

Гибка арматуры – особенности процесса
На любой стройке сегодня можно увидеть различное оборудование, множество инструментов и приспособлений, и практически на каждой из них есть станок для гибки арматуры. Это не случайно: наиболее эффективной технологией укрепления хрупких бетонных конструкций, их защиты от разрушительных для них нагрузок на сжатие, растяжение и изгиб, является армирование, которое и выполняется при помощи металлических прутков – арматуры. Без качественного арматурного каркаса практически невозможно возвести надежные бетонные стены и фундамент.
Казалось бы, намного проще выполнять армирование угловых бетонных конструкций и участков примыкания стен с использованием прямых арматурных прутков. Однако в таком случае бетонная конструкция будет сильно ослаблена, может расслоиться. К тому же это является грубым нарушением строительных норм. В любых угловых бетонных конструкциях необходимо использовать только гнутье, с перехлестом на каждую сторону минимум 80 см. Станок или простейшее приспособление для гибки металлических прутков пригодится и в том случае, если вам необходимо быстро изготовить соединительные элементы различного типа – крюки, лапки и др.
При гибке стальных прутков, используемых для армирования, очень важно знать, как гнуть арматуру для фундамента так, чтобы она не утратили своих прочностных характеристик. Для соблюдения этого требования необходимо выполнять такую операцию только механическим способом, используя специальные станки для резки и гибки арматуры
При этом важно следить за тем, чтобы угол сгиба не получился острым, а радиус закругления в месте сгиба составлял от 10 до 15 диаметров самого прутка. Следует помнить, что стальной арматурный пруток гнется без потери своих прочностных характеристики до угла 90 градусов, затем показатели прочности начинают снижаться.
При гибке стальных арматурных прутков своими руками часто совершаются две ошибки:
- на месте сгиба при помощи болгарки или другого инструмента делается надпил;
- участок арматуры, где будет находиться сгиб, нагревают при помощи газовой горелки или паяльной лампы.
После того, как подобные процедуры выполнены, используется какое-либо примитивное средство для гибки: тяжелый молоток, кувалда, отрезок трубы, тиски и др. Эти способы гнутья приводят к значительному ослаблению арматуры, что может стать причиной разрушения бетонных конструкций. В таких случаях всегда следует помнить о том, что нужно выполнять гибку арматурных прутков без нарушения их целостности и только в том случае, если они находятся в холодном состоянии.
Тут вообще все дорого и серьезно — полная автоматика и множество настроек. Для домашних мастеров это видео приводим лишь в качестве ознакомления. Так как тратить 130-180 тысяч рублей на такой агрегат для непрофессионального использования не имеет никакого смысла.
При помощи каких устройств можно согнуть арматуру в домашних условиях
За всю историю развития технологий металлообработки и строительства человечество изобрело множество приспособлений для гибки арматуры. Все они объединены одним принципом действия, а отличие состоит в диаметре сгибаемой арматуры и конструкциях оборудования.

Любую деталь, которую подвергают изменениям, фиксируют между упорным и центральным роликом (валом) специального оборудования. Третьим гибочным роликом металл выгибают в требуемую сторону на нужный угол. Закругление можно выполнить как по часовой стрелке, так и против. Упорный вал служит препятствием для деформации. Он не позволяет сдвинуться или провернуться незадействованной части заготовки.
Выделяют два главных варианта таких устройств:

Приводные станки, помимо специальных, функционируют по одной схеме. В качестве рабочего элемента выступает диск, насаженный на вертикальный вал, который вращается в горизонтальной плоскости. На самом диске закреплены центральный и изгибающий пальцы между которыми и закладывается арматура. Упорный ролик закрепляется на стойке, при вращении диска в него упирается арматура и под действием изгибающего пальца выгибается вокруг центральной втулки.

Станки могут отличаться по производительности, мощности и в зависимости от назначения делятся на три группы:
- сверхтяжелой – диаметр прутков 40-90 мм;
- тяжелой – 20-40 мм;
- для легкой арматуры – 3-20 мм.

Такое устройство может сгибать несколько прутков одновременно. Изготавливается также оборудование для малых диаметров от 3 до 90 мм. Если понадобилось создать сложную конструкцию с разными углами сгиба, то следует использовать гидравлический станок, который может гнуть прутки намного качественнее, без образования изломов и кладок на поверхности заготовок. На подобном станке производятся изгибы под углом до 180 о .
Ручные инструменты производят разных видов, включая и переносные. Они довольно просты в эксплуатации и доступные по стоимости. Для работы с арматурой можно обзавестись как специальным станком, так и трубогибом. Это устройство монтируют на верстаках. Большая их часть предназначена для частного строительства и практически не используются для больших объёмов работ.

Подбор оборудования для гибки ориентируется на диаметр арматуры и сложность работ. Перед тем как начинать обработку металла, нужно учесть, что разные части прута подвергаются разным напряжениям, внутренняя – сжатию, а внешняя – растяжению.
Неправильный выбор станка или варианта его использования приведут к появлению деформаций (складки и изломы), что повлечет к повреждению арматуры. По этой причине требуется точное определение размеров заготовки, грамотная настройка оборудования и жесткая фиксация прутка.
Как согнуть арматуру в домашних условиях: самодельные устройства
Станки для гибки арматуры выполненные своими руками часто применяются в частном строительстве. Вариантов их изготовления множество, но практически все они похожи на заводские ручные. К металлической плите или станине приваривается упорный уголок или штырь. Затем монтируют поворотную платформу, оснащенную рычагом, гибочными и центральным штырями. Расстояние между компонентами конструкции зависит от диаметра арматуры, которую нужно будет гнуть. Ножки станины нужно прикрепить к полу, что даст возможность работать с прутьями толщиной 6-12 мм.

Выполненная на полу конструкция будет переносным вариантом. Однако для нее требуется предусмотреть способ крепежа по месту работы. Как правило, это отверстия под болты. Также можно приварить с обратной стороны плитки два или больше штырей, которые будут вставляться в отверстия основы. Однако нужно учитывать, что возможности подобного станка будут ограничены – диаметр гнутой арматуры не более 10 мм.
Как согнуть арматуру в домашних условиях своими руками
Когда специальное оборудование отсутствует, то это не означает что исчерпались все варианты, так как согнуть прут можно самостоятельно. Однако требуется помнить, что ручная гибка на порядок травмоопасней и сложней. Любое необдуманное движение или действие может привести к тому, что арматура или импровизированное оборудование спружинят или выскользнут.
Тонкие прутки до 8 мм при достаточной физической подготовке можно согнуть вручную без каких-либо приспособлений. Однако следует учитывать, что качество изгиба будет соответствующим. Подобная арматура вряд ли полностью сможет соответствовать требуемым параметрам.
Приспособление для гибки арматуры своими руками
ipmet.ru » Своими руками » Станок для гибки арматуры своими руками » Приспособление (ручной станок) для гибки арматуры своими руками
Принцип действия всех конструкций ручных приспособлений для гибки металла (иногда их называют ручными станками) один и тот же: используется «рычаг первого рода». Если у вас имеется:
- желание (инициированное потребностью) создать гибочное приспособление для арматуры;
- слесарные навыки;
- необходимый инструмент (в том числе слесарный верстак с тисками)
— то вы обратились по адресу. С нашей подсказкой вы сможете создать приспособление (ручной станок) для гибки арматуры своими руками. Приспособление предлагаемой конструкции может изгибать стальную арматуру диаметром ≤ Ø 15 мм.
Какой потребуется инструмент
Кроме набора слесарного инструмента, который имеется у всякого мастеровитого хозяина для выполнения «работ по дому и на даче», потребуются:
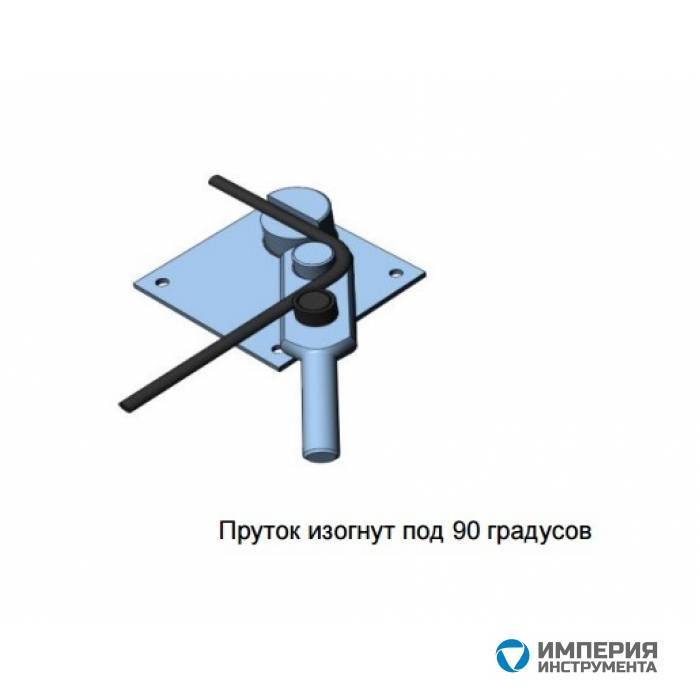
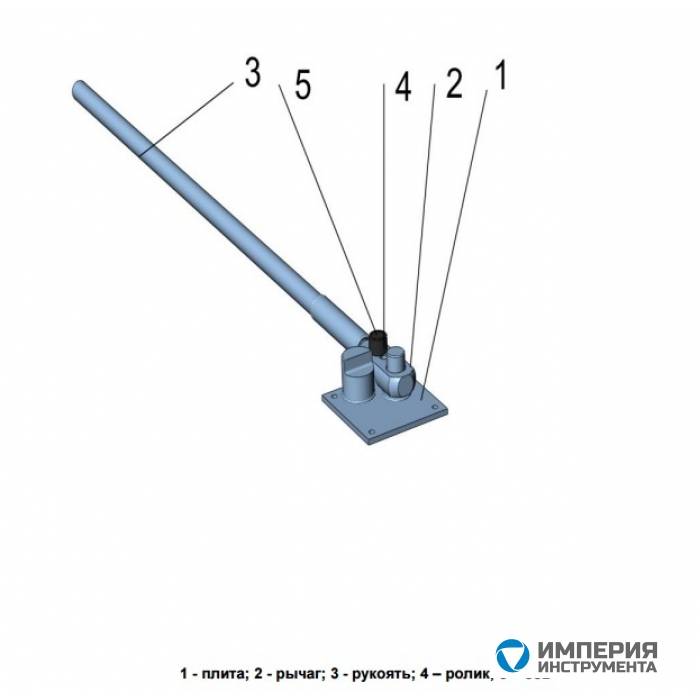
Описание гибочного приспособления
Гибочное приспособление состоит из двух частей:
- неподвижной. Она называется основание;
- подвижной. Она называется рычаг.
Обрабатываемый стержень размещается между оправками и деформируется под воздействием установленного на рычаге штифта. Величина усилия определяется длиной ручки рычага (обычно длина около 500 мм) и физическими возможностями слесаря. При необходимости, следует предусмотреть возможность удлинения ручки (например, пустотелой трубой).
Технология изготовления приспособления для гибки арматуры
Необходимо подготовить оправки 3 штуки Ø 20 мм и штифт Ø 25 мм длиной по 50 мм каждый (смотри чертежи). На штифт должен свободно одеваться рычаг. Достигается это обработкой размера Ø 25 мм на штифте при помощи абразивного станка.
Основание
Для основания вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Основа гибочного приспособления.
Если вы являетесь счастливым обладателем прочного и крепкого верстака, то можете просверлить в основании 4 отверстия Ø 8…10 мм (на чертеже обозначено Ø 8 мм) для крепления приспособления к нему.
Если прочность верстака вызывает сомнение, то следует основание приварить к уголку 100 х 100 (мм) длиной 1000 мм и уже в уголке сверлить для крепления указанные выше отверстия.
В просверленные отверстия Ø 20 мм и Ø 25 мм вставляем оправку и штифт (как показано на чертеже) и привариваем.
Рычаг
Для рычага вырезаем стальную пластину толщиной ≥ 10 мм (чертёж пластины смотри ниже). Сверлим на ней отверстия:
- Ø 20 мм для оправки;
- Ø 25 мм для штифта.
Рычаг гибочного приспособления.
Привариваем к рычагу оправку и ручку Ø 20 мм и длиной 550 мм. Для предотвращения производственного травматизма, на конец ручки можно надеть какую-нибудь защиту (например, пластиковую пробку от шампанского).









Заключение
После проведения всех работ, следует места сварки очистить карщеткой от сварочного шлака. Все острые кромки следует «завалить» при помощи мелкого напильника.
Приспособление будет эксплуатироваться на улице, а поэтому следует предусмотреть антикоррозионное покрытие – в данном случае достаточно пентафталевой краски типа «ПФ» (только не забудьте подготовить поверхность – очистить соответствующим растворителем).
В месте соединения рычага со штифтом поверхности следует смазать любой консистентной смазкой (солидол, автол, жировая смазка и т. п.). За состоянием этого узла следует следить постоянно и смазывать его (это значительно облегчит вашу работу и продлит «жизнь» приспособлению).
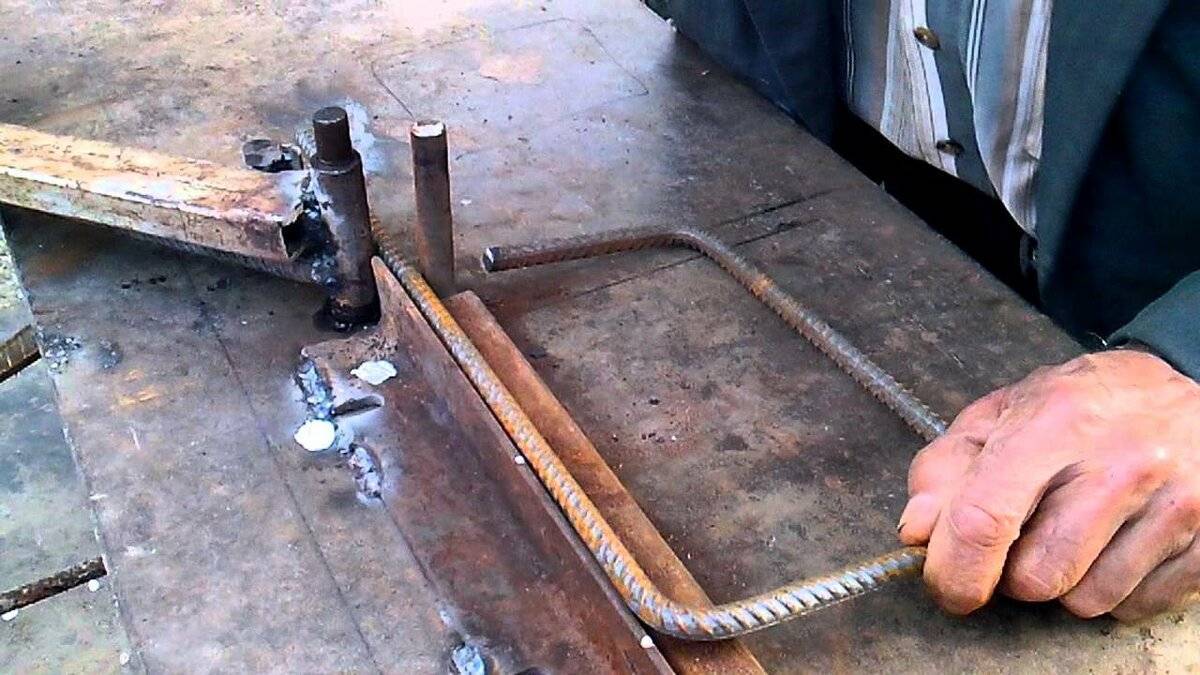
Правила эксплуатации
Принцип действия этого приспособления предельно прост – его легко понять, если посмотреть на фотографию. Следует соблюдать простые правила техники безопасности:
не следует обрабатывать стальную арматуру диаметр, которой ≥ Ø 15 мм;до начала работы следует проверять техническое состояние приспособления. Если ослабли крепления оправок или штифта, необходимо выполнить ремонт и только потом приступать к работе;
рабочее место должно быть освобождено от всего лишнего.
На видео показано, как это работает, станок немного другой, но суть ясна.
Выполнение этих несложных требований сбережёт ваше здоровье.
;
Сайт: https://мосмонолит.рф/;
Адрес: 117997, Москва, ул. Обручева, дом № 21;
Телефоны: +7-(495)-647-92-71, +7-(495)- 647-69-81;
Почта
Компания продаёт ручной станок для гибки арматуры диаметром до 16 мм. Стоимость: 3999,00 рублей.
Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.

Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.
Пошаговая инструкция по сборке
Станок из домкрата

При желании можно сконструировать универсальный прибор, способный сгибать не только арматуры, но и трубы. Чтобы сделать станок из домкрата, понадобится подготовить модель, способную поднимать до двух тонн груза.
- Профиль из стали нарезают на отрезки до 5 см.
- Затем выбирают арматуру с диаметром не меньше 12 мм.
- Концы прутьев помещают внутрь профиля и сваривают вместе.
- Полученные конструкции приваривают друг к другу, в итоге должно получиться приспособление, играющее роль клина для сгибания.
- Рабочую часть фиксируют на домкрате, выставив его правильно по вертикали и горизонтали.
- После изготавливают несущую конструкцию Т-образной формы с высотой 40 см и шириной 30 см.
- Из уголка вырезают полосы по форме труб, приваривают их к раме и фиксируют домкрат при помощи их.
- К боковым частям несущей рамы приваривают отрезки уголка, затем к ним прикрепляют петли.
Домкрат вставляют на подготовленное место, далее нужно положить на сгибатель кусок заготовки и работать ручкой. По итогу арматура согнется на 90 градусов и обретет нужный радиус сгиба.
Станок из уголка
Конструкция из уголка считается более простой и изготавливается по следующей инструкции:
- От уголка отрезают куски 20х20 или 30х30 длиной до 1 метра. Размеры и толщина зависят от диаметра прутьев арматуры.
- К основе из профиля П-образной формы приваривают штырь;
- Далее отрезают часть трубы с диаметром, позволяющим свободно надевать ее сверху. К нему приваривают часть уголка, убедившись что труба и уголок расположены перпендикулярно.
- Уголок с трубой надевают на штырь, отмечая, в каком месте был приварен самый маленький отрезок. Затем его снимают и приваривают к станине еще один кусок углового профиля.
- Еще одну часть арматуры приваривают к концу подвижной конструкции, за которую нужно будет держаться во время работы. На нее надевают рукоятку, она не должна быть сделана из металла.
- После к станине приваривают ножки из прочной арматуры.
- Трущиеся поверхности трубы и оси смазывают солидолом либо машинным маслом для облегчения процесса.
Готовый к работе арматурогиб устанавливают на большом кирпиче или камне, чтобы он не соскакивал в процессе работы. После в него вставляют прут арматуры и пробуют его согнуть. Качество устройства проверяют по тому, насколько правильно оно будет гнуть вставленную арматуру.
Как согнуть арматуру без станков
Если нет спецоборудования и нет возможности соорудить приспособление собственными силами, можно прибегнуть к ручному методу гибки. Но такое мероприятие является достаточно травмоопасным. Однако необходимо учитывать, что ручной метод подойдет для гибки стержней до 8 мм. Кроме того, качество такой металлообработки будет не самым высоким. С помощью прутков, согнутых таким способом, не получится организовать надежный, долговечный и устойчивый к нагрузкам фундамент.
Для обработки арматуры большего диаметра можно использовать 2 трубы. Принцип процедуры: стальной пруток крепится в одной трубе, а вторая надевается на выступающий конец проката и используется как рычаг. Металлические стержни небольшого диаметра можно загибать прямо от земли, просто встав на упорную трубу (собственным весом).
Есть другой вариант, который подразумевает крепление фиксирующей трубы, к примеру, в тисках либо с помощью бетона в специально созданном для этого месте. Существует еще один способ: в землю вбиваются штыри, которые будут выполнять функцию упоров. Материал помещается между штырями, а трубы выполняют роль рычага.
Не рекомендуется самостоятельно производить гибку стальной арматуры, если речь идет об организации фундамента или подготовке материала для проведения других ответственных работ. В этих случаях задействовать необходимо специальное оборудование. Только в таком случае вы получите надежную арматуру, которая сможет выдержать достаточно серьезные нагрузки. Не стоит экономить на металлообработке, так как от этого зависит не только долговечность возводимой конструкции, но также безопасность людей.
Наша компания реализует арматуру всех востребованных диаметров. Мы предлагаем выгодные цены и осуществляем доставку продукции. Также у нас вы можете воспользоваться услугой гибки стального металлопроката. Мы обрабатываем стержни диаметром до 40 мм. Гарантируем высокую точность гибки по заданным параметрам. Чтобы получить дополнительную информацию, свяжитесь с нашими менеджерами.
Станки и приспособления для гнутья арматуры
В процессе развития строительных технологий и методов обработки металлов был создан не один станок для гибки арматуры. Все подобное оборудование работает по одному принципу, различие моделей состоит лишь в определенных конструктивных особенностях и максимальном диаметре сгибаемого прутка.
Любой гибочный станок, в том числе и самодельный станок для гибки арматуры, работает по следующему принципу: пруток фиксируется между двумя роликами (центральным и упорным), а при помощи третьего ролика (гибочного) арматура подвергается гибке под требуемым углом. Что удобно, станок для выполнения гнутья металлической арматуры может выполнять изгиб прутка как в левую, так и в правую сторону. Требуемый радиус изгиба обеспечивает упорный вал, благодаря которому арматура не деформируется по всей длине.

Один из вариантов самодельного станка, состоящего из двух частей — подвижной (рычаг) и неподвижной (основание)









Станки, предназначенные для гибки арматуры, в том числе и изготовленные своими руками, могут быть двух типов:
- ручные;
- с механическим приводом.
Основным рабочим органом станков с механическим приводом является вращающийся диск, на котором закреплены изгибающий и центральный пальцы. Между этими пальцами имеется зазор, в который и помещают пруток, подвергаемый гибке. Уложенная в этот зазор арматура упирается одним концом в ролик, жестко закрепленный на корпусе устройства. При вращении диска изгибающий палец воздействует на арматуру и изгибает ее вокруг центрального вала.

Ручной станок для гибки AFACAN 16PT (цена примерно 5500 рублей). Одна из моделей именно этого турецкого производителя упоминалась на видео в начале данной статьи
Конкретный станок для гибки арматуры в зависимости от своего назначения может принадлежать к одной из следующих групп:
- легкой (для гибки прутков диаметром от 3 до 20 мм);
- тяжелой (диаметр обрабатываемых прутков – от 20 до 40 мм);
- сверхтяжелой (для арматуры диаметром от 40 до 90 мм).
Оборудование с механическим приводом может использоваться для одновременного сгибания нескольких прутков арматуры. Современная промышленность выпускает станки, которые могут применяться для гибки прутков, диаметр которых находится в пределах от 3 до 90 мм. Для тех случаев, когда необходимо изгибать арматуру под разными углами, лучше всего использовать оборудование с гидравлическим приводом. Такой универсальный станок для гибки арматуры позволяет получать поверхность сгиба без трещин и складок, которые могут привести к образованию внутренних напряжений. Это оборудование также дает возможность доводить угол сгиба до 180 градусов.
На современном рынке можно оптимально подобрать станок для выполнения гибки арматуры различного типа, в том числе и переносного, которое отличается простотой в использовании и доступной стоимостью. Гнутье арматуры можно выполнять как при помощи специального оборудования, так и при помощи трубогиба, который устанавливается на обычных верстаках.
Такие приспособления для гибки можно изготовить и своими руками. При этом они используются для прутков с диаметром не более 14 мм и не предназначены для тех случаев, когда необходима высокая производительность. Чаще всего такие приспособления применяются при выполнении частного строительства.

Еще одна вариация станка для гибки: швеллер в качестве основания, два уголка, ось вращения и рукоятка
Выбирая оборудование для быстрой гибки арматуры, следует учитывать два основных фактора: максимальный диаметр прутка, который необходимо согнуть, и объем предстоящих работ. При гибке прутка его части подвергаются различным нагрузкам: наружная поверхность – растяжению, а внутренняя – сжатию.
Технические проблемы
Часто задаваемые вопросы.
Не меняется реверс
К примеру, у станка не изменяется реверс. Для того, чтобы решить данную проблему нужно осмотреть трехфазный двигатель, а конкретно протестировать его в холостом режиме работы. Если при холостом ходе наблюдаются такие же изменения, то скорее всего двигатель нужно менять или ремонтировать.
Вибрация

Станок СГА-1, применяющийся для гибки арматуры. Фото ПромСтройМаш
Еще одна распространенная проблема — вибрация станка, даже в виду отсутствия заготовки. Это может говорить о том, что двигатель работает в неправильном режиме, либо главная центральная ось разбалансирована, либо аппарат недостаточно хорошо закреплен на полу, либо подкладка между аппаратом и полом неровная или установлена под углом.
Другие вопросы
Также возможен выход гнутых валиков за рабочую плоскость. Иными словами, механизм стремится согнуть деталь за пределами рабочего стола. Данная проблема характерна для станков, у которых нарушена преобразующая шина, то есть поломка произошла на программном уровне. Контрольная панель не преобразует должным образом команды, передаёт механизму неверное указание и неверные координаты вращения и давления.
Ещё одна разновидность такой поломки — это нормальные показания на контрольной панели и некорректная работа механизма в реальности. То есть, на пульте управления оператор будет наблюдать, что процесс идет по стандартному алгоритму, а заготовка не будет гнуться или будет гнуться неправильно. В этом случае нужно осмотреть операционную систему станка. Возможно, придётся поменять программное обеспечение или установить его заново.
Еще одна распространенная проблема, которая может быть связана как с аппаратной частью, так и с механической — это вылет заготовки. Другими словами, при установке заготовки она не гнется должным образом, а слетает с валиков. Причины могут быть следующие: первая и самая распространенная — нарушение целостности стенок крепежа; вторая — вывод из строя зажимных валиков, третья причина — нарушения в программной оболочке, которые провоцируют слишком быструю или некорректную работу механизма. Перед началом работы рекомендуется вынимать зажимные гнущие валики и центральный вал и вставлять их заново для того, чтобы осмотреть пазы и целостность все системы, продиагностировать аппарат на наличие повреждений.
ВАЖНО! Станки относятся к механизмам потенциальной повышенной опасности. Поэтому рекомендуется обращаться к специалистам, а не ремонтировать их собственными силами, даже при наличии опыта у исполнителя
Ведь поломка механизма может обернуться не только сбоем во всей электронной сети. потери времени, снижением объемов продукции, но и травмой оператора станка.
Виды ручных гибочных станков
Конструкция приспособлений по сгибанию арматуры (армированных прутов), предусматривает использование нескольких упоров (обычно их три) из стального материала и силового привода, в качестве которого могут выступать как различные рычажные механизмы, так и движение самих упоров. Существуют два основных вида таких устройств: станки с механическим и с ручным приводом. Приспособления с механическим приводом изгибания, в качестве силового привода могут использовать как электрический, так и гидравлический способы. Гидравлический привод обеспечивает, более плавное изменение профиля арматуры, что позволяет достичь лучших и более точных результатов работы.
Существуют два основных вида таких устройств: станки с механическим и с ручным приводом. Приспособления с механическим приводом изгибания, в качестве силового привода могут использовать как электрический, так и гидравлический способы. Гидравлический привод обеспечивает, более плавное изменение профиля арматуры, что позволяет достичь лучших и более точных результатов работы.
В конструкциях ручных устройств по сгибанию арматуры в качестве силового привода используют применение мускульной силы работника. С целью облегчения физической нагрузки, особенно при необходимости работы с изделием, которое имеет большое поперечное сечение, в конструкциях станков используется силовой рычаг. Этот рычаг за счет обеспечения большего плеча позволяет значительно облегчить работы по сгибанию армированных прутов.
В зависимости от конструкции, ручные приспособления по изгибанию арматуры можно поделить на так называемые условно ручные и ручные. К условно ручными станками изгибания армированных прутов, можно отнести приспособления, в которых для изменения профиля такого изделия используется механический привод, приводимый в действие ручной силой. Обычно такие устройства имеют в своей конструкции маховик, приводимый в движение физическим воздействием работника.
При работе с армированными прутами, которая имеет поперечное сечение свыше 16 миллиметров, существует необходимость использования приспособлений гибки такого изделия с механическим приводом. Поскольку усилия, которые необходимо прилагать для гибки такой арматуры, довольно значительны, а выполнения работ при ручном режиме, сопровождается большими физическими усилиями и может привести к неправильному и некачественному выполнению операций по сгибанию.
При работе с армированными прутами до 16 миллиметров, можно использовать ручные гибочные приспособления. Такие станки в зависимости от мобильности, условно можно разделить на два вида: стационарные и переносные.
Зависимо от траектории, прилагаемой для изгибания вектора силы, ручные станки так же можно разделить на те, что используют вертикальный вектор приложения силы и горизонтальный.
Устройства с вертикальным вектором приложения силы, позволяют осуществлять работы с большими диаметрами арматуры, поскольку более удобны для совершения значительной нагрузки за счет того, что могут использовать всю массу тела работника. Но с целью более аккуратного и подконтрольного сгибания армированных прутов небольших диаметров, целесообразней использовать ручные приспособления с горизонтальным вектором приложения силы.
Виды оборудования
Выпускаются два типа:
- Механические приспособления.
- Приборы с электрическим приводом.
Ручной гибочный станок и приводной аппарат предназначены для придания арматуре необходимой конфигурации для последующего использования в железобетонных работах.
Схема действия обоих видов устройств едина: деталь жестко фиксируется между центральным и упорным валом. Последний не дает заготовке провернуться или сдвинуться. Деформация на нужный угол производится при помощи третьего, гибочного ролика. Закругление осуществляется в любую сторону – по часовой стрелке и против нее.
Если ручной агрегат работает на угол не более 90°, реже – до 110°, то электрический гибочный станок для арматуры дает возможность регулировки в диапазоне от 5° до 180°, при этом потери прочностных показателей металла при предельных значениях изгиба не превышают 10%.
Гибкие материалы: Кабель гибкий износостойкий
1. Простейшая конструкция. По сути это стандартный трубогиб, применяемый для арматуры небольшого диаметра – до 12 мм, реже до 20.









2. Относительно небольшой вес – в среднем около 15-25 кг.
3. Мобильность. Относится к категории переносного оборудования и устанавливается на любое ровное основание или верстак.

5. Возможность сборки самодельного станка.
Схема ручного оборудования простейшая – рычаг и несколько валов, при небольшой сноровке несложно сделать его самостоятельно. Для этого к металлическому основанию (станина, плита) нужно приварить штырь круглого сечения или уголок, который возьмет на себя роль упора. Затем изготавливается поворотная стальная платформа, которая оснащается рычагом, центральным и гибочным валом.
Агрегат, сваренный на плиту, можно отнести к переносным вариантам. Для него обязательно надо предусмотреть методы крепления. Например, это могут быть отверстия под болты для последующего прикручивания к основанию.
1. Высокая производительность. На операцию требуется не более 10 секунд.
2. Работа с прокатом любого диаметра. Выпускаются станки для легкой арматуры сечением до 20 мм, тяжелой – 22-40, сверхтяжелой – 40-80.
3. Мощность электропривода – до 5 кВт.
4. Наличие системы автоматического управления. Участие оператора минимальное и предполагает несколько ступеней защиты. Некоторые модели снабжаются смешанным управляющим блоком, поэтому агрегат может работать как в ручном, так и в авторежиме.
5. Стационарность. Гибочный станок устанавливается на ровной, сухой, жестко фиксированной платформе, строго центрируется. Частые перемещения не приветствуются.
6. Приличный вес – достигает 400 кг.
7. Высокая цена – начинается от 85000 рублей и выше. Б/у устройства можно брать в аренду с посуточной (от 1000 рублей) или помесячной оплатой (от 25000) с обязательным внесением залоговой стоимости.
Оборудование для гибки арматуры делится на:- стационарные станки;- мобильные станки.Стационарные станки имеют гораздо большую производительность и мощность в сравнении с мобильным оборудованием. На стационарных моделях можно обрабатывать арматуру большого диаметра, которую на ручном станке не представляется возможным обработать. Мобильные виды отличаются небольшими размерами и весом, но меньшей производительностью. Являются оптимальным решением для частного строительства.




