для гарантии создания качественного шва, после процесса сварки. Полученное в результате их эксплуатации соединение забирает большую часть всей нагрузки в созданной конструкции.
Готовое изделие используется при сварке стыкуемых концов арматуры, для того чтобы была использована арматура требуемой заданной длины. Метод также используется для соединения арматурных стержней. Данный процесс считается наиболее надежным. Главной особенностью сварки при помощи ванночек выступает непрерывность, обеспечивающая равномерное плавление.
Сфера применения
Ванночки для сварки арматуры, изготовленные согласно ГОСТ 14098-2014 используют сегодня при возведении массивных сооружений. Созданный шов выдерживает подвижные нагрузки, не нарушая целостности общей конструкции, чем соответствует всем требованиям отечественного и мирового стандарта. Ванночка используется как ограничитель в стыковке арматурных стержней. Она способствует получению между прутами уникального шва. Представленное изделие становится частью стыка и воспринимает любые нагрузки. Полученный каркас арматуры не потеряет жесткости и сохраняет в течение всего периода эксплуатации первоначальные высокие характеристики прочности.
Ванная сварки используется для:
Монтажа конструкций вертикального типа · Разнообразных частей –колон · Силового каркаса · Металлоконструкций из легированной стали
Невысокая стоимость ванночек и их высокая эффективность как армирующего материала позволяет значительно сэкономить затраты предприятия на покупку стержней и уменьшить процент отхода прутьев. А простой монтаж позволяет работать без закупки дополнительного оборудования.

Реализация готовой продукции
Для получения квалифицированной помощи специалиста и консультации по заказу обращайтесь к нам по телефону или по почте. Доставка готовых изделий проводится в любой регион с помощью «Деловых линий»
Сварка арматуры

Как правильно варить арматуру? Наверное, у большинства сварщиков арматура была самым первым рабочим материалом, ведь для ее сварки не нужна высокая квалификация. Так как арматура чаще всего используется в каркасах под бетон, то можно смело ее варить, т.к. последующее бетонирование скроит все огрехи.
Споры по поводу того, что лучше – вязать арматуру или варить продолжаются на строительных форумах давно и спор этот подпитывается недостаточной компетентностью ее участников. Знаний нет, а строить фундамент под дачу надо, что прикажете делать? Получается, строители экспериментируют над самими собой, потому что дом строят, преимущественно, своими руками и его надежность будут проверять на собственной шкуре
Некоторые участники спора, ощущая душой важность вопроса ставят его и вовсе ребром: а можно ли вообще варить арматуру? Ответ: можно как варить, так и вязать. Ростверки под дачное строительство преимущественно вяжут
При закладке фундамента под крупное строительство арматуру сваривают. Нормативная документация сварку арматуры под заливку бетоном не запрещает. Но ограничения могут накладываться по классу арматуры. Арматура класса от Ат-III до Ат-VII – сваривается без ограничений по ГОСТ 14098-91. А вот арматура А500С к сварке не рекомендуется по ряду причин, хотя де-юре она должна вариться без ограничений.
Как бы там ни было, помимо конструкций, которые вяжутся проволокой, есть и такие, которые имеют жесткий усиленный каркас, например, для выставления колон.
Рассмотрим, как правильно варить арматуру ручной дуговой сваркой в зависимости от типа соединения:
Если у вас арматура диаметром 10-12 мм, для ее сварки лучше использовать электрод 4 мм. У четверки больше коэффициент наплавленного металла. Старайтесь больше металла наплавлять на верхнюю арматуру, при этом меняя угол наклона электрода. В процессе часть металла будет стекать вниз, и сварочный шов получится более равномерный
Так же важно то, как вы заканчиваете это соединение. Ни в коем случае не отрывайте электрод резко от металла, но старайтесь плавным движением вернуть его назад вдоль шва
Такое соединение удобно тем, что его можно выставлять, как на ровной поверхности, так и на весу (положение одной арматуры относительно другой). Арматура прихватывается по торцам и центру. Такое соединение дает отличные пружинные свойства.
Стыковое соединение арматуры больше подходит для тех, кто собирается использовать ее в декоративных целях. Всем известна популярная в далеком прошлом решетка «Солнышко», которая устанавливалась на окна.
Для стыкового соединения нужна лучшая подготовка металла. По торцам снимаются фаски, и арматурные стержни устанавливаются с зазором для провара. Ребро на арматуре должно быть соблюдено по одной оси. После сварки арматура рихтуется, а шов зачищается болгаркой.
Соединение внахлест
В условиях отсутствия значительных нагрузок отрезки арматуры варят внахлест. Наиболее опасны для такого соединения деформации при изгибах.

Способ внахлест пользуется для второстепенных стыков, не несущих значительных перегрузок. Это соединение двух деталей в одной плоскости с заходом друг на друга от 150 мм, и последующая проварка мест стыковки с двух сторон.
Следует учитывать, что нахлест лучше делать как можно больше. Чем больше поверхность стыка, тем выше будет прочность соединения. При этом не рекомендуется проваривать стык более 300 мм.
Перед сваркой заготовки следует подготовить. Для более плотной стыковки деталей рекомендуется проточить лыску со стороны соединения и убрать ребра жесткости с прутков.
Так увеличивается плотность стыковки и площадь шва. С концов отрезков арматуры необходимо ржавчину металлической щеткой удалить окалину и ржавчину.
Нередко возникает ситуация, когда невозможно проварить стык со второй стороны. В этом случае шов будет ослабленным, а соединение ненадежным. В этом случае и при выполнении работ с фундаментами, требующих высокого уровня прочности, применяют ванную сварку.
Особенности и нюансы сварочного процесса
Сварка арматуры ванным способом имеет несколько дополнительных особенностей, которые обязательно нужно рассмотреть, перед тем как к приступать к работам. Данная технология считается простым процессом, но все же если вы хотите получить качественное и прочное соединение, то стоит тщательно подготовиться.

Сварка ванным способом имеет следующие особенности:
- Сварочный процесс должен выполняться в непрерывном режиме. Это имеет огромное значение для получения равномерного расплавления. Дело в том, что температурные показатели у некоторых видов металлов достаточно высокие, это занимает много времени для разогрева. За счет того что сварочные работы осуществляются в непрерывном режиме сталь расплавляется намного быстрее.
- На поверхности металлического изделия образуются пузыри из шлака и защитного газа. Для их выхода в ванночке необходимо сделать отверстие. Но все же шлаковые образования не считается чужеродными компонентами, они защищают швы от окисления.
- Технология ванной сварки арматуры предполагает появление защитной корки на поверхности соединения. Обычно ее образование указывает на соблюдение всех правил сварочного процесса.
- Сразу же после окончания сварки не нужно счищать защитную корку, необходимо подождать, чтобы расплавленный металл застыл. А пока деталь горячая ее можно слегка обстучать со всех сторон, это позволит устранить повышенное напряжение.
- При проведении сварки электрод не стоит удерживать в неподвижном состоянии на области стыка. Новички думают, что это будет способствовать тому, что тепловая энергия сможет самостоятельно разойтись по поверхности изделия и сталь равномерно расплавится. Во время процесса движения должны быть последовательными, совместно с этим сварщик должен захватывать нерасплавленные кромки.
- Скорость рабочего процесса не должна быть слишком медленной или слишком быстрой.
- Если во время сварки сварщик будет делать все слишком быстро, то он не сможет расплавить металла до требуемой температуры, а самое соединение выйдет низкого качества.
- Если сварщик будет медленным, то он не расплавит сталь равномерно. В результате этого она распределится в ванночке так, что готовый шов получится некачественным. Оптимальная скорость сварки указана в ГОСТах.
1 Плюсы и минусы сварки арматуры для фундамента
Сварка арматуры для создания каркасов с помощью контактной сварки имеет один существенный недостаток – понижение прочностных характеристик стержней в зоне разогрева.
Такое явление связанно с тем, что прочность стержней обеспечивается за счет предварительной закалки их структуры, а электроды при выполнении контактной сварки приводят к отпуску стали. В результате арматура для создания каркасов становится более хрупкой.
Кроме того полученное сварное соединение плохо реагирует на изгибы. Так, структура стержней марки а500с может деформироваться на этапе уплотнения бетона фундамента при использовании вибраторов.

Арматура марки a500с
При использовании сварки стержней ванным способом хрупкий шов может разрушиться при создании фундамента на податливых видах грунтов.
Если происходит просадка конструкции, то арматура из стали марки а500с подвергается изгибающим усилиям.
Это приводит к разрушению сварных соединений каркасов. В связи с этим не рекомендуется сваривать арматуру для фундамента на болотистых местностях.
Основное преимущество контактной стыковой сварки ванным способом заключается в высокой скорости проводимых работ
Особенно важно это при больших строительных объемах
Изготовление каркасов можно проводить, размещая прутья из стали марки а500с в продольном и поперечном направлениях.
Сваривать каркас можно в местах пересечения стержней. Преимущества соединения стержней из стали марки а500с контактной сваркой ванным способом заключаются в:
- низкой стоимости расходных материалов;
- малых временных затратах;
- возможности получения каркасов высокой прочности.
1.2 Как выбрать свариваемую арматуру?
Для создания каркасов бетонных фундаментов можно использовать арматуру из стали марки а500с. В большинстве случаев сваривать их необходимо контактной сваркой ванным способом.





Рекомендуется использовать изделия из стали с круглым сечением, а для неглубокого ленточного фундамента можно использовать пластины прямоугольной формы.
Выбор арматуры осуществляется по диаметрам. На современном рынке представлены стержни с сечением от 5 до 32 мм.
Следует учитывать, что чем больше сечение стержней, тем более прочным будет каркасное соединение.
Стоимость таких стержней будет дороже обычных, а потому выбор нужно делать с учетом прочности изделий и их стоимости.
Производя выбор стержней для фундамента, особое внимание уделяется их длине, с учетом которой можно просчитать расход изделий. Сейчас можно приобрести арматуру с показателями длины в 6, 9 или 11,7 м, а для ее гибки использовать специальный станок
Сейчас можно приобрести арматуру с показателями длины в 6, 9 или 11,7 м, а для ее гибки использовать специальный станок.
Выбор представленных изделий из стали должен быть обусловлен типом фундамента, а также характеристиками почвы.
Чем выше будет показатель несущей способности грунта, тем меньшего сечения арматуру можно использовать.
Для частного строительства можно использовать изделия с диапазоном сечений от 10 до 16 мм. Для фундамента, возведенного на слабонесущем грунте лучше применять изделия с толщиной не менее 16 мм.
Производя выбор подходящего расходного материала для каркасов, важно учитывать, что прутья с сечением в 10 мм не могут долгое время выдерживать нагрузку и их использование будет нерациональным
Алгоритм одноэлектродного метода
Для выполнения работ по закреплению различных изделий из арматуры А500С, самым лучшим способом будем ванная сварка при помощи медных накладок. Такая сварочная ванна выполняется без канавок для удержания металла, но внутренняя часть изготовлена с гладкой поверхностью, что позволяет легко пристыковывать арматуру.
Метод применяется при монтаже конструкций, находящихся под воздействием статических, вибрационных нагрузок. Сварочные аппараты могут использоваться с питанием от постоянного и переменного токов, главное, они должны быть достаточной мощности и производительности.
Ванную сварку начинают от одной из сторон, постепенно продвигаясь к центру. Электрод должен продвигаться медленно, совершая кольцевые движения или полумесяцем. Такой способ обеспечит равномерное заполнение полости ванночки и прогрева основного металла.
При плавлении, электрод опускают, обеспечивая образование наиболее короткой дуги. Металл поднимается к верхней кромке ванночки, полностью покрывая арматуру. После этого ванная сварка считается оконченной. Когда шов остынет, можно производить подгонку деталей.
При остановке ванной сварки надо обязательно отбить шлак и зажечь дугу на готовом крае шва. Это даст возможность надежно перекрыть место остановки и прерывания шва. Завершать шов следует посередине ванночки для предотвращения раковин и пустот. Такие места нужно очистить от шлака и проварить снова.
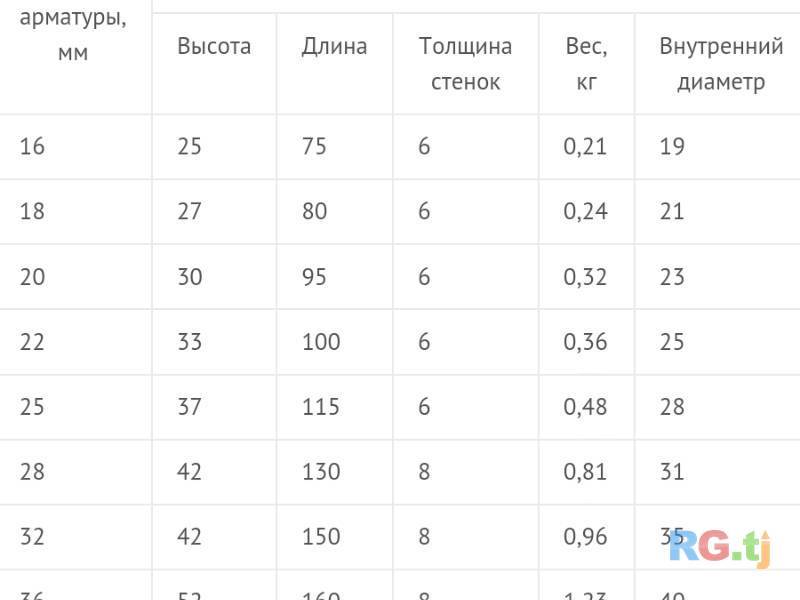
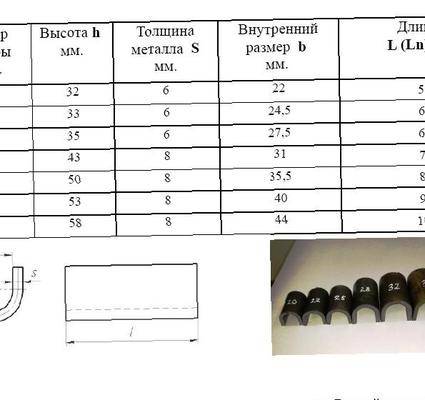
Описание
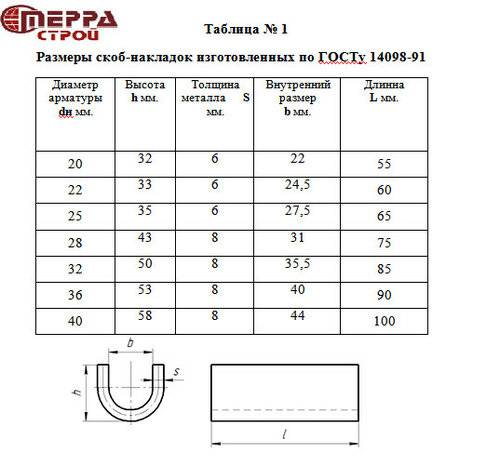
Завод изготовитель «СТК Конструкция» в Подольске делает ванночки для сварки арматуры не только по размерам указанным в таблице, но так же для различных типов соединений в соответствии с ГОСТ 14098-91.
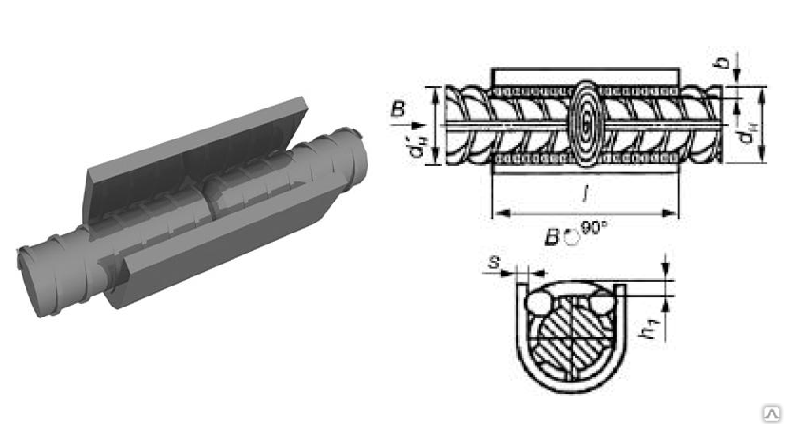
Типы соединений арматуры ванной сваркой: С14-Мп, С15-Рс, С16-Мо, С14-Мп, С15-Рс, С16-Мо, С17-Мп, С18-Мо, С19-Рм, С17-Мп, С18-Мо, С19-Рм, С24-Мф, С25-Мп, С26-Рс, С27-Мф, С28-Мп, С29-Рс, С30-Мф, С31-Мп, С32-Рс, а так же для типов соединений: Н2-Кр, Н3-Кп.
Современное строительство — это сложный технологический процесс, который нуждается не только в крупном оборудовании, но в небольших устройствах очень конкретного назначения. Этими устройствами являются, например, ванночки для сварки арматуры.
При строительстве каркасно-щитовым методом, который используется при возведении нестандартных и стандартных зданий, производственных цехов, сельскохозяйственных объектов, рабочим приходится сваривать арматуру разной длины, диаметра и типа.
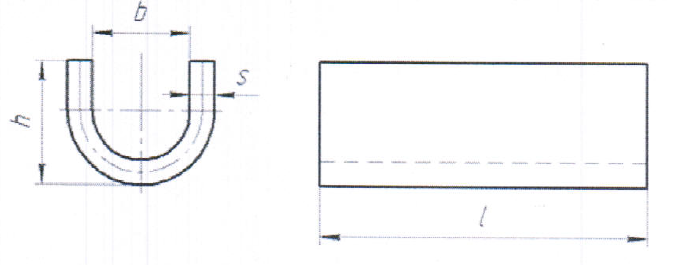
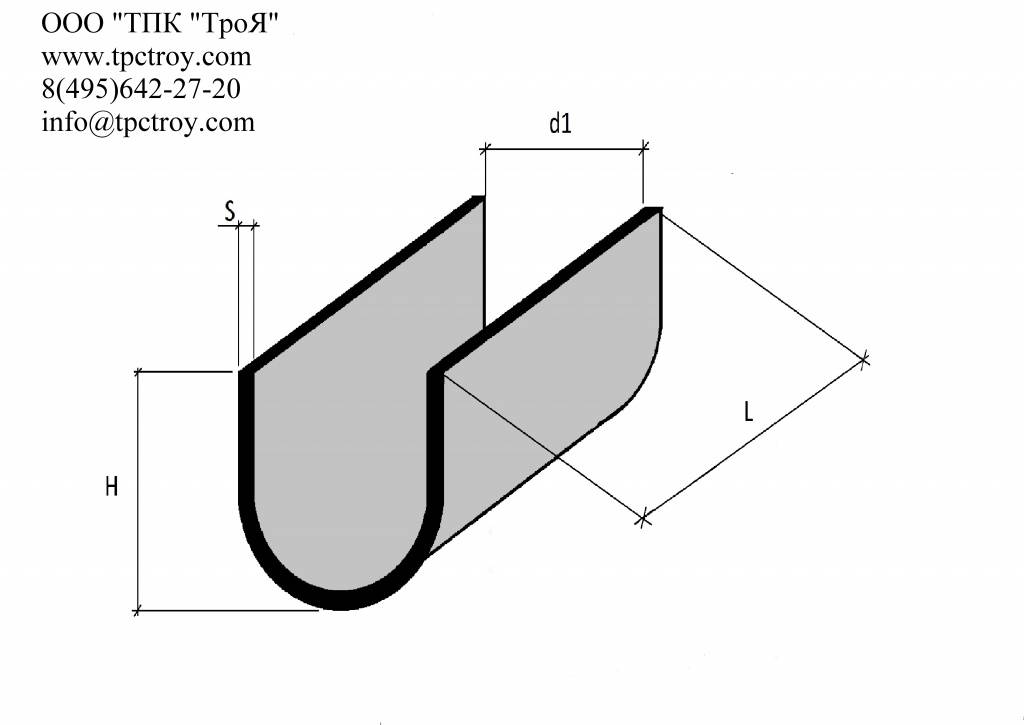
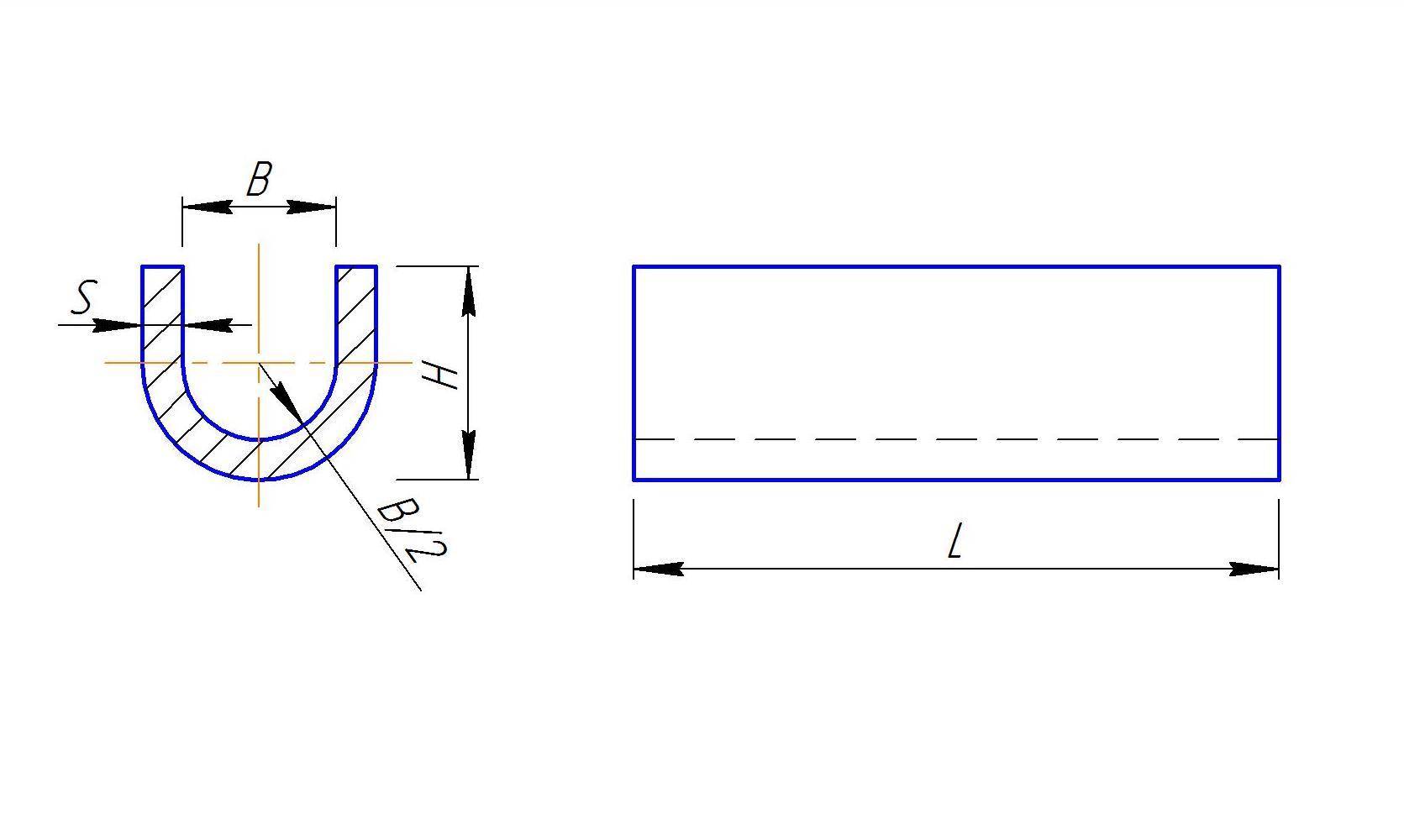
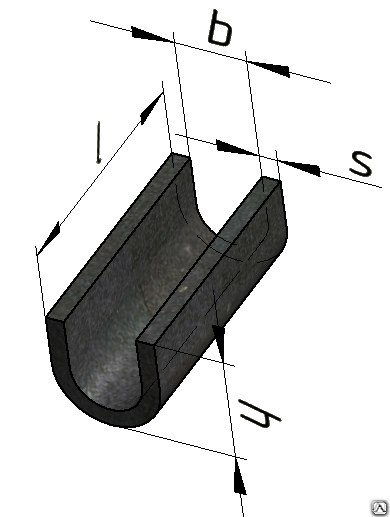
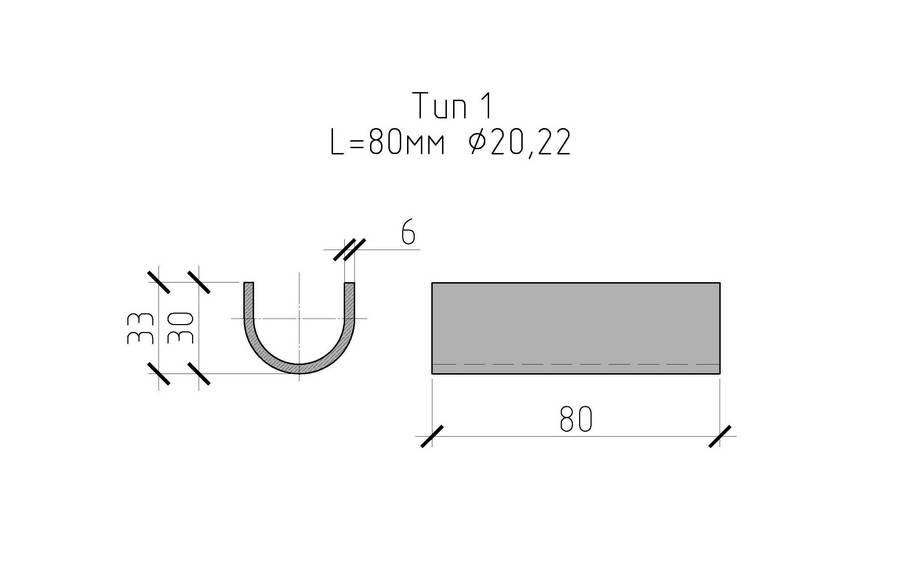
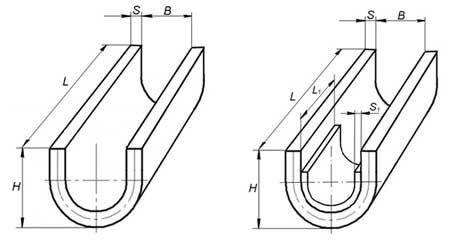
Тут не обойтись без ванночек для арматуры. Они могут иметь другое техническое наименование — их часто называют скобами-накладками. Они используются для стыковки нестандартных арматурных стержней длина которых превосходит прокатную. Изделия представляют собой вогнутую емкость, имеющую в поперечном сечении подковообразную форму. С помощью ванночек для сварки арматуры рабочие и сварщики создают единые силовые каркасы. Эти конструкции хорошо выдерживают проверку на прочность и жесткость по всей длине. Сварные ванны должны изготавливаться в заводских условиях на современном оборудовании, чтобы обеспечивать качество техпроцесса по ГОСТу или ТУ.
Достоинства
В сравнении с другими технологиями высокотемпературной стыковки арматуры, ванный метод имеет ряд преимуществ:
- метод применим для неподвижных частей металлоконструкций, нет необходимости их поворачивать для создания соединения по всей поверхности;
- в процессе расплава происходит равномерный, а не точечный разогрев прутков;
- диагностику шва можно производить доступным гамма-лучевым методом;
- для работы используется обычное сварочное оборудование;
- в результате сварки образуется качественное соединение;
- затраты на расходные материалы минимальные – стальная форма служит дополнительным ребром жесткости;
- подобрать формы под размер прутка достаточно просто, они выпускаются в широком ассортименте.
Меры безопасности
Сварка арматуры, как и других изделий и конструкций, требует соблюдения правил безопасности. Это является гарантией качественного осуществления работ и обеспечивает необходимый результат. Этап подготовки включает подгонку, зачистку и обточку торцов металлических изделий.
Исполнитель в обязательном порядке должен использовать средства защиты: маска, спецодежда и краги.
Оборудование должно быть исправным и иметь заземление. Недопустимо проводить сваривание в условиях высокой относительной влажности.
Особого упоминания требуют меры безопасности при проведении сварочных работ на высоте.
Как следует осуществлять на высоте
Сварочные работы на высоте следует выполнять в соответствии с правилами техники безопасности. Следует особо подчеркнуть несколько важных моментов:
- сваривание арматуры на высоте необходимо осуществлять с лесов, подмостей, навесных люлек или приставных лестниц, имеющих площадки с ограждениями и настил из несгораемых материалов;
- при невозможности установки вышеперечисленных средств, работы можно вести с ранее смонтированных конструкций с ограждениями, к которым можно прикрепить предохранительные пояса (они применяются при работах на высоте свыше 1,5 метров);
- при выполнении работ в несколько ярусов, необходимо присутствие ограждающих устройств. Щиты и настилы предотвращают попадания брызг металла и искр на работающих на нижних уровнях;
- сварщик должен использовать специальные приспособления для переноски инструментов и электродов, а также для сбора огарков;
- сварочное оснащение должно иметь защитное от брызг, пыли и осадков исполнение; если его нет – следует соорудить навес из несгораемых материалов;
- если никакой защиты нет, то сварочные работы во время дождя и снега не ведутся;
также работы прекращаются при гололедице и при ветре более 6 баллов;
кроме этого, существует порог по температуре, мороз ниже -30 градусов, работы проводить нельзя;
доступ к оборудованию должен быть безопасным и свободным;
если при работах используется несколько источников питания, то их следует располагать не ближе о,35 м. друг к другу;
сварочный трансформатор и ацетиленовый генератор должны находится на расстоянии 3 м. друг от друга;
сварочные провода следует располагать на расстоянии не менее 1 м. от трубопроводов с горючими газами;
транспортировка газовых баллонов осуществляется на специальных тележках или носилках, а подъем их на высоту нужно выполнять с помощью грузоподъемных механизмов в специальных крытых контейнерах;
баллоны при эксплуатации их на высоте должны находиться в специальных контейнерах, которые обеспечивают надежное крепление, исключают возможность падения баллонов с высоты, а также попадания на них брызг металла;
кислородные баллоны, редукторы и рукава при хранении и эксплуатации не должны соприкасаться со смазочными материалами, жирами и промасленной одеждой;
не допускается совместная транспортировка кислородных баллонов и баллонов с горючими газами;
длина рукавов не должна быть больше 30 м.;
исполнители должны иметь сертификацию на проведение соответствующих работ.
Технология ванной сварки
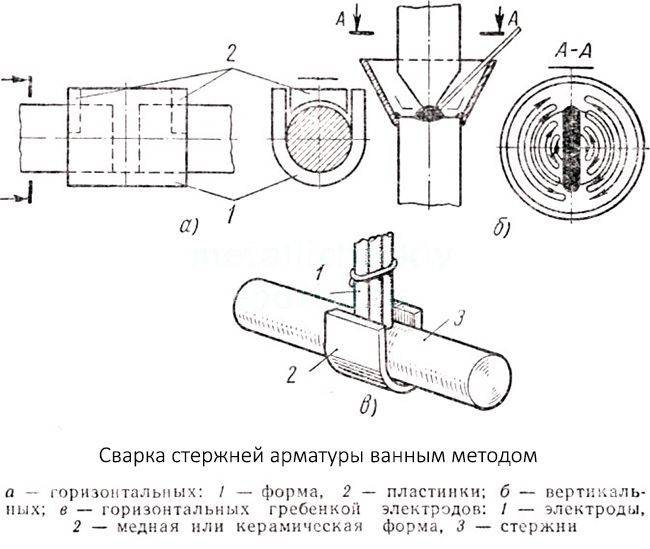
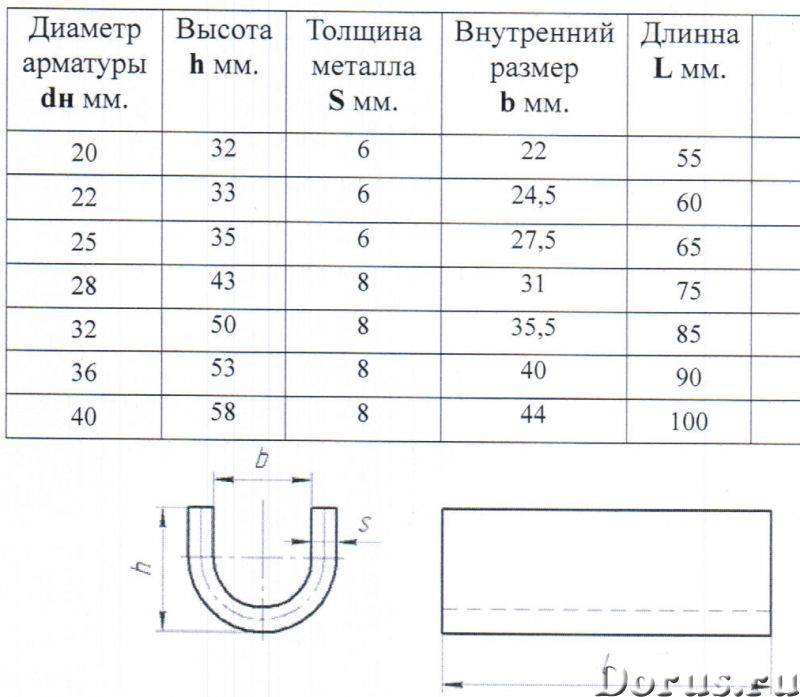
В основе технологии лежит процесс оплавления стальной арматуры, жидкий металл которой стекается и собирается в специальной форме, ее называют ванночкой. Изготавливают форму из стального низкоуглеродистого листа и приваривают к свариваемым электродам прихваткой. Ванночку можно сделать своими руками, а можно использовать уже готовые формы, которые изготавливаются в заводских условиях методом штамповки.
В зависимости от того, каков объем производимых сварочных работ, можно использовать три вида сварки ванным способом.
- Ручная сварка с использование стальной формы (ванночки). Сварочный процесс может производиться однофазной или трехфазной дугой.
- Применением полуавтоматов с использованием форм, сделанных из графита.
- Применение сварочных автоматов с использованием форм, сделанных из меди.
Ручная сварка
Эту технологию использует обычно, если соединяются между собой стальные арматурные стержни диаметром 20-100 мм. Для этого необходимо очень точно выставить два прутка на одной оси. Их смещение относительно друг друга не должно превышать половины диаметра самой арматуры. То есть, сварка ванным способом – это соединение двух арматур встык.

Какие еще требования предъявляются сварочному процессу.
- Сварку проводят только на зачищенных торцах арматурных прутков. Их надо зачистить железной щеткой до металлического блеска на расстояние 3 см от краев.
- Оставляется между стержнями небольшой зазор, не больше полутора диаметра используемого электрода. При трехфазной дуге зазор может быть размером в два диаметра электрода.
- Ванночка приваривается к нижней поверхности свариваемых арматурных стержней. То есть, своей формой она создает своеобразный резервуар, где и будет собираться расплавленный металл.
- При использовании трехфазной дуги для сварки необходимо кроме самой ванночки установить и боковые ограничители, чтобы расплавленный металл и шлаки не растекались по соединяемым пруткам.
Так обычно свариваются части стальной арматуры, расположенные в горизонтальной плоскости. Вертикальная стыковка производится точно также, только с некоторыми дополнениям. Для этого используется только штампованная ванночка. Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Процесс ванной сварки
После того как будут проведены все подготовительные работы, можно непосредственно переходить к сварочной операции. Все начинается с возбуждения электрической дуги, которая появляется после того, как электрод начнет касаться одного из арматурных стержней. Касание должно быть легким, потому что процесс расплавления металла происходит при больших значениях тока. А именно: если сварка производится электродами диаметром 5-6 мм, то используемый для соединения ток должен равняться 400-450 ампер. Если сварочный процесс производится при низких температурах, то ток придется увеличить на 10-15%.
Итак, поджог дуги произведен, теперь нужно проплавлять торец арматуры, о который дуга была зажжена. Как только на дне ванночки появится расплавленный металл в жидком виде, оплавление переносится на второй стержень арматуры. И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
Необходимо обращать внимание на уровень заполнения ванночки. Как только жидкий металл закроет собой стержни, нужно провести круговые движения электродом между свариваемыми стержнями. Это обеспечит равномерный прогрев жидкого металла перед остыванием
Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Это обеспечит равномерный прогрев жидкого металла перед остыванием. Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Понятно, что одним электродом эту операцию не провести, поэтому рекомендуется смену расходников проводить быстро. Сварщик должен за 5 секунд успеть и удалить остатки старого электрода, и вытащить новый, и установить его в зажим.
Точечная контактная сварка
В этом случае процесс стыковки стрежней происходит в автоматизированном и механизированном режиме. Контактная сварка арматуры считается самой быстрой, за счет повышенной производительности. Однако, у этого метода есть два весомых недостатка:
- Варить стержни можно только в цеху, соответственно выполнять сварочные работы непосредственно на объекте невозможно.
- Сварочное оборудование отличается большой массой, а аппараты расходуют много электроэнергии.
Технология контактной сварки основывается на том, что ток хорошо проходит через металлические тела. В местах, где сопротивление повышенное (в точках стыкования стержней) происходит большее выделение тепловой энергии, за счет чего прутки плавятся и соединяются.
Существует два способа сварки контактного типа:
- непрерывное оплавление (применяется при использовании арматуры высшего класса А-1);
- оплавление с перерывами, при учете предварительного нагрева прутков (применяется для остальных классов арматуры).
Если армирующий каркас сваривается с непрерывным оплавлением, то для этого потребуется плотность тока от 10 до 50 А/мм2. В этом случае на сварку уйдет не более 20 секунд (в зависимости от сечения стальных прутьев).

Также необходимо учитывать удельное давление зажимов, которое также будет зависеть от сечения и класса стержней. Например, для арматуры высшего класса А-1 потребуется давление от 30 до 50 МПа, а для стержней А-2 необходимо будет увеличить этот показатель до 60-80 МПа.
Полезно! Перед использованием губок для сварки их нужно зачищать или менять, так как от этого будет зависеть качество проводимых работ.
Сваренные швы, произведенные контактным методом сварки необходимо проверять визуально. Если поученный стык напоминает приплюснутую конструкцию, оснащенную бортиками между двумя концами стержней, то работа была выполнена качественно. Если же на стыке образовалась бочкообразная конструкция, то подобное соединение не будет надежным.




