

Оборудование для самостоятельного изготовления
Самостоятельно изготовить оборудование для приготовления раствора и формовки пустотелого стенового блока в домашних условиях несложно. Достаточно иметь навыки работы со сварочным аппаратом и болгаркой, уметь правильно рассчитать и разрезать металл.
Форма для блока представляет собой правильный прямоугольник с размерами:
- Высота 200 мм;
- Ширина 200 мм;
- Длина 400 мм.
Форма сваривается из листа железа толщиной 4-5 мм. И усиливается снаружи каркасом из уголка или профильной трубы. Для вибропресса для производства бетонных пустотелых блоков лучше использовать сменные элементы для формирования внутренних пустот:
- для несущих конструкций круглые диаметром 100мм;
- для внутренних простенков многопрофильные элементы из квадратной трубы;
- для простенков и полублоков прямоугольные элементы из нескольких профильных труб, сваренных в один элемент.
В качестве вибратора используется стандартный электродвигатель с установленным на вал эксцентриком.
Сферы применения
Области использования ПСБ блоков зависят от плотности материала:
В классическом строительстве. Для возведения основных стен и перегородок используют конструкционные изделия. Различаются обычные и усиленные (армированные) ПСБ блоки.
Облицовочные ПСБ блокиИсточник isd-group.ru
- В монолитном строительстве (в качестве теплоизоляции). Материал используется как в виде блоков, так и в жидком виде. Смесь готовится непосредственно на объекте и применяется для стяжки полов, при изоляции кровель, заливки перекрытий, заполнении каркасов. Ее также используют в качестве противопожарных покрытий.
- В качестве отделочного материала. Производятся кладочные ПСБ блоки с декоративной лицевой стороной (с облицовкой) и отделочные панели для облицовки фасада.
- В качестве теплоизоляции (утепления). Выпускаются теплоизоляционные плиты малой плотности.
- При строительстве дымоходов, вентиляционных каналов.
О крэш-тесте полистиролбетона и газобетона в следующем видео:
Процесс изготовления фундамента из блоков ФБС
Если позволяют характеристики грунта, то можно возвести основание только из блоков ФБС.
Однако наиболее широкое распространение получили так называемые сборно-монолитные фундаменты. Принципиальным отличием таких оснований от обычных монолитных ленточных фундаментов является то, что бетонирование необходимо производить только при обустройстве верхнего и нижнего армопоясов. Приводим краткую поэтапную инструкцию по изготовлению блочно-монолитного фундамента:
- Прежде всего, производим разметку и рытье траншеи (по аналогии со стандартным ленточным основанием).
- На дно траншеи засыпаем слой песка (толщиной 10÷20 см) и тщательно трамбуем с помощью виброплиты.
- Затем насыпаем такой же слой щебня и также тщательно утрамбовываем.
На заметку! На глинистых почвах в качестве подсыпки используют так называемую гарцовку (смесь песка, гравия и цемента), которая при непосредственном контакте с водой становится тверже окружающего грунта и защищает нижнюю поверхность основания.
- Обустраиваем невысокую опалубку для нижнего армопояса.
- Укладываем в нее плотный полиэтилен (для предотвращения быстрого удаления влаги).
- Монтируем двухярусный армирующий каркас (нижний слой – рабочий, верхний – конструкционный).
- Заливаем бетонный раствор.
- По достижению 20% прочности «подбетонки» (это приблизительно через сутки после заливки раствора) приступаем к монтажу блоков ФБС с помощью подъемного крана. Кладку начинаем с углов основания (технология аналогична кирпичной) и производим ее на песчано-цементный раствор, которым необходимо также заполнить вертикальные полости между изделиями. Второй и последующие слои делаем «вразбежку» с перекрытием блоков.
Важно! Правильность установки каждого блока контролируем (по вертикали и горизонтали) при помощи уровня
- После окончания укладки изделий обустраиваем опалубку для верхнего армопояса.
- Монтируем внутри ее армирующий каркас и заливаем все бетонным раствором.
Для информации! Верхний армирующий пояс выполняет несколько основных функций: выравнивает неровности, которые могут возникнуть при установке блоков; равномерно распределяет нагрузки на всю ленту фундамента и увеличивает прочность всего основания.
- Частично расшиваем наружные кладочные швы и заполняем их специальной смесью (с гидроизолирующей добавкой).
- Выполняем все необходимые работы по гидроизоляции фундамента.
И только после этого производим засыпку траншеи.
Как сделать фундаментные блоки своими руками
Для создания опалубки следует взять фанеру OSB, ширина которой равна высоте блоков, а длина – на 20 см больше их длины. Одна сторона фанеры зачищается и окрашивается водостойкой краской.
После высыхания на окрашенной стороне обеих фанер в 10 см от краёв ножовкой делаются поперечные пропилы глубиной примерно в 5 мм.
Расстояние между ними на каждой заготовке из фанер должно быть равным длине блоков. Теперь между краем каждой фанеры и пропилом, примерно посередине, сверлятся отверстия диаметром 14 мм – для болтов будущей стяжки.
Из стального листа толщиной 1 мм вырезаются два прямоугольных куска: одна сторона каждого равняется высоте блоков, другая – ширине.
Они послужат в качестве торцевых вставок опалубки, для них и делались пропилы, так же можно использовать фанеру или обрезную доску.
Осталось приготовить несколько стальных стержней диаметром 12 мм и длиной, на 10 см превосходящей ширину блоков, с резьбой на концах, – и можно приступать к сборке.
Заготовки из фанеры укладываются на ровную поверхность параллельно друг другу окрашенной стороной вовнутрь. В пропилы вставляются металлические торцы, а в круглые отверстия – подготовленные стержни.
Прежде чем стянуть конструкцию гайками, с внутренней стороны фанеры, рядом со стяжкой, следует установить деревянные проставки для фиксации ширины блока.
Теперь гайки затягиваются и опалубка готова.
Для приготовления раствора 1 часть цемента соединяется с 2 частями песка и 4 частями гравия. Для того, чтобы блоки получились прочными, смесь после тщательного перемешивания должна остаться достаточно вязкой.










Нужная консистенция достигается регулировкой подачи воды. Перед заливкой раствора с внутренней стороны торцевых стенок, посередине, можно установить деревянные бруски. Впоследствии они удаляются и остаются пазы, которые при укладке готовых блоков заполняются раствором.
Это усиливает сцепку между ними, отчего фундамент становится прочнее. Теперь форма заполняется смесью и утрамбовывается. Во избежание растрескивания при высыхании конструкция накрывается плёнкой и в течение двух дней регулярно поливается водой, после чего опалубку можно разобрать.
Видео: Опалубка своими руками
Расходные материалы
Кроме основных материалов для приготовления бетонной смеси, необходимо подготовить и вспомогательные.
Это добавки:
- керамзит;
- шлак;
- известь;
- гравий;
- добавки, которые изменяют характеристики готового бетонного блока.
К ним относят:
- пластифицирующие;
- воздухововлекающие;
- уплотняющие;
- противоморозные;
- ингибирующие коррозию;
- ускорители отвердения.
Если в бетонной смеси присутствует небольшое количество воды, то она превращается в густую массу, из которой нельзя залить полноценный бетонный блок для строительства. Чтобы избежать загустения используют пластификаторы. Они улучшают пластичность бетона и способствуют нормальному распределению смеси в форме. Пластификаторы должны быть растворимыми.
Воздухововлекающие добавки позволяют получить пористую структуру – использовать их или нет решает сам человек, который занимается изготовлением бетонного блока. Есть требование: процент такой добавки должен быть минимальным.
Уплотняющие добавки увеличивают долговечность бетонного блока. Они заполняют пространство между зернами цемента, а также уменьшают поры: их также необходимо добавлять в небольшом количестве.
Ускорители отвердения позволяют бетону быстрее застыть, особенно, если изготовление происходит при неподходящем температурном режиме. Если в процессе производства используется арматура, то необходимо обязательно добавить ингибиторы коррозии, чтобы предотвратить разрушение металлических волокон.
Оборудование для производства керамзитобетонных блоков
Общий перечень
Выбор обуславливается финансовыми возможностями производителя и планируемым объёмом производства. Наибольшую популярность у изготовителей приобрели следующие форматы оборудования:
- Ручной вибростанок. Рассчитан на одновременную заливку двух блоков. Он прост в использовании и компактен в размерах;
- Вибростол. Состоит из рамы, на которой установлен поддон с вибратором. Одна загрузка вмещает максимум шесть форм с раствором;
- Передвижные станки. Представляют собой вибростол, установленный на передвижном основании. Удобный вариант для тех, кто хочет сэкономить на погрузчике для перемещения блока к месту просушки;
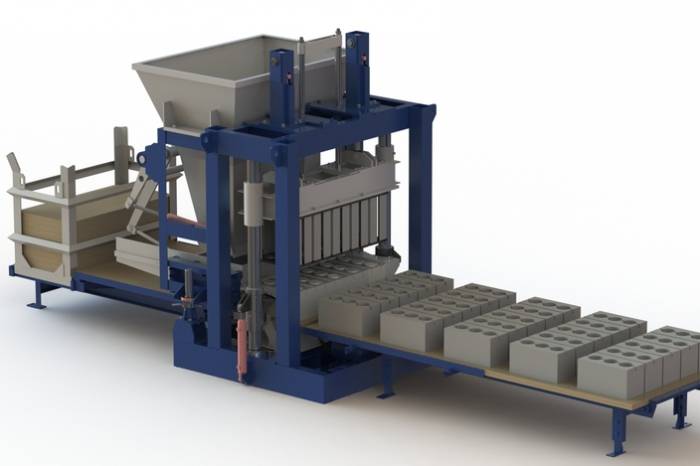
- Вибропресс. Формирование блоков осуществляется под воздействием гидропривода, создающего давление на заготовку в несколько тонн. Относится к автоматизированному оборудованию. Позволяет выпускать качественный продукт в промышленных масштабах.
Средние и крупные производители отдают предпочтение последней разновидности оборудования — вибропрессу. Для мелкого производства больше подойдут станки с ручным управлением, т.к. они дешевле.
Оптимальным вариантом будет приобретение одного из станков линеек «Кондор» и «Рифей» от отечественного завода «Стройтехника».
Кондор
Данный станок обладает производительностью до 100 единиц изделия в час. В его комплект входят следующие устройства:
- вибропресс;
- насосная станция;
- комплект форм;
- пульт управления.
Для питания станка требуется источник с напряжением 380 В. Номинальная мощность составляет 4,4 кВт. Небольшой вес (от 650 кг) даёт возможность легко транспортировать «Кондор».
Стоимость станка от 225 тыс. рублей.
Кондор-40
 У данной модификации более расширенная комплектация. Помимо оборудования, имеющегося в составе «Кондор», он дополнен:
У данной модификации более расширенная комплектация. Помимо оборудования, имеющегося в составе «Кондор», он дополнен:
- смесителем;
- стеллажом;
- поддонами.
Смеситель облегчает подготовку смеси. Приготовленная смесь сразу высыпается в формы при открытии шибера. Можно выбрать смеситель с тремя объёмами камеры: 20, 40 и 100л.
«Кондор-40» может работать как от сети 380 В, так и от напряжения 220 В. Общая мощность при этом составляет 8,4 кВт. Производительность 100 блоков в час.
Цены на станок начинаются от 300 тысяч рублей.
Кондор-150ТБ
 Полноценная производственная линия с поточной производительностью до 100 керамзитобетонных блоков в час. Базовый комплект поставки включает в себя следующие основные модули:
Полноценная производственная линия с поточной производительностью до 100 керамзитобетонных блоков в час. Базовый комплект поставки включает в себя следующие основные модули:
- вибропресс;
- насосная станция;
- смеситель;
- бункер для подготовленной смеси;
- транспортная лента;
- пульт управления.
Также можно приобрести дополнительное оборудование для повышения механизации производственной линии:
- поддоны;
- тельер для перемещения поддонов;
- комплект для автоматизации работы вибропресса.
Чтобы управлять подобной установкой достаточно бригады из двух человек.
Суммарная потребляемая мощность всех агрегатов, входящих в линию примерно 9,9 кВт. Питание осуществляется от сети с напряжением 380 В.
Стартовая стоимость комплекта — 450 000 рублей.
Рифей-04ТС
Универсальная модель станка для изготовления стеновых блоков. Состоит из следующих элементов:
- вибропресс;
- смеситель на 150 л раствора;
- 3,5-метровая транспортерная лента;
- масляная установка;
- пульты управления;
- формы.
Возможности данной установки — изготовление до 220 керамзитобетонных блоков за час. Такие показатели возможны при обслуживании станка бригадой из 3-4 человек. Суммарная потребляемая мощность всей линии — 13,35 кВт. Питание возможно только от источника 380 В.

Общая стоимость такой технологической линии от 563 тыс. рублей.
Оборудование, имеющее более высокую производительность, относится к разряду промышленных. Оно подойдёт для расширения успешного мелкосерийного производства либо запуска крупного проекта с нуля. Стоимость таких станков, которые являются полностью механизированными и автоматизированными, начинается от 1,5 миллиона рублей.
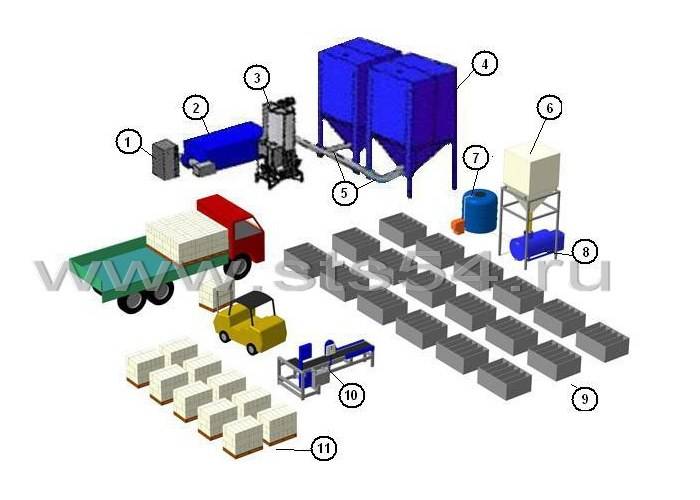
Производство пеноблоков бизнес-план: оборудование для производства
В зависимости от бюджета собственник бизнеса может потратить разные средства на покупку агрегатов. В оптимальные проекты обычно закладывается сумма от 200 000 рублей. Все будет зависеть от того, будет приобретаться готовая линия бизнеса на строительных блоках или осуществляться сборка нового конвейера. Во втором варианте предпринимателю необходимо будет обладать хорошими знаниями технологического процесса. В этом случае рентабельность производства теплоблоков на собственной сборке окажется выше показателей готового бизнеса.
Что нужно приобрести:
- Бетоносмеситель;
- Вибростол;
- Формокомплекты;
- Поддоны формовочные;
- Поддоны для приема готовой продукции — рольганги;
- Насос перистальтический в комплекте с генератором пены и компрессором.

Так выглядит стандартный бетоносмеситель
В зависимости от концепции бетонного производства владельцем может быть предусмотрено осуществление доставки и транспортировки сырья собственными силами. Для этих целей вполне подойдет бывшая в употреблении газель. Стоимость транспорта может увеличить планируемый бюджет производства пенобетона примерно в два раза.







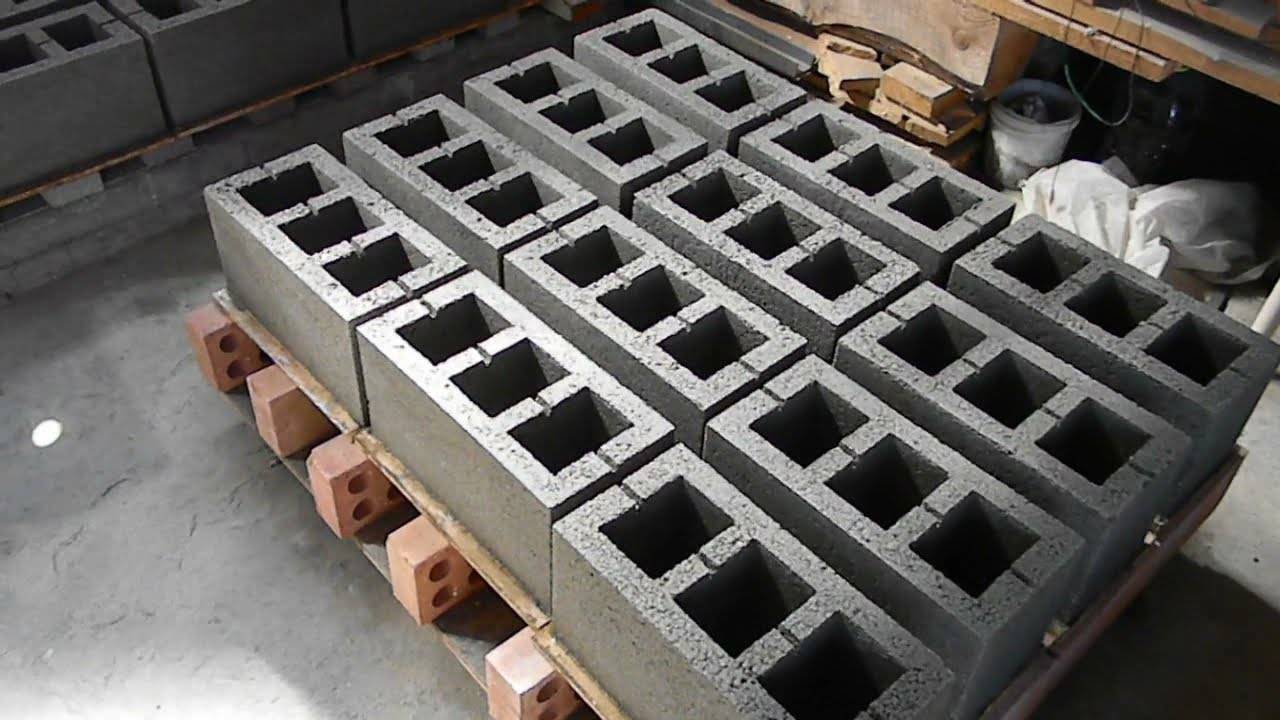
Особенности материала
Шлакоблок – это такой строительный материал, который зарекомендовал себя как один из наиболее долговечных и неприхотливых. Он имеет немалые габариты, особенно если поставить рядом обычный кирпич. Изготовить шлаковые блоки можно не только в заводской обстановке. Некоторые мастера берутся за такую работу в домашних условиях. Если четко придерживаться технологии, получаются качественные и крепкие блоки, из которых можно построить дом или какую-либо надворную постройку.
Если было принято решение о самостоятельном изготовлении подобной продукции, то следует учесть ряд ее особенностей.
- Шлакоблок – пожаробезопасный материал. Он не воспламеняется сам, и не усиливает уже действующее пламя.
- Из действительно качественных блоков получаются долговечные и устойчивые дома/хозяйственные постройки. Таким строениям не навредят ни суровые климатические условия, ни ураганы, ни постоянные порывистые ветра.
- Ремонт шлакоблочных построек не требует лишних сил и свободного времени – все работы возможно провести в короткие сроки.
- Шлакоблоки отличаются и своими крупными размерами, благодаря которым постройки из них возводятся очень быстро, что радует многих строителей.
- Данный материал отличает долговечность. Здания, построенные из него, могут простоять более 100 лет, не утратив прежних характеристик.
- Еще одной особенностью шлакоблока является его шумоизоляционная составляющая. Так, в жилищах, изготовленных из данного материала, нет назойливых уличных шумов.
- Производство шлакоблоков осуществляется с применением различного сырья, поэтому подобрать оптимальную продукцию возможно для любых условий.
- Отличает шлакоблок и то, что он не подвергается нападкам разного рода паразитов или грызунов. Кроме того, он не подвергается гниению, поэтому его не приходится промазывать антисептическими растворами и другими подобными составами, предназначенными для защиты основы.
- Несмотря на приличные габариты, такие блоки имеют небольшой вес. Данную особенность отмечают многие мастера. Благодаря легковесности эти материалы возможно беспроблемно перемещать с одного места на другое, не вызывая кран. Однако нужно учесть, что некоторые разновидности такой продукции все же являются достаточно тяжелыми.
- Шлакоблоку не страшны низкие температуры.
- Отличает данные блоки и их высокая теплоемкость, благодаря которой из них получаются уютные и теплые жилища.
- Скачки температур не наносят вреда шлакоблоку.
Шлакоблочные постройки обычно отделывают декоративными материалами, чтобы придать более эстетичный вид
Однако тут очень важно помнить, что шлакоблок нельзя покрывать обычной штукатуркой (любые «мокрые» работы с данным материалом проводить не следует). Также можно использовать особый декоративный блок, который нередко применяют вместо дорогостоящей облицовки
При работе со шлакоблоком важно брать в учет одну важную особенность – такой материал характеризуется большим водопоглощением, поэтому его нужно защищать от контакта с влагой и сыростью. В ином случае блоки со временем могут разрушиться. К сожалению, геометрия шлаковых блоков оставляет желать лучшего
Именно поэтому, выкладывая перекрытия из такого материала, вам придется постоянно корректировать отдельные элементы – подрезать их и пилить. Шлакоблоки имеют относительно низкую стоимость.
В ином случае блоки со временем могут разрушиться. К сожалению, геометрия шлаковых блоков оставляет желать лучшего. Именно поэтому, выкладывая перекрытия из такого материала, вам придется постоянно корректировать отдельные элементы – подрезать их и пилить. Шлакоблоки имеют относительно низкую стоимость.
Производство пеноблоков бизнес-план: оборудование для производства
В зависимости от бюджета собственник бизнеса может потратить разные средства на покупку агрегатов. В оптимальные проекты обычно закладывается сумма от 200 000 рублей. Все будет зависеть от того, будет приобретаться готовая линия бизнеса на строительных блоках или осуществляться сборка нового конвейера. Во втором варианте предпринимателю необходимо будет обладать хорошими знаниями технологического процесса. В этом случае рентабельность производства теплоблоков на собственной сборке окажется выше показателей готового бизнеса.
Что нужно приобрести:
- Бетоносмеситель;
- Вибростол;
- Формокомплекты;
- Поддоны формовочные;
- Поддоны для приема готовой продукции — рольганги;
- Насос перистальтический в комплекте с генератором пены и компрессором.
Так выглядит стандартный бетоносмеситель
В зависимости от концепции бетонного производства владельцем может быть предусмотрено осуществление доставки и транспортировки сырья собственными силами. Для этих целей вполне подойдет бывшая в употреблении газель. Стоимость транспорта может увеличить планируемый бюджет производства пенобетона примерно в два раза.
Самостоятельное производство шлакобетонных блоков – рецептура
Станок для изготовления шлакоблоков своими руками
Для изготовления шлакоблоков на самостоятельно изготовленном оборудовании необходимо подготовить следующие материалы:
- портландцемент с маркировкой М400 и выше;
- отсев или мелкий щебень;
- шлак или золу от сгорания угля;
- просеянный песок;
- воду.
Используются следующие рецептуры шлакобетонного состава:
- перемешайте портландцемент со шлаком в пропорции 1,5:8. Постепенно разводите смесь водой, количество которой не должно превышать половину объема цемента;
- смешайте щебеночный отсев, цемент и угольную золу в пропорции 4:1:4. Добавляйте воду в бетоносмеситель до пластичного состояния раствора.
Возможны рецептуры, предусматривающие использование гранулированных шлаков, пластификаторов, кварцевого песка и кирпичного боя.
Портландцемент с маркировкой М400
Готовим раствор для шлакобетона
 Бетономешалка – лучший вариант
Бетономешалка – лучший вариант
Прежде чем говорить о том, как делать шлакоблоки в домашних условиях, рассмотрим приготовление раствора для них. В состав раствора для шлакобетонных блоков входит наполнитель, лучше, если это будет шлак, оставшийся после сгорания угля в печи, в количестве, равном семи объемным частям.
Крупный керамзитовый песок – две части, гравий, фракцией 0,5 – 1,5 см – две части, цемент, маркой М500 – полторы части и вода – три объемных части. Но наполнителем может быть не только шлак, в качестве такового возможно использование гипса, керамзита, золы, гравия, отсева щебенки, песка, кирпичных отходов и даже обработанных опилок.
При использовании доменных шлаков, как наполнителя, не должны присутствовать никакие лишние добавки: щепки, земля или не сгоревший уголь. Поэтому шлак заранее должен быть отсортирован, просеян с помощью специального сита.
Если наполнителем служит гипс, то составляющие шлакобетона берутся в следующих пропорциях: гипс – одна часть, шлаковая смесь – три части и вода. Раствор тщательно перемешивают, и используется практически сразу.
Такая смесь приготавливается в течение максимум шести минут. Предварительно шлаковая смесь увлажняется. Для приготовления одного кубического метра раствора используется около 350 литров воды.
Чтобы в домашних условиях качественно изготовить шлакобетонные блоки, в раствор добавляется специальный пластификатор. В результате чего смесь становится очень пластичной, и блоки получаются прочными, водонепроницаемыми, морозостойкими и не ломкими.
Кроме пустотелых, блоки могут делаться и полнотелыми. Они являются самыми крепкими и прочными, и чаще всего из них делают фундамент. В отличие от них пустотелые блоки обладают легкостью, отличными теплоизолирующими и звуконепроницаемыми свойствами.
Ну и еще одно важное свойство: шлакоблоки могут быть цветными, если в раствор добавить красители, которыми могут служить мел или толченые красные кирпичи
Подбор работников
Организовать бизнес на производстве строительных блоков можно в одиночку. Заниматься же непосредственно изготовлением материалов одному будет довольно трудно. Даже для частного небольшого завода потребуется как минимум 2-3 человека, поэтому бизнес-план должен включать статью расхода на заработные платы и обучение персонала. Для работы на полуавтоматическом оборудовании достаточно будет краткосрочных курсов.
Оптимальным количеством рабочих для производства строительных блоков считается 3 человека. Операторы могут работать посменно, в зависимости от нагрузки, которую обеспечат клиенты частного завода. Четвертым в компании сотрудников будет грузчик, который будет совмещать работу с обязанностями водителя. Учитывая то, что предприниматель имеет право заниматься бухгалтерией самостоятельно, можно на этом сократить расходы. Если обратиться к услугам компаний, то на условиях абонентской платы бухгалтерские операции будут четко выполняться в облачном сервисе. Стоить это будет порядка 3-5 тысяч рублей.
Размеры и маркировка блоков ФБС
По длине блоки ФБС выпускают трех размеров: 880, 1180 и 2380 мм (причем допустимое отклонение от ГОСТ-овской величины не должно превышать ±13 мм). Ширина составляет 300, 400, 500 или 600 мм (±8 мм). Наиболее часто используют блоки высотой 580 мм (±8 мм), и только ФБС длиной 1180 мм выпускают еще и с высотой 280 мм.
Маркировка блока состоит из буквенной аббревиатуры (ФБС), затем указывают геометрические размеры (округленные до целых величин в дециметрах), разделенные точкой. Далее следует тире и буквенное обозначение примененного при изготовлении бетона (Т – тяжелый, П – на пористых заполнителях, С – плотный силикатный).
Например, если на боковую (или торцевую) поверхность на заводе нанесена маркировка ФБС12.6.6-Т, это означает, что перед вами блок ФБС длиной 1180 мм, шириной 600 мм и высотой 580 мм. Для его изготовления был применен тяжелый бетон. Соответственно для ФБС24.3.6-Т: длина составляет 2380 мм, ширина – 300 мм, высота – 580 мм.






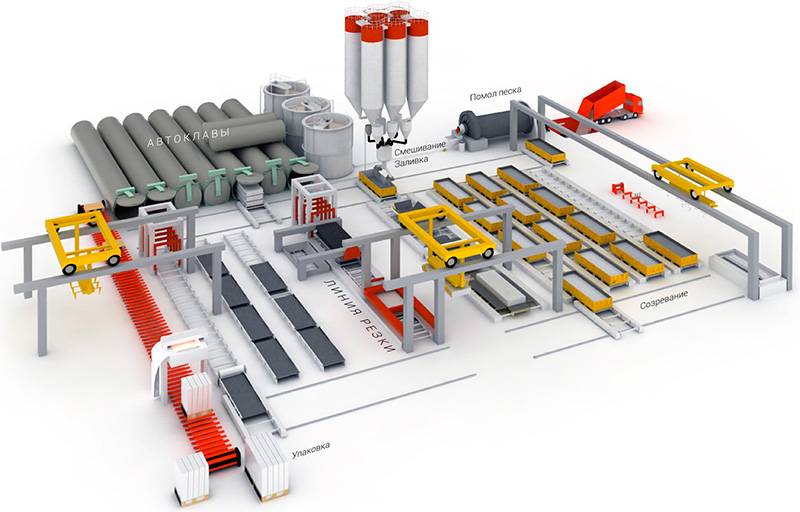

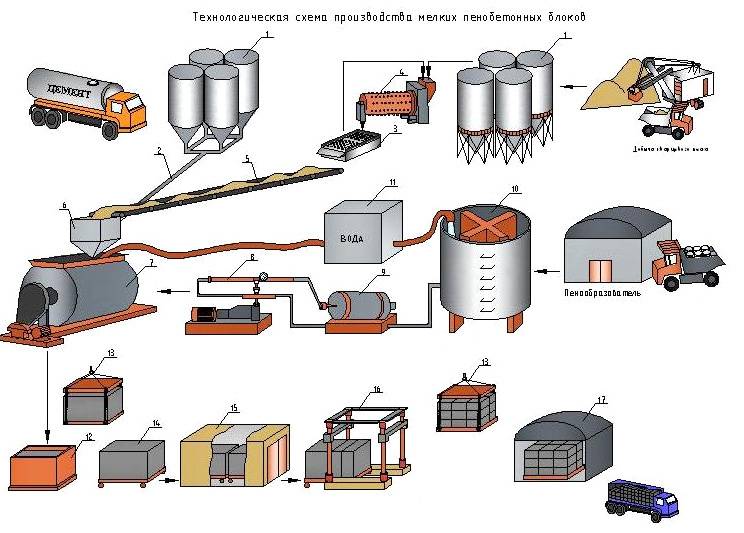
Технология производства
Производство материала состоит из нескольких этапов, каждый из которых должен соответствовать ГОСТам и нормативным актам.
Процесс по производству конструкций из сборного железобетона состоит из таких этапов:
- Подготовка бетонной смеси.
- Монтаж арматурного «скелета».
- Заливка и формирование конструкции.
- Созревание железобетона (для ускорения процесса используются специальные добавки или принудительное тепловое воздействие при помощи электронагревателей или сжигания ископаемых теплоносителей).
- Выемка блока из формы.
- Комплектация составляющих по маркировке.
Производство сборных железобетонных конструкцию должно руководствоваться СНИП 52—01—2003. Этот нормативный акт регламентирует не только процесс изготовления блоков, он обязывает проводить технические испытания готовой продукции. Также документ излагает основные требования к транспортировке железобетонных монолитов, монтажным работам.
При отпуске продукции от завода-изготовителя потребителю к расходным накладным и акту-приема-передачи прилагается специальная форма — спецификация. В этом документе, помимо стоимостных и количественных показателей, указаны и качественно-технические показатели отпущенных в продажу изделий и их соответствие принятым нормам.
или cкачать в PDF (4.4 MB)
Повышение качества строительных блоков

Чтобы улучшенить физические и функциональные характеристики фундаментных блоков, в бетонный раствор добавляются различные пластификаторы.
Они позволяют получить продукцию более высокой прочности и надежности, а также продлить срок службы готовых изделий.
Благодаря дополнительным элементам повышается устойчивость блоков к механическим воздействиям, улучшаются морозостойкость и влагоустойчивость материала.
Он лучше переносит перепады температур, а значит строительная конструкция получится более надежной.
Следует отметить, что фундаментные блоки не теряют со временем своих эксплуатационных качеств. Это позволяет использовать их в строительстве повторно.
Методы производства
Для создания ФБС используется два способа: технологии вибропрессования и вибролитья.
Технология вибролитья
Для получения блоков требуется подъемное оборудование, а также форма на два элемента. Изделия располагаются внутри до приобретения необходимой прочности.
Этапы работ:
- Выполняется изготовление формы ФБС и смазывание ее стенок
- Внутрь заливается бетон
- Сверху устанавливаются монтажные петли
- Конструкция ставится на виброустновку или производится уплотнение ручной вибраторной машиной.
- Форма располагается в греющем модуле (чтобы деталь быстрее набрала прочность) или оставляется на месте.
- После застывания элемента каркас демонтируется.
- Готовый стройматериал транспортируется на склад.
- Выполняется очистка каркаса для дальнейшего производства фундаментных блоков.
Технология вибропрессования
Для изготовления блоков ФБС требуется одна форма с расположенным на ней виброоборудованием. Таким методом можно создавать камни любых размеров и конфигураций – все зависит от формы.
Этапы работ:
- Форма устанавливается на ровное основание и обрабатывается смазкой
- Внутрь заливается густой бетон
- Наверху располагаются петли
- Запускается виброустановка (если требуется, во время прессования в форму может добавляться бетон).
- Каркас демонтируется, а образованная деталь сохраняется на месте до набора необходимой прочности.
- Полученное изделие перевозится на склад.
- Производится очистка формы и помещение ее в другое место для изготовления других фундаментных блоков.
Технические характеристики
Блоки ФБС в соответствии с ГОСТом характеризуются:
- средней плотностью бетона, используемого при изготовлении – от 1800 до 2400 кг/м³;
- классом прочности на сжатие – от В7,5 до В15;
- габаритными размерами (длиной, шириной и высотой);
- весом – от 230 до 1960 кг;
- размером и конфигурацией монтажной стальной петли;
- разновидностью бетона, из которого они изготовлены: он может быть тяжелым, с наполнителем (керамзитом) или силикатным;
- морозостойкостью – от 50 до 200 полных циклов заморозки/разморозки;
- маркой бетона по водонепроницаемости – W2;
- прочностью – как правило, не менее 100÷110 кг/см².
Заключение
Изготовление блоков ФБС не является ни сложным, ни затратным в финансовом плане. Основная статья расходов включает оборудование для производства фундаментных блоков (станок, формы и бетоносмеситель) и наем персонала. К счастью, обслуживать работу установки могут всего два человека, а обучить технологии изготовления блоков совсем несложно (специальных навыков не потребуется).
В то же время бизнес этот сегодня высоко востребован и, соответственно, довольно прибылен. Достаточно лишь внимательно изучить процесс организации производства и вовремя занять нишу, если ее еще не захватил кто-то более предприимчивый.





