

Риски и минусы бизнеса
Производство газобетонных блоков – прибыльный бизнес, но и здесь есть свои минусы:
- высокая конкуренция. Относительная простота запуска производства и небольшой перечень необходимых материалов сделали рынок насыщенным. Бороться с конкурентами следует улучшением качества собственной продукции;
- сезонность. Стабильный доход в данной отрасли практически невозможен. В период потребительской активности необходимо обеспечить стабильные поставки продукции. В этом случае упущенный день может стоить месячного заработка;
- отсутствие постоянной клиентской базы. Большинство клиентов делают только один заказ в период активного строительства. Относительно постоянный спрос наблюдается только у строительных компаний.
Для производства газобетонных блоков требуются знания технической стороны и наличия специального оборудования. При грамотном подходе к реализации бизнеса собственник быстро окупит вложенные средства при том, что сумма начальных инвестиций достаточно велика.
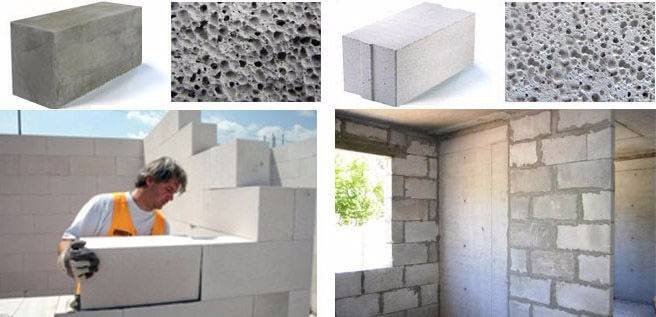
Способы кладки
Известно два главных метода, как класть газосиликатные блоки – на клей или на цементный раствор:
- Соединять газосиликаты клеем предпочтительнее, так как благодаря этому получается тонкий шов, который еще улучшает теплоизоляцию. Ширина шва не превышает 3 мм. Клей стоит больше цемента, но его использование полностью оправдывается маленьким расходом.
- При кладке газосиликатными блоками с цементом ширина просвета равняется примерно 9 мм, что существенно снижает плотность кладки стен, могут образовываться области с повышенным теплообменом – так называемые мостики холода. Впоследствии там формируется конденсат и грибки.
Цементный раствор рекомендуется использовать для кладки первого ряда газосиликатных блоков. Это позволит добиться хорошего сцепления между опорой и стеной, помогает сделать идеально ровными будущие стены из газосликатных блоков по горизонтали из-за более длительного время высыхания цемента в сравнении с клеем.
Преимущества и недостатки изделий
А теперь давайте рассмотрим основные преимущества изделий, изготовленных методом автоклавного твердения:
- Блоки – легкие, что значительно снизит нагрузку на основание здания.
- Изделия отличаются крупным размеров, что, несомненно, значительно ускорит процесс строительства здания.
- Как мы уже выяснили, материал – экологически чистый.
- Газобетон не горит и не вступает во взаимодействие с огнем.
- Изделия обладают завидными показателями морозостойкости, плотности и прочности, что позволит возвести долговечное строение с высокими эксплуатационными характеристиками.
- Низкий коэффициент теплопроводности способствует сохранению тепла в помещении в холодное время года и прохлады в жаркие дни лета. Также, это поможет снизить расходы на отопления дома.
- Невысокая цена материала – значительный плюс.
- Технология производства автоклавного газобетона не сложна. Никаких особых навыков при этом получать не придется. Все происходит в автоматическом режиме, в условиях управления процессом оператором.
 Преимущества газоблоков
Преимущества газоблоков
Недостатки заключаются в следующем:
- Газобетону свойственна гигроскопичность, то есть способность впитывать влагу и, причем, в большом количестве. Поэтому материал необходимо защищать о ограждать от ее пагубного воздействия. В противном случае, кристаллизируясь, она может начать разрушат структуру блока изнутри, нанося непоправимый вред изделиям.
- К газобетону плохо закрепляются различные элементы. Необходимо использовать специализированные метизы. А при желании закрепить особенно тяжелые предметы, узлы фиксации требуется планировать заранее на уровне проекта.
- Усадка материала – еще один весомый недостаток. На поверхности блоков зачастую образуются трещины.
- Хрупкость изделий. Газобетон не устойчив к механическим воздействиям, особенно это проявляется при транспортировке и в процессе работ.
Обзор производственного цикла
Теперь пришло время перейти непосредственно к рассмотрению производственного процесса. И начнем мы с обзора необходимого для начала работ оборудования и сырья.
Необходимый набор инструментов, оборудования и материалов
Сырье для изготовления газобетона:
- Цемент марки не ниже 400;
- Кварцевый песок;
- Чистая вода;
- Известь;
- Газообразователь, чаще всего алюминиевая пудра;
- Специализированные добавки, способствующие скорейшему твердению и повышающие показатели качеств материала.
Рецептура изготовления газобетона может быть различной. Точных пропорций не существует, имеются только лишь рекомендации. Пользуясь этим, некоторые производители, экспериментируя, выделяют таким образом свою продукцию среди остальных.
Газобетон изготовление: ориентировочные пропорции сырья
- Стоит также отметить, что на данный момент существуют смеси для изготовления газобетона.
- Продаются они уже в готовом виду (сухом), вам остается лишь добавить воду в нужном количестве.
- Подходят они как для заводского, так и для домашнего производства. Состав и пропорции сырья в них могут быть различными и зависят напрямую от производителя.
- Новичку, желающему изготовить газобетон самостоятельно, такие смеси могут даже помочь сэкономить. Благодаря правильному подбору компонентов, шансы на хороший результат возрастут.
Изготовление в домашних условиях газобетона требует наличие следующего оборудования и инструмента:
- Бетоносмеситель;
- Формы для блоков;
- Тара или корыто;
- Струна стальная;
- Весы.
Также можно использовать готовые мини-линии, однако затраты на покупку машин при этом значительно возрастут. Некоторое оборудование для изготовления газобетона в домашних условиях может быть частично заменено либо изготовлено своими руками.
Бетономешалка, изготовленная своими руками
Например, бетономешалку можно заменить на ведро и миксер, а формы изготовить самостоятельно из листового металла или листов фанеры.
Если говорить про заводское производство, то оборудование может использоваться нескольких типов:
- Мини-линии прекрасно подойдут для мелких предпринимателей и начинающих. Объем их производства может достигать 30 м3 в сутки. Трудозатраты при этом достаточно велики, производственный процесс отнимает много времени.
- Стационарная линия характеризуется значительно большим объемом производства, пониженными трудозатратами и частичной автоматизацией. Такое оборудование для изготовления газобетонных блоков стоит дороже, однако, как становится очевидным, продуктивность также выше.
- Конвейерные линии — практически полностью автоматизированы. Участие работников-минимально. Все процессы происходят под управлением нескольких операторов. Объем производства – достаточно велик и может достигать 180-200 м3 в сутки.
Технология самостоятельного изготовления
Рассмотрим поэтапно, что представляет собой изготовление блока газобетонного в домашних условиях:
- Первым этапом станет замес раствора. Ориентировочные рекомендуемые пропорции сырья следующие: 50-70%-цемент, 20-40%-кварцевый песок, известь, сульфат натрия и каустическая сода – около 1,5%, менее 1% -алюминиевая пудра.
При изменении пропорции компонентов будет изменятся плотность и теплопроводность материала. Все компоненты тщательно перемешиваются до образования однородной массы.
- Далее смесь размещают в формы. Спустя некоторое время начинается процесс газообразования, поэтому форму наполняют не полностью, во избежание перетекания раствора за ее границы.
- Излишки раствора удаляются и изделия накрывают теплоизоляционным материалом.
- Спустя 1-2-е суток, можно произвести распалубку блоков.
- В последующем, блоки будут дожидаться технической зрелости в течение 28 дней.
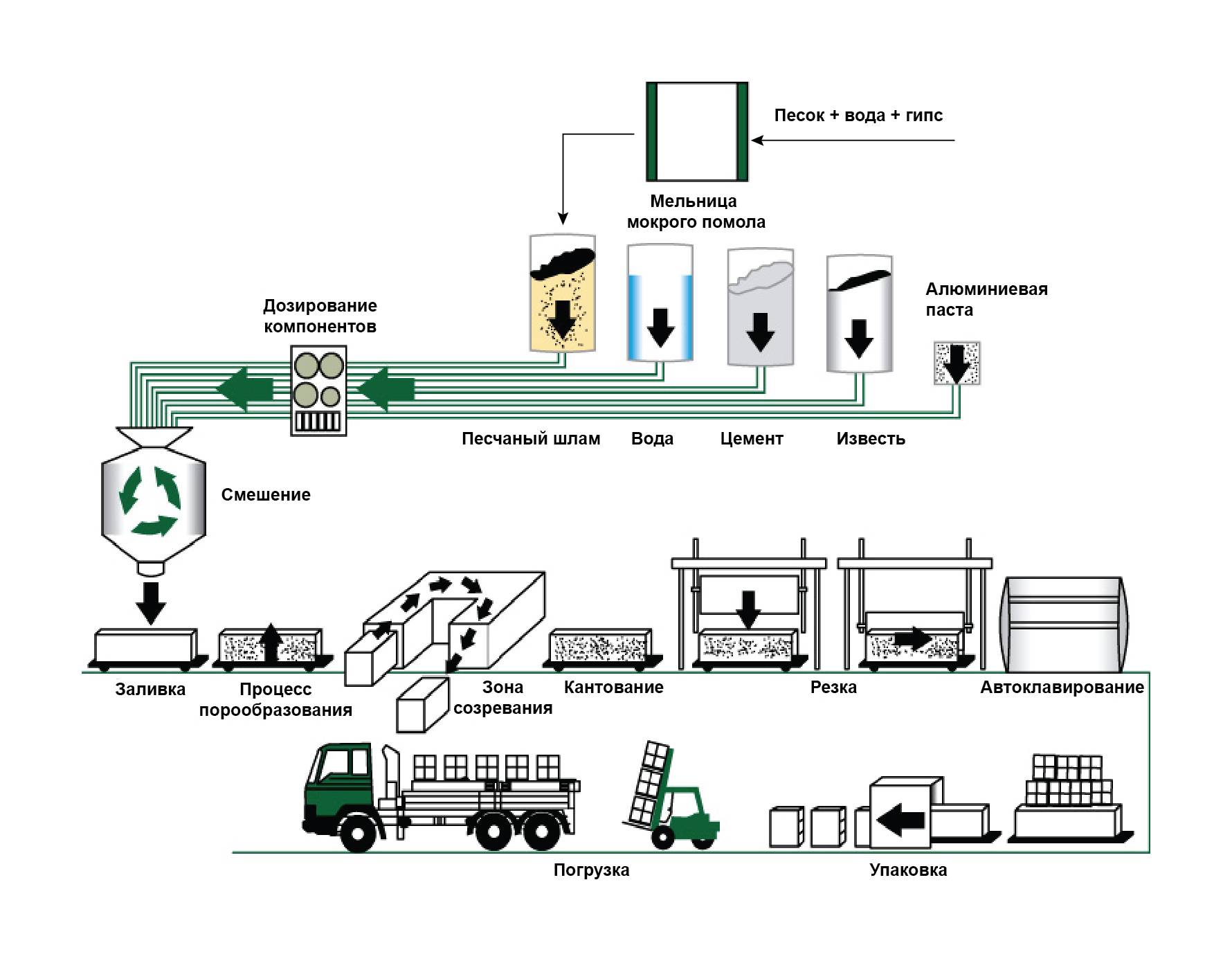
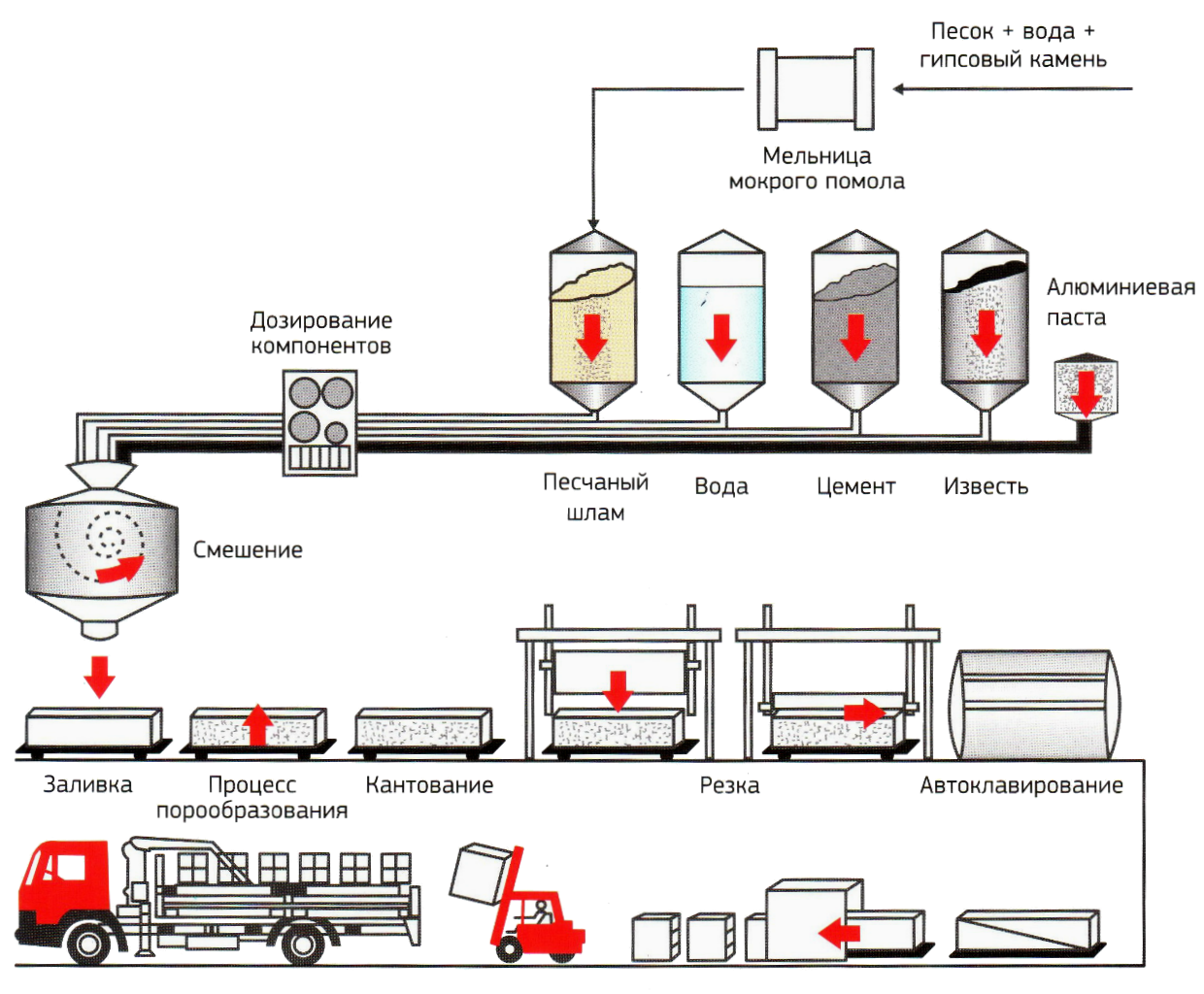
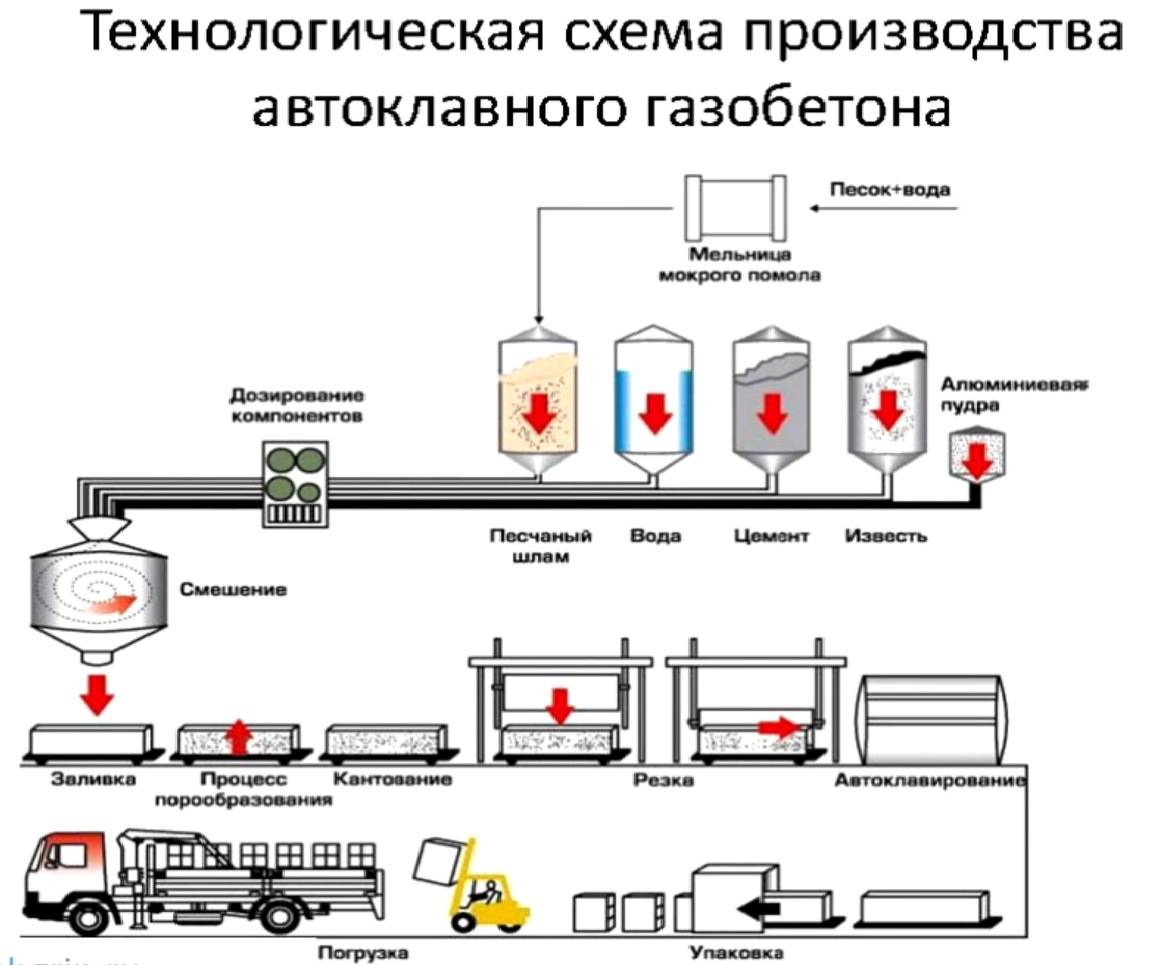
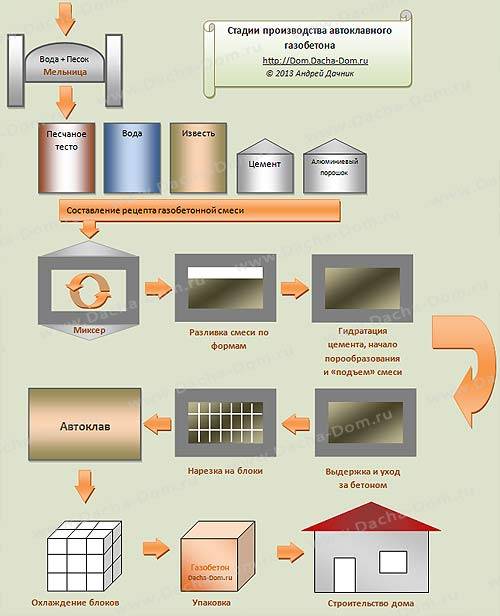
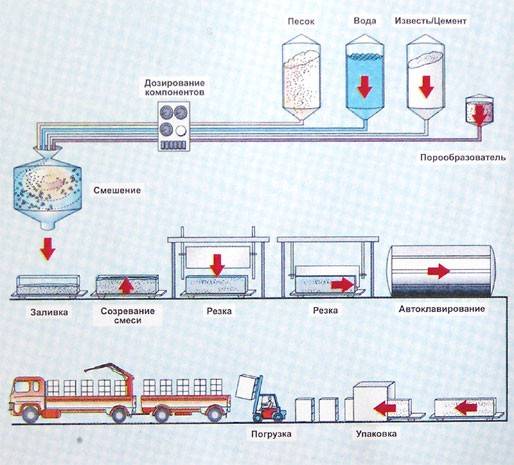
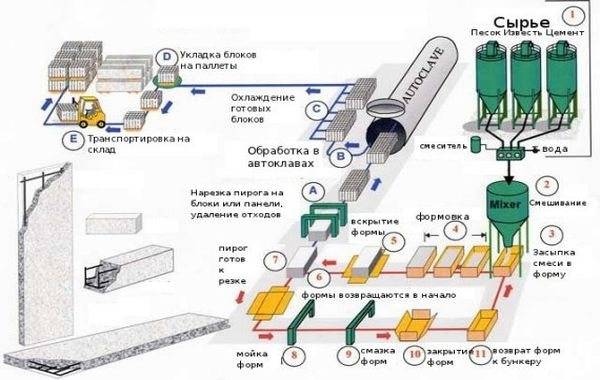
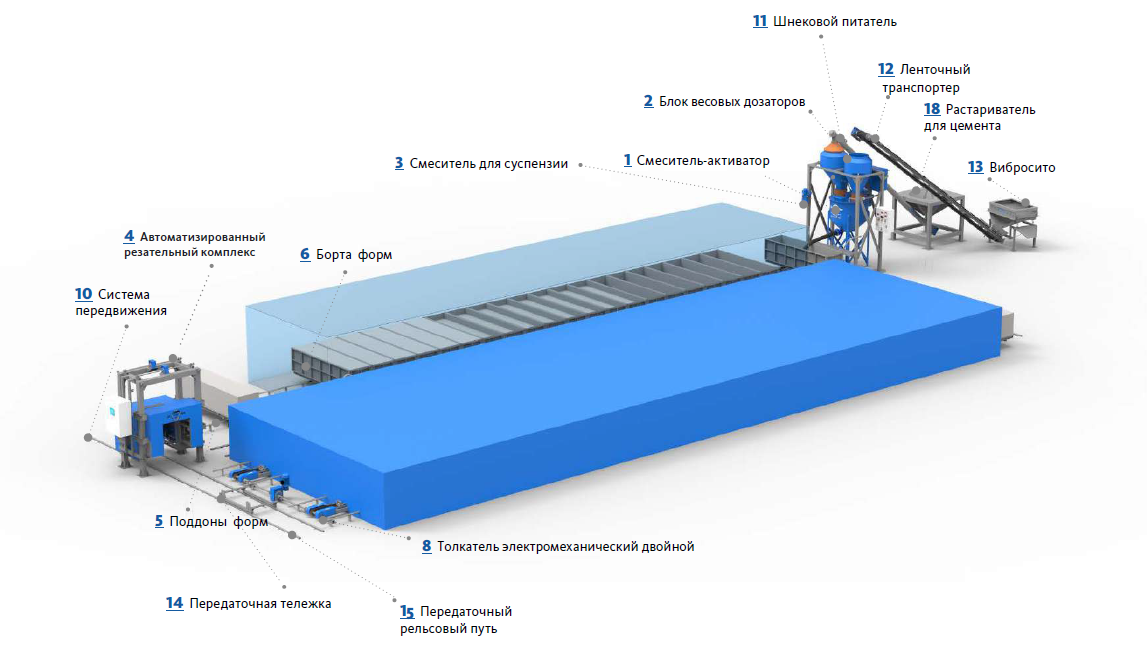
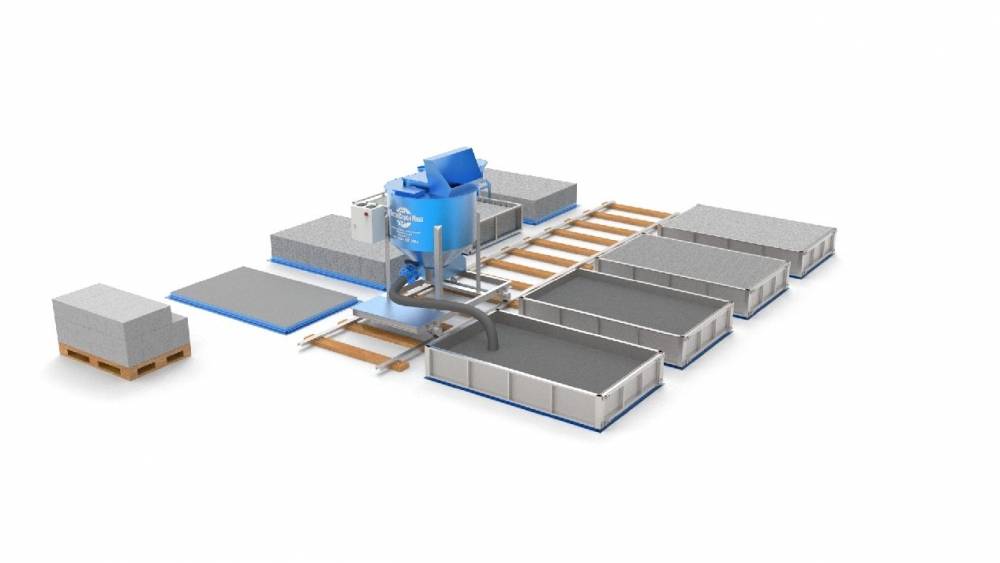
Производство газобетона в условиях завода
Технология изготовления газобетона автоклавного крайне схожа с вышеописанной, однако при этом применяется специальное автоматизированное оборудование.
Рассмотрим подробнее процесс:
- Подача сырья осуществляется в автоматическом режиме в нужном количестве. Дозировку осуществляет дозатор компонентов.
- При помощи смесителя замешивается раствор, который отправляется в форму, обычно, в заводских условиях это –единый пласт.
- После процесса газообразования, блочный массив подвергается кантованию и резке на нужные типоразмеры.
- Последним этапом является обработка изделий в автоклаве.
Видео в этой статье содержит исчерпывающий ответ на все вопросы, которые могут возникнуть в процессе производства газобетона.
Состав и технология производства газобетонных блоков
В состав газобетона входят:
- Песок, преимущественно кварцевый, около 70 %.
- Портландцемент 8 – 10 % с высоким содержанием силиката кальция (от 60 %).
- Вода.
- Негашеная известь до 20 % с большим содержанием оксидов магния и цинка.
- Гипс 2 %.
- Пудра из алюминия 2 % – порообразующий компонент. Чаще используют пасты и суспензии из алюминия, так как при добавлении порошка в чистом виде образуется много пыли.
Хлорид кальция добавляют для ускорения процессов затвердения материала. Если добавить армирующие волокна, газобетон получится более прочным. Тогда из него можно делать плиты перекрытия, перемычки. Иногда в состав газосиликатных блоков вводят отходы металлургического производства – золу и шлаки.
Точные состав и пропорции, из чего делают газосиликатные блоки, определяются ГОСТом и зависят от целей строительства. Чтобы получить нужный вид газобетона, закладывают компоненты в соответствующих пропорциях. Процентная доля пор в газобетоне определяет вес и прочность готовой плиты, колеблется в большом диапазоне:
- От 38 % для получения прочных строительных блоков.
- Около 52 % в облегченных плитах, предназначенных для межкомнатных перегородок, надстроек над готовым зданием – мансард, верхних этажей, одноэтажных легких хозяйственных построек.
- До 92 % для получения плит как теплоизоляционного или отделочного материала, на которые не предусмотрены функциональные нагрузки.
Подготовка компонентов смеси осуществляется на отдельных технологических установках (шаровых мельницах), перемалывающих гипс, песок и другие компоненты до состояния шлама плотностью 1,71–1,72 кг/л.
Мощность данного оборудования позволяет перерабатывать 25 тонн прямого шлама в час. Дозировка компонентов выполняется при помощи компьютерного оборудования полностью в автоматическом режиме на основе конкретной рецептуры. Помимо массы учитывается также плотность и температура отдельных элементов смеси.
Корректировка данных показателей производится путем добавления теплой или холодной воды из резервуаров, которыми оснащена смесительная башня.
Приготовление алюминиевой суспензии осуществляется на отдельном участке и добавление ее в смесь происходит через высокоточный весовой дозатор.
Газобетонные блоки торговой марки Bonolit производятся из натуральных компонентов. Для создания смеси используется известь, гипс, кварцевый песок, вода, а также цемент и газообразующие компоненты (алюминиевая паста или пудра).
Наличие газообразователя в смеси дает возможность создать сквозные равномерные ячейки в структуре готовых изделий, что снижает их массу и теплопроводность. Для формирования однородного состава используется специализированное оборудование (шаровые мельницы, шламбассейны и т. д.).
Сравнение материалов
Чтобы детально сравнить оба строительных материала, следует ознакомиться с основными преимуществами и недостатки одного перед другим.
Плюсы газосиликата перед газобетоном
Сырьевой состав блоков определяет их свойства, которые являются основными параметрами для сравнения. От взаимодействия компонентов сырья зависит равномерность распределения образованных пузырьков воздуха.



В этом газобетонные изделия уступают газосиликатным блокам. За счет такой равномерности повышается прочность автоклавного блока, поэтому стены из него практически не дают усадки и не растрескиваются. Это качество определяет возможность использования газосиликатов при создании несущих перегородок, возведении домов высокой этажности. При этом плотность материала 600 кг/м3 и выше. Из газобетона можно построить двух- или трехэтажный дом только, если его плотность будет составлять 800-900 кг/м3. Более однородная структура газосиликатного изделия повышает его шумоизоляционные свойства, поэтому при строительстве зданий с хорошей защитой от шума следует выбирать именно этот материал. Благодаря автоклавной обработке у газосиликатных блоков более ровная и гладкая поверхность приятного белого цвета. Стеновой материал можно не декорировать, что позволит сэкономить на отделке. По тепло- и звукоизоляционным характеристикам газосиликат немногим превосходит второй продукт. Это также позволяет экономить на расходных материалах.
Изготовление газобетона
Итак, разобравшись как делают газобетонные блоки, можно прийти к заключению, что в домашних условиях получится изготовить только неавтоклавный материал. Надо сказать, что при точном соблюдении технологии, и использовании качественных компонентов, можно получить блоки с отличными характеристиками.
Процесс изготовления газобетонных блоков своими руками состоит из нескольких этапов:
- Приготовления бетона в соответствии с определенными пропорциями.
- Заливки форм;
- Выдержке изделия и извлечении из форм.
Бетоносмеситель
Оборудование
Изготовление неавтоклавного газобетона, как уже было сказано выше, не требует сложного оборудование, однако, некоторый необходимый минимум все же имеется:
- Бетоносмеситель–без него не получится качественно размешать раствор и смешать его с газообразователем.
- Формы – чтобы придать изделию правильные геометрические размеры.
- Металлические струны – нужны для обрезки излишков раствора с верхней части форм.
Формы
Прежде чем приступить к изготовлению блоков, следует подготовить формы.Их можно купить либо сделать самостоятельно. Для этого понадобятся доски с тщательно оструганной одной стороной.
Из этих досок надо собрать деревянный пенал, внутрь которого вставляются перемычки. При помощи таких вставок, внутреннее пространство пенала делится на отсеки. Перемычки можно сделать из фанеры. Для их фиксации в досках выполняются пропилы.
Как несложно догадаться, от размеров ячеек будут зависеть габариты блоков.Определившись с размерами ячеек, можно заранее подсчитать, сколько газобетонных блоков в 1м3, при необходимости размеры можно подкорректировать.
На фото — формы для газоблоков
Для ускорения процесса изготовления материала, желательно сделать несколько форм всех необходимых типоразмеров.Предварительно следует сделать расчет газобетонных блоков, в соответствии с которым подготовить оптимальное количество форм.
Приготовление раствора
Состав газобетонных блоков довольно простой:
- Портландцемент;
- Кварцевый песок;
- Вода;
- Добавки –алюминиевая пудра, известь, сульфат натрия.
Для получения качественной смеси, необходимо строго соблюдать пропорцию:
| Портландцемент (марка зависит от желаемой прочности блоков, но не ниже М400) | 100 кг |
| Кварцевый песок | 180 кг |
| Сульфат натрия | 0,5 кг |
| Каустик | 1,5 кг |
| Алюминиевая пудра | 0,4 кг |
| Вода | Около 60 л |
Алюминиевая пудра для газобетона
Инструкция по приготовлению раствора выглядит следующим образом:
- В первую очередь смешивается цемент и песок.
- Далее в состав добавляется вода, и смесь тщательно перемешивается.
- Постепенно в раствор добавляются другие компоненты и хорошо перемешиваются.
- В последнюю очередь засыпается алюминиевая пудра.
Надо сказать, что этап приготовления раствора является наиболее ответственным, так как подгадать удачные пропорции очень сложно, и сделать это можно лишь опытным путем. Пропорции во многом зависят от качества песка, марки цемента и остальных компонентов. Даже вода влияет на ход химической реакции, которая происходит при добавлении газообразователя.
Поэтому не существует какой-то конкретной рекомендации по изготовлению газобетона в домашних условиях.
Заливка форм
Заливка
Заливка форм является довольно простым процессом, однако, требующим определенной аккуратности и внимательности. Заполнять формы следует до половины, после чего, в результате химической реакции, состав начнет подниматься.
Увеличение в объеме происходит обычно в течение 5 – 8 минут. Время реакции зависит от температуры окружающей среды. Спустя некоторое время начнется обратный процесс, т.е. масса немного опустится.
Когда положение массы стабилизируется, верхнюю бугристую часть следует обрезать при помощи металлической струны. Затем состав должен выдержаться до отвердения бетонного изделия, на это обычно уходит 20-24 часа.Спустя данный промежуток времени, блоки надо извлечь из форм и поставить на ровное место до полного затвердевания.
После успешного выполнения первой партии блоков, следует выполнить расчет количества газобетонных блоков, необходимого для строительства. После этого процедуру следует в точности повторить.Вот и все основные нюансы изготовления газобетонных блоков, ознакомившись с которыми, можно самостоятельно обеспечить строительство необходимым стройматериалом.
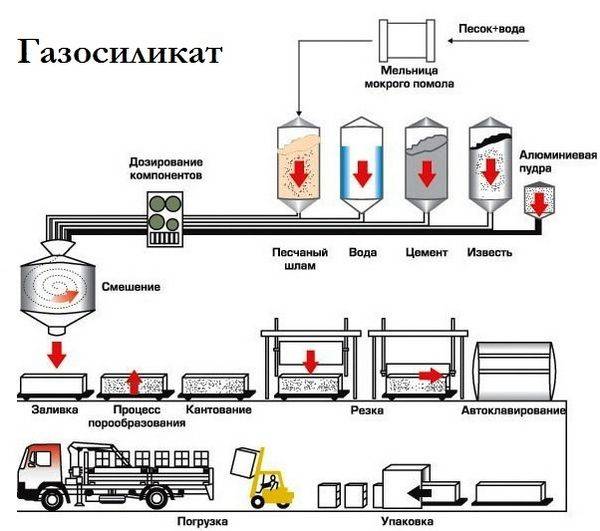
Особенности технологии
Основной смысл производства газосиликатных блоков заключается в создании силикатной смеси, куда дальше добавляется алюминиевая пудра. За счет образующейся реакции между компонентами происходит появление силикатной пены. Она после проведения автоклавной обработки увеличивает свою прочность. В итоге получается продукт, нарезающийся на готовые блоки нужного размера. Особенностью таких изделий является использование для их приготовления только натуральных и экологически чистых материалов. Поэтому изделия получают свои свойства за счет перемешивания цемента, песка, извести, а также гипса с алюминиевой пудрой.
Реакция, извести, которая возникает после добавления алюминиевой пудрой, приводит к вспениванию раствора, что позволяет получить пористую структуру материала. А применение специального оборудования дает возможность регулировать размер пор, а также получить разные по своим характеристикам газосиликатные блоки. К тому же технология производства газосиликатных блоков проста и не предполагает больших затрат для создания небольшого производства. Но если потратиться, то весь процесс может быть сделан автоматизированным и состоять из высокотехнологичных линий.
При изготовлении газосиликатных блоков, их плотность, размер ячеек, а также иные параметры можно изменить за счет коррекции состава, с учетом строгого соблюдения пропорций. После создания самой смеси, она на 4 часа оставляется в форме, где при температуре 40 °C происходит процесс образования пор. Рабочие параметры изделий зависят напрямую от качества выполнения всех этапов его производства. Преимуществом этой технологии в том, что она полностью безотходна.
Для усиления прочностных характеристик материала его помещают в автоклавы, которые являются специальными камерами, где изделия подвергаются термообработке в условиях высокого давления. Если этого не делать, то готовые блоки имеют меньшие показатели жесткости.

Где применяют газосиликатные блоки
Сфера применения газосиликата лежит в таких направлениях:
- теплоизоляция зданий,
- постройка зданий и несущих стен,
- изоляция теплосетей.
По своим качествам газосиликатные блоки имеют много общего с пенобетоном, но при этом превосходят их по механической прочности.
В зависимости от плотности материала. различают несколько областей применения:
- Плотность блоков от 300 до 400 кг/м3 сильно ограничивает их распространение, и подобные блоки чаще используются в качестве утеплителя для стен. Низкая плотность не позволяет использовать их в качестве основы для стен, так как при значительной механической нагрузке они разрушатся. Но в качестве утеплителя низкая плотность играет свою роль, поскольку чем плотнее прилегают к друг другу молекулы — тем выше становится теплопроводность и холоду проще проникнуть в помещение. Поэтому блоки с малой теплопроводностью обеспечивают более эффективную теплоизоляцию,
- блоки плотность в 400 кг/м3 нашли свое применение при строительстве одноэтажных зданий и рабочих помещений. За счет повышенной прочности блоков и их более низкого веса расходы на обустройство фундамента значительно снижаются,
- блоки плотностью в 500 кг/м3 чаще используются при возведении зданий высотой в несколько этажей. Как правило, высотность здания не должна превышать отметку в три этажа. Подобные блоки, в непосредственной зависимости от климата — либо не утепляются вообще, либо требуют традиционных методов утепления.
- наиболее оптимальным вариантом для постройки высотных зданий является использование блоков с плотностью в 700 кг/м3. Подобный показатель позволяет возводить высотные жилищные и производственные здания. Благодаря более низкой стоимости возводимые стены из газосиликатных блоков вытесняют традиционные кирпичные и изготовленные из железобетона.
Чем выше плотность — тем хуже показатели теплоизоляции, поэтому в таких зданиях потребуется дополнительная изоляция. Чаще наружную обеспечивают с помощью плит из пенопласта или пенополистирола. Этот материал отличается низкой ценой и при этом обеспечивают хорошую теплоизоляцию помещения в любое время года.






За последнее время позиция газосиликата, как одного из самых востребованных при строительстве материалов, значительно укрепилась.
Относительно малый вес готовых блоков позволит значительно ускорить постройку здания. К примеру, блоки газосиликатные, размеры которых имеют типовые значения, по некоторым оценкам снижают трудоемкость при монтаже до 10 раз по сравнению с кирпичом.
Стандартный блок с плотностью в 500 кг/м3 с весом в 20 кг способен заменить 30 кирпичей, суммарная масса которых составит 120 кг. Таким образом монтаж блоков на здания с малой этажностью не потребует специальной техники, снизит трудозатраты и затрачиваемое время на постройку здания. По некоторым оценкам, экономия времени достигает снижения в затрат по нему 4 раза.
Технология
Основные компоненты, из которых изготавливаются газосиликатные блоки: цемент, песок известь, вода и алюминиевая пудра.
Для того чтобы в смеси начали образовываться пузырьки, в нее добавляется алюминиевая пудра, в результате чего выделяется водород и образуются пузырьки.
Для получения материала высокого качества, пузырьки должны равномерно распределяться по всему объему и быть одинакового размера.
Для автоматизации процесса производства газосиликатных блоков используют автоклавы, в которых обеспечивается давление от 8 атмосфер и температура около 170 градусов.
Твердение смеси может происходить и в естественных условиях, от способа изготовления будут зависеть эксплуатационные характеристики материала. Чтобы получить блоки максимальной прочности, необходимо обязательно использовать автоклав.
Для частного строительства одноэтажных домов или подсобных помещений, будет достаточно блоков изготовленных неавтоклавным способом, затраты на их производство минимальные.
После создания смеси, она заливается в формы и в них твердеет, после чего нарезается по размеру.
Армирование
Для увеличения прочности, в состав добавляют модифицированные добавки, армирующие волокна. Чтобы сократить время твердения материала, в смесь добавляют хлорид кальция.
Такие блоки подойдут для кладки стен одноэтажных зданий или для межкомнатных перегородок.
Основные составляющие
Рассмотрим состав, а также оборудование для проведения работ по изготовлению газобетона.
Покупка готовых блоков, с учетом доставки их на место, обойдется значительно дороже
Материал или ингредиенты для газобетона:
- вода;
- известь;
- кварцевый песок;
- цемент;
- алюминиевая пудра.
Все материалы, которые используются в изготовлении газобетона, не выделяют токсических веществ. Благодаря этому стройматериал безопасен для здоровья людей и может быть использован для постройки жилых помещений. Качественное оборудование и доступные компоненты делают процесс производства газобетона быстрым и удобным.
Где вы предпочли бы жить: в частном доме, или квартире?
В последние годы такая продукция имеет повышенный спрос с возрастающими процентами продаж. Часто оборудование для изготовления газобетона становится стартом – началом собственного бизнеса со стабильным доходом.
Как сделать своими руками?
Для изготовления газобетона в домашних условиях требуется:
Подготовить формы-заготовки, которые можно купить либо сделать самостоятельно. Для этого берутся ровные гладкие доски, которые сколачиваются в виде пенала. Внутри устанавливаются перемычки по размерам будущих изделий. Перемычки можно сделать из водонепроницаемой многослойной фанеры.
Смазать поверхность формы отработанным машинным маслом, разведённым в воде соотношением 1:3 (1 – масло, 3 – вода). Такая процедура выполняется перед каждой новой заливкой формы.
Приготовление смеси. Чтобы получился качественный раствор, ингредиенты добавляются постепенно, маленькими порциями. Перемешивание должно быть каждые 5 минут. Например, можно взять 100 кг цемента, 180 кг песка, 60 л воды, а затем в перемешанную смесь добавить 0,5 кг натрия сульфата, 1,5 кг каустика. В самый последний момент в смесь всыпается 0,4 кг алюминиевой пудры (по чуть-чуть).Затем весь раствор тщательно перемешивается ещё около 1 минуты. Реакция после добавления газообразователя начинается примерно через 5-10 минут после последнего перемешивания и длится в течение 15-30 минут. Процесс порообразования не должным быть слишком интенсивным или медленным, иначе, в изделиях не получится равномерная структура пор.
Заливка по формам. Раствор заливается в заготовки только до половины, поскольку в результате реакции масса начнёт увеличиваться в объёме примерно вполовину, а затем обратно давать усадку. Если залить форму до краёв, то раствор выльется наружу. Чтобы все блоки получились одинаковой высоты и не дали усадку, форма-заготовка должна быть прогрета по всей длине одинаковой температурой
В процессе застывания материала важно избегать сквозняков.
После окончания процесса порообразования, струной аккуратно срезается верхняя часть с буграми
Затем блоки остаются в формах ещё на 24 часа до затвердевания, после чего они вынимаются и осторожно переносятся на другую площадку до полного застывания изделий (в течение месяца).
Информацию обо всех тонкостях самостоятельного производства можно найти тут.
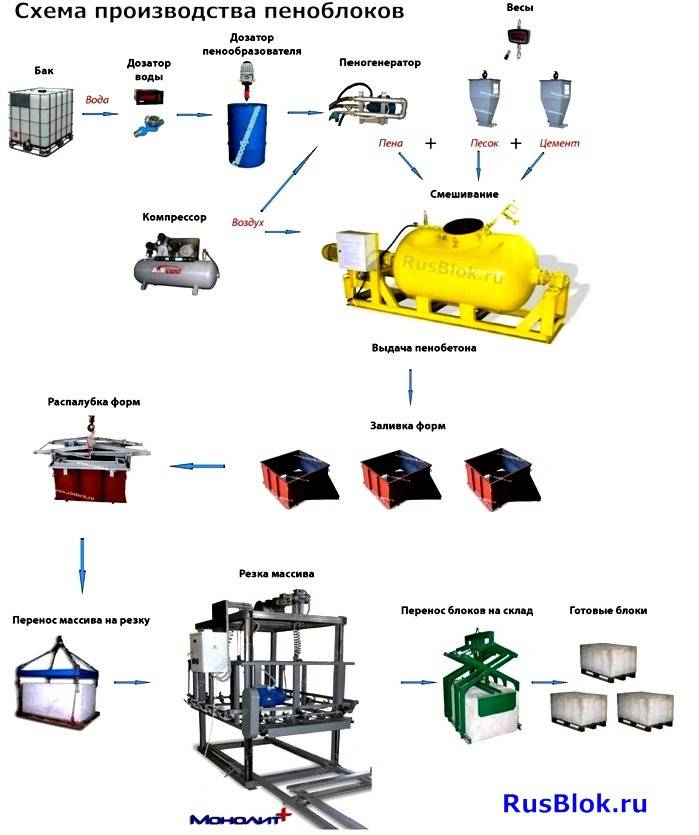
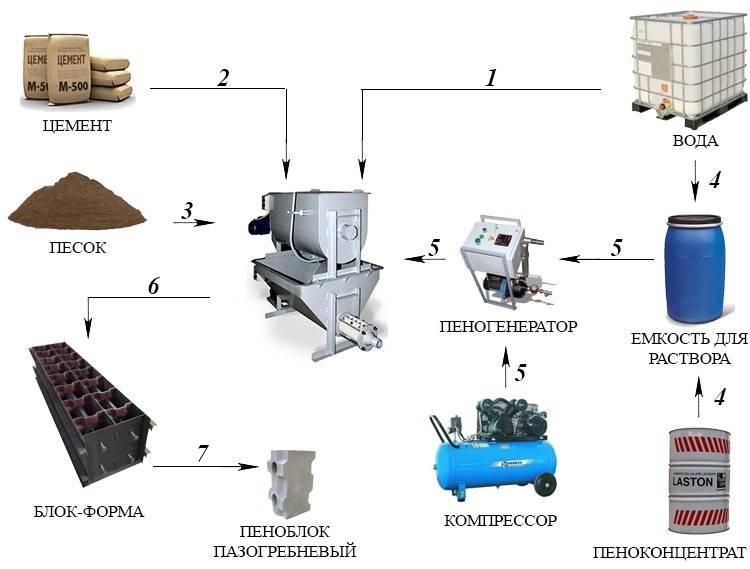
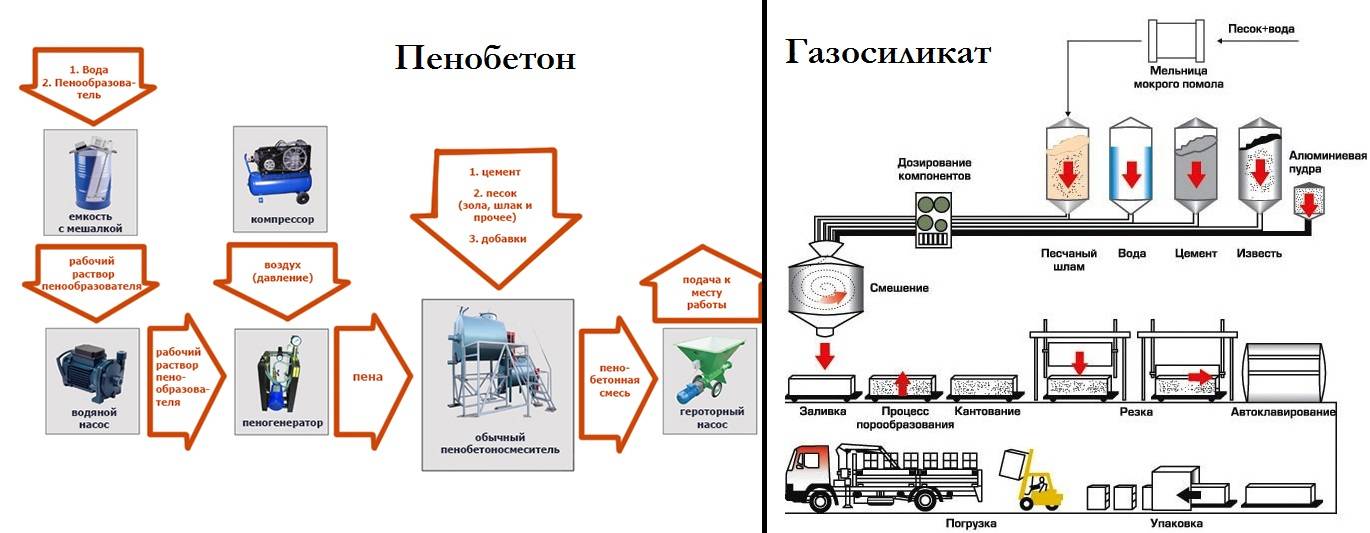
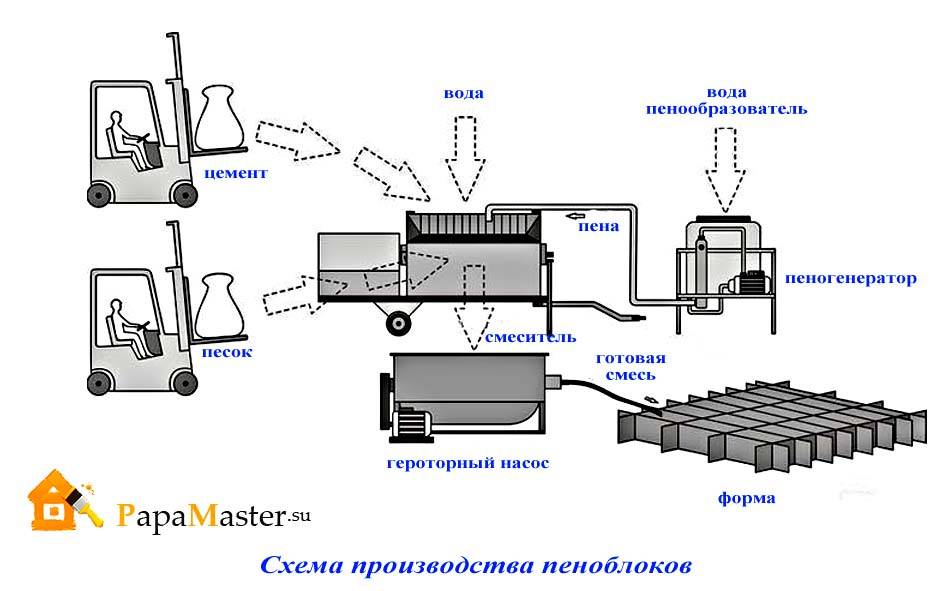
Особенности технологии производства пенобетона
Для производства пенобетона нужно использовать оборудование:
- смеситель ингредиентов;
- пеногенератор;
- литьевые или вибрационные формы;
- ленточно-пильные станки.
Пеногенератор образует пену, ее подают в смеситель, где она перемешивается с цементом и песком. По завершении процесса механического перемешивания бетонная смесь разливается в формы. После отверждения полуфабриката на ленточно-пильных станках изделиям придается конечная форма.
Поры внутри пенобетона довольно крупные, они распределены по массе довольно неравномерно. Плотность варьирует от 400 до 1200 кг/м3. Повышение плотности ведет к увеличению прочности, снижая термическое сопротивление теплопередаче. Поэтому, приобретая пеноблоки, ориентируются на то, какие характеристики должны стать приоритетными.
Что такое газосиликатный блок?
Газосиликатные блоки являются искусственным камнем, изготавливаемым из одной из разновидностей ячеистых бетонов. Этот стройматериал можно сделать даже в кустарных условиях. Достаточно замешать раствор и оставить его на несколько суток застывать на воздухе возле фундамента будущего дома. Но о высоком качестве такого камня говорить не приходится.
Помол смеси для производства блоков
Гораздо чаще производство блоков из газосиликата происходит с применением автоклава. Высокая температура с давлением в последнем ускоряют процесс твердения бетонной смеси и делают изделие более прочным. Сейчас автоклавный способ является основным для всех фабрик, где этот стройматериал для стен выпускают в промышленных масштабах под соответствующие ГОСТам размеры.
Нарезка формированных блоков газосиликата по размерам
Для изготовления газосиликатного блока смешивают:
- Негашеную известь;
- Портландцемент;
- Песок (мелкий либо молотый);
- Воду с алюминиевой пудрой;
- Добавки для ускорения затвердевания.
Автоклавы, в которых при температуре 120 градусов и давлении 12 атмосфер высушивают
В процессе замешивания раствора пудра из алюминия, известь и вода вступают в реакцию, в результате чего образуется водород. Из-за этого после застывания в бетоне формируется большое количество небольших герметичных полостей. С одной стороны данные пустоты делают блок легким, а с другой снижают его теплопроводность.



История производства газосиликатных блоков
Впервые газосиликатные блоки начали производить еще в начале девятнадцатого века. В качестве пенообразующего вещества строители добавляли бычью кровь. Однако такой компонент не позволил вести широкомасштабное производство «легкого бетона». Через некоторое время бычья кровь была заменена на, так называемый, мыльный корень. Такой рецепт изготовления газосиликата также не прижился. Свое официальное рождение ячеистый бетон, в частности, газосиликат, получил в 1924 году в небольшом шведском городке под названием Иксхульт. В тот год архитектор по имени Аксель Эрикссон запатентовал производство газосиликатных блоков. На основе его исследований спустя пять лет было налажено первое в мире крупномасштабное производство ячеистых бетонов. Современное производство газосиликатных блоков регламентировано положениями ГОСТ 21520-89 «Блоки из ячеистых бетонов стеновые мелкие», который был принят в самом начале 1990 года. В соответствии с этим нормативным документом отклонение в линейных размерах по длине не должно превышать двух миллиметров, а отклонение по высоте – одного миллиметра. Эти требования установлены для автоклавных ячеистых бетонов, предназначенных для кладки на клей. Газосиликатные блоки обладают ровной геометрией, что дает возможность использовать специальное клеящее вещество при кладке. Такой подход в строительстве позволяет сделать дом более энерго-эффективным по сравнению со зданием, кладка в котором осуществлялась с помощью цементного раствора. Дело в том, что цемент обладает более высокими показателями теплопроводности и образует, так называемые, участки холода. При этом толщина цементного шва находится в районе 8 миллиметров. Толщина же клеевого шва при тонкошовной кладке не превышает трех миллиметров. Это позволяет уменьшить площадь участков холода и сделать дом более теплым.
Порой газосиликат сравнивают с пенобетоном. Производство газосиликатных блоков отличается от изготовления пенобетона составом смеси. В пенобетоне в качестве пенообразователя применяют специальное синтетическое вещество. Во главу угла производства блоков из газобетона стоит естественная химическая реакция выделения чистого водорода для образования воздушных закрытых пор диаметров 1-3 миллиметра. Плюс к этому, пенобетон не проходит автоклавную обработку. При одинаковой плотности, газосиликат будет обладать более высокими характеристиками прочности и более низкой теплопроводностью по сравнению с пенобетоном. Производство газосиликатных блоков включает в себя производство не только конструкционного строительного материала высокой прочности, предназначенного для возведения несущих конструкций, но также изготовление газосиликата с более низким коэффициентом прочности и теплопроводности. Так называемый, теплоизоляционный газобетон сегодня успешно конкурирует с более доступным по стоимости пенобетоном в качестве утепляющего материала.
Оборудование для производства
В зависимости от тех объемов, в которых производят газобетонные блоки, оборудование будет разным. Чаще всего речь идет про стационарные линии. Они подходят для производства неавтоклавного газобетона.
Автоклавный газобетон набирает прочность при высоком давлении и температуре в специальной камере, которая называется автоклав. Неавтоклавный вариант твердеет в естественной среде с использованием теплого воздействия.
Максимальная производительность стационарной линии ровняется 60 метрам кубическим. Это автоматизированное производство, которое требует минимального присутствия человека.
Специальное оборудование помогает хранению и транспортировки, а автоматические дозаторы сами вымеряют необходимое количество компонентов. Блоки получаются высокого качества, но это дорогостоящее оборудование, которое также требует наличия большой площади.
Существуют также мини-линии, которые являются уменьшенной копией стационарного оборудования. Тут процесс работы сход с описанным выше процессом, и блоки получаются хорошего качества. Единственное отличие – это меньшее количество готовых изделий.
На видео показан процесс промышленного производства газобетона:
Сабельная пила
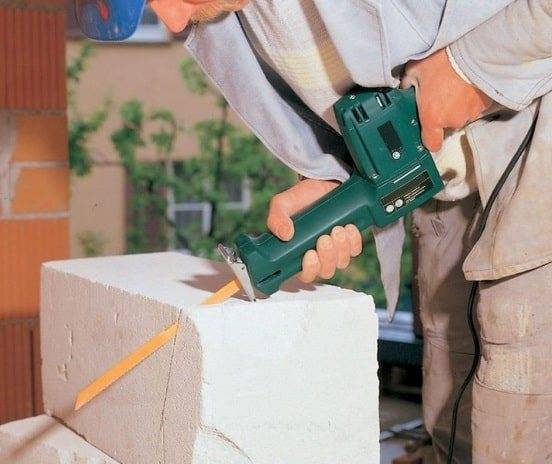
Электрическая сабельная пила является отличным помощником для резки газобетона, которая экономит силы и время. Стоимость такой пилы приемлемая, и для частного строительства ее покупка полностью оправдана, тем более что ею можно резать и дерево.
Принцип работы сабельной пилы в сменном лезвии, которое очень быстро совершает вращательно-поступательные движения. Длина лезвия может быть разной, и для более удобной работы советуем полотна, длиною больше чем толщина блока.
Преимущества сабельной пилы: хорошая скорость, точность разреза, минимальная ширина канавки, приемлемая цена.




